Данное техническое решение относится к оборудованию для нагревательных печей, в частности к оборудованию для транспортировки длинномерных изделий и полуфабрикатов через зоны нагрева указанных печей.
Известно устройство для транспортирования длинномерных изделий через термическую печь, содержащее транспортирующие ролики, выполненные из высокотемпературной керамики, узлы крепления роликов, содержащие профилированные металлические хвостовики, установленные на внешних поверхностях роликов, узлы вращения роликов, выполненные в виде опорных подшипников, установленных в корпусах, при этом узлы крепления и вращения роликов установлены вне зоны нагрева печи, и привод вращения. При этом ролики установлены на кольцевых теплоизоляторах и водоохлаждаемых трубах, проходящих через зону нагрева печи и соединенных с источником водоснабжения (SU 1820161 A1, F 27 В 9/00,07.06.1993).
Данное техническое решение является наиболее близким предложенному по технической сущности и достигаемому результату, однако оно имеет ряд существенных недостатков.
К недостаткам данного устройства относятся высокий уровень энергозатрат на поддержание рабочей температуры в печи, особенно в области высоких температур, обусловленных значительным отводом тепла через водоохлаждаемые трубы, низкая надежность оборудования, связанная с частыми выходами из строя керамических роликов, обусловленными ударным воздействием на них торцевых участков обрабатываемых длинномерных изделий, и механизмов крепления роликов и узлов их вращения, связанными с необходимостью размещения в этих узлах водоохлаждаемых труб, а также низкое качество обрабатываемых изделий, обусловленное неоднородностью температурного поля в зоне нагрева печи.
Таким образом, задачей настоящего изобретения является снижение производственных энергозатрат, увеличение надежности и долговечности оборудования, а также повышение качества обрабатываемых изделий.
Указанная задача решается тем, что в устройстве для транспортирования металлических изделий через термическую печь, содержащем транспортирующие ролики, выполненные из высокотемпературной керамики, узлы крепления роликов, содержащие профилированные металлические хвостовики, установленные на внешних поверхностях роликов, узлы вращения роликов, выполненные в виде опорных подшипников, установленных в корпусах, при этом узлы крепления и вращения роликов установлены вне зоны нагрева печи, и привод вращения хвостовики выполнены с выступами и снабжены теплоизоляторами, выполненными в виде керамических кольцевых секций и установленными между внешними поверхностями роликов и внутренними поверхностями хвостовиков, и пластинчатыми металлическими радиаторами, жестко закрепленными на внешних поверхностях хвостовиков, при этом узлы крепления роликов снабжены промежуточными втулками, установленными на хвостовиках и проходящими через подшипники, и осевыми натяжными блоками, установленными на хвостовиках в зазорах между выступами хвостовиков и торцами промежуточных втулок, при этом осевые натяжные блоки выполнены в виде набора пружин, хвостовики выполнены с продольными пазами, промежуточные втулки установлены с возможностью осевого перемещения относительно хвостовиков и снабжены шпонками, размещенными в пазах хвостовиков, узлы вращения каждого из роликов установлены с возможностью перемещения перпендикулярно оси ролика для его опускания, а привод вращения выполнен с возможностью автоматического изменения скорости вращения роликов в нагруженном и “холостом” состоянии, при этом угловая скорость ролика в “холостом” состоянии на 10-50% выше скорости этого же ролика в нагруженном состоянии.
Причинно-следственная связь между совокупностью существенных признаков данного устройства и достигаемым техническим результатом состоит в следующем. Использование натяжных блоков позволяет устранить растягивающие напряжения в материале ролика, возникающие при его изгибе под действием собственного веса и внешней нагрузки, путем предварительного сжатия элементов ролика и снизить уровень внутренних напряжений, возникающих внутри керамического ролика при его нагреве до рабочих температур, т.е. скомпенсировать увеличение длины валка, обусловленное температурным коэффициентом линейного расширения материала ролика. При этом обеспечивается необходимый уровень прочности керамического элемента за счет исключения из его конструкции массивных водоохлаждаемых несущих элементов, что, в свою очередь, позволяет снизить энергозатраты на нагрев устройства для транспортирования, а применение металлических радиаторов, закрепленных на хвостовиках, позволяет снизить термическую нагрузку на их узлы вращения роликов и предотвратить их разрушение, что приводит к повышению надежности и долговечности устройства в целом. Выполнение привода вращения с возможностью автоматического изменения скорости вращения роликов в нагруженном и “холостом” состояниях, а также обеспечение возможности перемещения узлов вращения роликов перпендикулярно оси ролика для его опускания позволяет исключить разрушение керамического ролика при неконтролируемом движении торцевой части длинномерной заготовки на уровне ниже ее опорной плоскости.
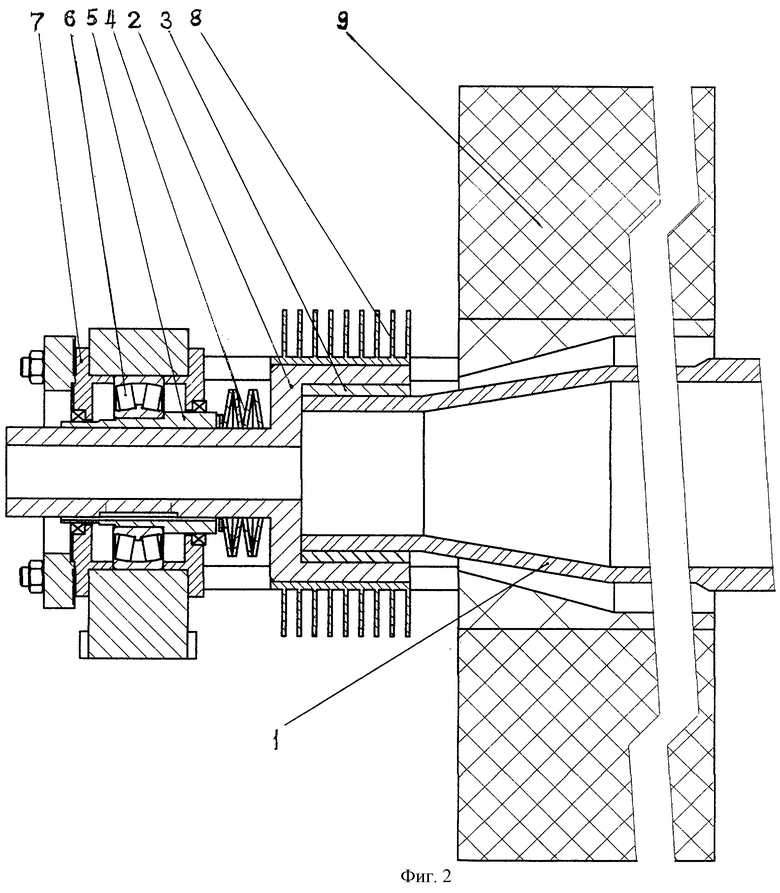
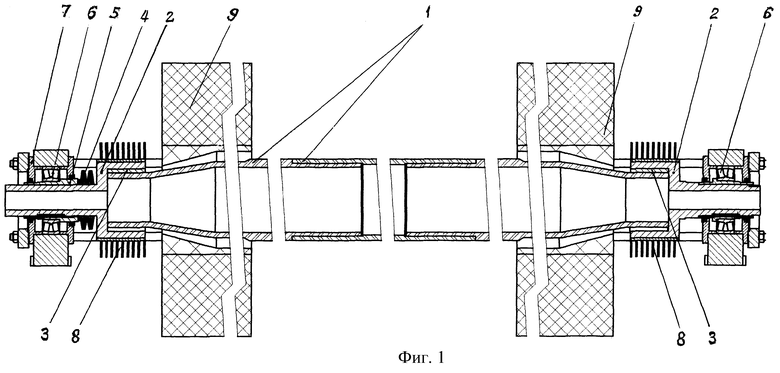
Схема предложенного устройства для транспортирования длинномерных изделий через термическую печь показана на фиг.1, а на фиг.2 приведена схема механизма крепления транспортирующего ролика.
Устройство состоит из транспортирующих роликов 1, выполненных из высокотемпературной керамики, узлов крепления роликов, содержащих профилированные металлические хвостовики 2, снабженные теплоизоляторами - керамическими кольцевыми секциями 3 и торцевыми шайбами (условно не показаны), осевые натяжные блоки, выполненные в виде набора тарельчатых пружин 4, и промежуточные втулки, установленные на хвостовиках 2, и узлов вращения роликов 1, выполненных в виде опорных подшипников 5, установленных в корпусах 6, при этом хвостовики 2 установлены на внешних поверхностях роликов 1 (в их торцевых частях) и снабжены пластинчатыми металлическими радиаторами 7, жестко закрепленными на внешних поверхностях хвостовиков 2, а тарельчатые пружины 4 расположены в зазоре между выступами хвостовиков 2 и торцами промежуточных втулок. Узлы крепления роликов 1 и их узлы вращения установлены вне зоны нагрева (за футеровкой 8 печи). Узлы вращения роликов 1 снабжены приводом вращения (не показан) и установлены на жесткой раме (не показана) с возможностью перемещения перпендикулярно оси ролика 1. Привод вращения выполнен с возможностью автоматического изменения скорости вращения роликов 1 в нагруженном и “холостом” состояниях, при этом угловая скорость ролика в “холостом” состоянии на 10-50% выше скорости этого же ролика в нагруженном состоянии. Контроль скорости вращения роликов 1 осуществляется автоматизированной системой управления приводом вращения (не показана).
Устройство работает следующим образом.
В качестве подготовительной операции (перед нагревом печи) производят настройку осевых натяжных блоков с учетом рабочей температуры печи, длины ролика и его температурного коэффициента линейного расширения (путем подбора жесткости и количества тарельчатых пружин 4) таким образом, чтобы в результате нагрева печи до рабочей температуры и термического расширения (в первую очередь, удлинения) керамического ролика 1 обеспечить осевое сжатие его материала до уровня, не превышающего 0,3-0,5 предела прочности на сжатие. При таком уровне сжатия керамического материала обеспечивается конструкционная прочность ролика 1, препятствующая его прогибу (“провисанию”) при транспортировании длинномерных изделий через зону нагрева печи и способствующая увеличению срока службы устройства в целом.
В связи с тем, что торцевая часть ролика 1 установлена внутри металлического хвостовика 2, снабженного пластинчатыми радиаторами 7, при нагреве рабочей части ролика 1 происходит осевое сжатие керамического материала и плотная фиксация торцевых частей ролика в хвостовике 2, в результате чего обеспечивается надежное крепление и вращение ролика 1 от его хвостовика, соединенного с приводом вращения. При этом основной поток тепла от торцевых частей нагретого ролика 1 к узлам его крепления гасится секционированными керамическими теплоизоляторами 3, а отвод излишков тепла от узлов крепления ролика 1 производится пластинчатыми металлическими радиаторами 7, в результате чего исключается перегрев опорных подшипников 5 и обеспечивается надежность и долговечность оборудования.
После выхода печи на рабочий режим в ее зону нагрева подают длинномерные металлургические заготовки или изделия, дальнейшая транспортировка которых осуществляется керамическими роликами 1. При контакте торцевых частей заготовок с поверхностью “холостого” ролика, вращающегося с более высокой угловой скоростью, чем скорость вращения предшествующего “нагруженного” ролика, происходит принудительное “вытягивание” торца заготовки, перемещающейся на уровне ниже уровня ее опорной плоскости, на несущую поверхность ролика. При этом скорость вращения “нагруженного” ролика автоматически снижается до рабочего значения, а торец нагреваемой заготовки перемещается к следующему “холостому” ролику, где также происходит автоматическое регулирование процесса подачи заготовки на несущую поверхность ролика за счет более высокой скорости вращения “холостого” ролика. Все это способствует снижению динамической нагрузки на керамический материал ролика и способствует повышению его долговечности.
В связи с тем, что абсолютные значения скоростей вращения роликов незначительны, при рассогласовании скоростей вращения ролика в “холостом” и нагруженном состояниях на величину менее 10% эффект принудительного “вытягивания” торца заготовки на несущую поверхность ролика резко снижается. С другой стороны, рассогласование скоростей вращения роликов на величину, превышающую 50%, сопровождается существенным увеличением износа поверхности керамического ролика и неоправданным усложнением конструкции узлов и приводов вращения роликов.
В случае, если автоматическое регулирование процесса “вытягивания” торца заготовки на несущую поверхность ролика не состоялось, узлы вращения этого ролика приводятся в поступательное перемещение в направлении движения заготовки, перпендикулярно оси ролика). При этом происходят опускание оси вращения ролика ниже плоскости транспортирования заготовок и принудительная подача торца заготовки на несущую поверхность ролика. После завершения процесса подачи заготовки на несущую поверхность ролика его узлы вращения совместно с роликом возвращаются в исходное положение (уже в “нагруженном” состоянии). Далее процесс подачи длинномерных заготовок на поверхности последующих керамических роликов повторяется до момента прохождения торца этой заготовки через всю зону нагрева.
Реализация рассмотренного выше процесса автоматического регулирования подачи заготовки на несущую поверхность ролика позволяет снизить величину динамического (ударного) воздействия торца обрабатываемой заготовки на ролик и вместе с этим повысить надежность и долговечность устройства в целом, а также и качество обработанных изделий.
Таким образом, применение данного устройства позволяет снизить производственные энергозатраты, увеличить надежность и долговечность оборудования, а также повысить качество обрабатываемых изделий. Его использование является наиболее эффективным при высокотемпературной термической обработке крупногабаритных длинномерных металлургических заготовок и изделий в проходных печах с защитной атмосферой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБТЕКАТЕЛЬ | 2002 |
|
RU2225664C2 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| ВАЛИК В СБОРЕ, ПОДШИПНИКОВЫЙ УЗЕЛ И ПОДДЕРЖИВАЮЩИЕ РОЛИКИ КОНВЕЙЕРА, СОДЕРЖАЩИЙ ИХ | 2010 |
|
RU2520990C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| УЗЕЛ РОЛИКОВ КОНВЕЙЕРА, СРЕДСТВО ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА И ОПОРЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА РОЛИКОВ КОНВЕЙЕРА, ПРИМЕНЯЕМОГО В ВЫСОКОТЕМПЕРАТУРНОЙ СРЕДЕ | 2016 |
|
RU2718039C2 |
| Телескоп кассетный ленточный | 2024 |
|
RU2828312C1 |
| БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ ПАТРОН | 2012 |
|
RU2516202C2 |
Изобретение относится к оборудованию для нагревательных печей. Устройство для транспортирования длинномерных изделий через термическую печь содержит транспортирующие ролики, выполненные из высокотемпературной керамики, узлы крепления роликов, узлы вращения роликов. и привод вращения. Узлы крепления роликов содержат профилированные металлические хвостовики, установленные на внешних поверхностях роликов. Узлы вращения роликов выполнены в виде опорных подшипников, установленных в корпусах. Узлы крепления и вращения роликов установлены вне зоны нагрева печи. Хвостовики выполнены с выступами и снабжены теплоизоляторами, выполненными в виде керамических кольцевых секций и установленными между внешними поверхностями роликов и внутренними поверхностями хвостовиков, и пластинчатыми металлическими радиаторами, жестко закрепленными на внешних поверхностях хвостовиков. Узлы крепления роликов снабжены промежуточными втулками, установленными на хвостовиках и проходящими через подшипники, и осевыми натяжными блоками, установленными на хвостовиках в зазорах между выступами хвостовиков и торцами промежуточных втулок. Изобретение позволяет снизить уровень производственных энергозотрат на термообработку длинномерных изделий, повысить надежность и долговечность оборудования, а также повысить качество обрабатываемых изделий. 4 з.п. ф-лы, 2 ил.
| Устройство для крепления керамического ролика в конвейере туннельной печи | 1990 |
|
SU1820161A1 |
| Навесной привод печного ролика | 1988 |
|
SU1557178A1 |
| Подшипниковый узел ролика | 1976 |
|
SU629237A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

