Изобретение относится к области электролитического нанесения металлических покрытий и может быть использовано, например, для хромирования длинномерных цилиндрических тел вращения.
Известна установка для электролитического нанесения покрытий на длинномерные изделия (по патенту RU2747261, выбрана в качестве прототипа), содержащая основание, на котором установлены на опорах бабки со шпинделями и электролитическая ванна, электролитическая ванна выполнена с возможностью перемещения вдоль основания, в шпинделях закреплено изделие. Недостатком является то, что по краям изделия, закрепленного в шпинделях, невозможно обеспечить покрытие. Тоководами к изделию (катоду) являются токосъемные подшипники (например, фирмы «NIES» Германия), которые характеризуются сложностью использования (для каждого диаметра обрабатываемого изделия требуется установка своей пары подшипников), устанавливаются на внешнюю поверхность обрабатываемого изделия и перемещаются вместе с ванной, для чего необходимы гибкие шины.
В установке по патенту RU2643295 деталь полностью находится в ванне и ток подводится через шпиндельный узел, а анод перемещается вдоль детали с помощью отдельного привода по направляющей шине, размеры обрабатываемого изделия при этом ограничены. Известно также использование меднографитовых щеток, двигающихся вместе с ванной вдоль детали, - при этом происходят большие потери мощности ввиду искрения щеток и неплотного их прилегания к детали, а покрытие на изделии повреждается от трения.
Технической задачей изобретения является создание установки для электролитического нанесения покрытий на длинномерные цилиндрические изделия, характеризующейся равномерной толщиной покрытий по всей длине изделия, низкими потерями электрической мощности.
Техническим результатом изобретения является повышение качества покрытий. Кроме того, обеспечивается снижение потерь электрической мощности, становится возможным нанесение покрытий на изделия разного размера.
Технический результат достигается в установке для электролитического нанесения покрытий на длинномерные изделия (далее, также - «установка»), содержащей основание, на котором установлены на опорах бабки с вращающимися шпинделями и электролитическая ванна, одна из опор и электролитическая ванна выполнены с возможностью перемещения вдоль основания. В шпинделях установлены вставки для закрепления между ними изделия, обжатые неподвижными относительно опор тоководами. Основание выполнено в виде рамной конструкции. Электролитическая ванна оснащена тележкой, перемещающейся вдоль основания по рельсовому пути с использованием шагового двигателя и реечной передачи. Токовод выполнен в виде стянутых между собой бронзографитовых секторов, охватывающих вставки по цилиндрическим поверхностям. Между вставками и изделием установлены медные прокладки. Изделие закреплено между вставками осевыми стяжными болтами
Изобретение поясняется рисунками:
фиг. 1 - общий вид установки для электролитического нанесения покрытий на длинномерные изделия;
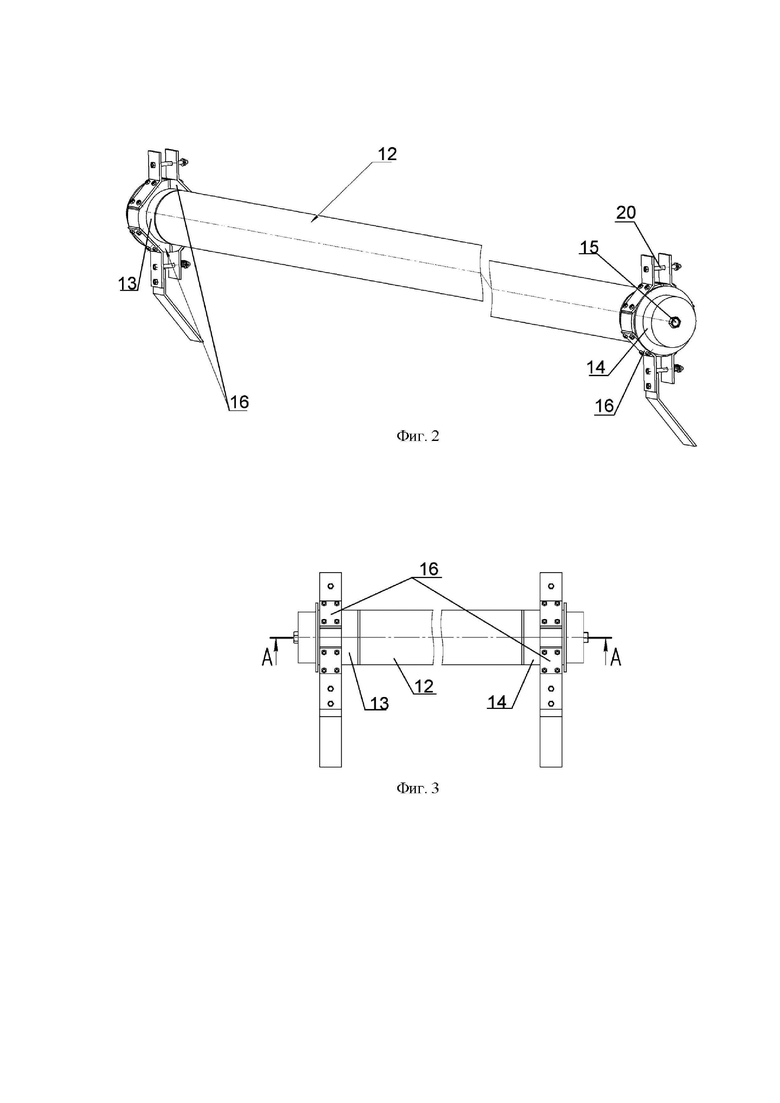
фиг. 2-3 - устройство тоководов;
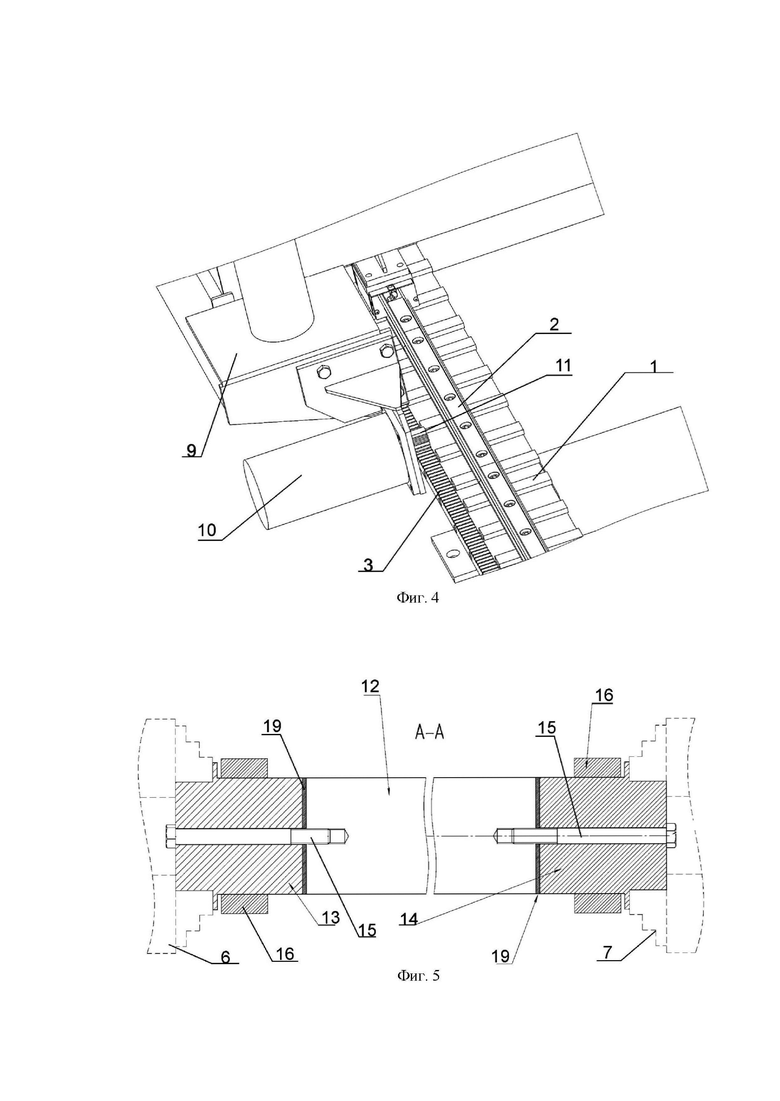
фиг. 4 - привод электролитической ванны;
фиг. 5 - изделие, закрепленное между вставками.
Установка для электролитического нанесения покрытий на длинномерные изделия (далее, также - «установка») может использоваться, например, для гальванического хромирования цилиндрических поверхностей валов декоративным хромом (твердым, матовым, молочным) с толщиной покрытия от 5 мкм до 100 мкм. Под длинномерными изделиями здесь понимаются изделия, имеющие форму тел вращения с диной, значительно превышающей их диаметр, в связи с чем, затруднено помещение таких изделий в электролитическую ванну целиком и требуется частичное погружение, на некотором участке вдоль продольной оси изделия. В процессе гальванического покрытия изделие установлено с помощью технологических вставок между вращающимися шпинделями установки и имеет определенную скорость вращения. Относительно вращающегося изделия перемещается гальваническая ванна с электролитом. При этом изделие на длине ванны наполовину погружено в электролит, который постоянно подается в электролитическую ванну из бака-наполнителя насосом через свинцовый анод. Катодом является само изделие.
Установка содержит основание 1, которое может быть выполнено в виде рамной конструкции: из продольных и поперечных металлических сваренных труб. К продольным трубам приварены пластины для крепления основания 1 к полу. На продольной трубе установлен рельсовый путь 2 и рейка 3 для продольного перемещения частей установки. На основании 1 установлены две опоры 4, 5. Одна из опор 4, как правило, неподвижно закреплена на одном краю основания 1 (неподвижная опора 4). Одна из опор 5 (подвижная опора 5) установлена на рельсовый путь 2 с возможностью перемещения вдоль основания 1, например, с помощью направляющих , скользящих по рельсовому пути 2 и ролика. Опора 5 может устанавливаться в нужное положение на рельсовом пути 2 и закрепляться тормозом. Так обеспечивается возможность нанесения покрытий на изделия разной длины.
На опорах 4, 5 установлены бабки с вращающимися шпинделями 6, 7 с трехкулачковыми патронами. Между шпинделями 6, 7 и нижней частью опор 4, 5 могут быть установлены текстолитовые плиты, предотвращающие попадание электического напряжения на нижнюю часть опор. Шпиндель 6 вращается мотором-редуктором со шкивом ременной передачи. Частота вращения шпинделя 6 регулируется передаточным отношением ременной передачи и преобразователем частоты мотор-редуктора, например, в пределах 5 - 25 об/мин.
На основании 1 установлена электролитическая ванна 8, выполненная с возможностью перемещения вдоль основания 1. Для этого, она может быть оснащена тележкой 9 (помещена на тележку 9). Тележка 9 служит для перемещения электролитической ванны 8 вдоль обрабатываемого изделия 12 и имеет сварную конструкцию и служит для перемещения бака с электролитом и электролитической ванны 8 на роликах по направляющим вдоль рельсового пути 2. Перемещение тележки 9 обеспечивается шаговым двигателем 10, установленном на тележке 9 с помощью кронштейна. Зубчатое колесо 11 на шаговом двигателе 10 связано с рейкой 3 на продольной трубе. Такой привод обеспечивает продольное перемещение тележки 9 от 0 до 10 м/мин.
Электролитическая ванна 8 имеет составную конструкцию с внешней сварной конструкции из титановых листов. Нижняя часть электролитической ванны 8 является накопительным баком с объемом 500 литров. Верхняя ее часть имеет размеры 520х480 мм и служит для подачи электролита на обрабатываемое изделие 12. В крышке накопительного бака выполнены отверстия для установки нагревателей (тэнов) с одной стороны, с другой стороны имеются отверстия для трубопроводов подачи электролита и подачи воды охлаждения. Подачу электролита в зоны обработки производит насос, установленный над крышкой бака, производительность которого можно изменять преобразователем частоты на двигателе насоса. В верхней части электролитической ванны 8 устанавливается внутренняя ванна из химически стойкого материала (фторопласт, полипропилен) с вырезами под покрываемое изделие 12 и специальными пазами для установки «слизывателей» (сальников), обеспечивающих удержание электролита в пределах внутренней ванны. Во внутренней ванне устанавливается анод, изготовленный из сурьмянистого свинца. Анод устанавливается на расстоянии 30-50 мм от хромируемого изделия 12 и перемещается в процессе работы относительно изделия 12. Процесс гальванического покрытия производится во внутренней ванне. Конструкции аналогичных электролитических ванн описаны, например, в патентах RU2747261, RU2747262
В патронах шпинделей 6, 7 установлены вставки 13, 14 для закрепления между ними изделия 12 при помощи осевых стяжных болтов 15 (штревелей). Между вставками 13, 14 и изделием 12 установлены медные прокладки 19 (шайбы 19), обеспечивающие, совместно с натяжением от осевых стяжных болтов 15 хороший электрический контакт по торцевым поверхностям стягиваемых частей, снижающий потери электрической мощности.
Катодом является изделие 12, на которую ток подается от выпрямителей через тоководы. Ток от вставок 13, 14 подается через торцы изделия 12. Вставки 13, 14 обжаты неподвижными относительно опор 4, 5 тоководами 16, обеспечивающие подачу тока на вращающийся катод (на вращающееся изделие 12). Такое исполнение обеспечивает повышение качества покрытий, поскольку формируется покрытие постоянной толщины до края изделия 12, продолжающееся на вставках 13, 14. Кроме того, трение с тоководами происходит по внешней поверхности вставок 13, 14, покрытие на изделии 12 не повреждается. Тоководы 16 могут быть выполнены в виде стянутых между собой подпружиненными шпильками 20, например, бронзографитовых секторов, характеризующихся высокой проводимостью, образующих кольцо, охватывающее вставку. Подпружиненные шпильки 20 компенсируют износ бронзографитовых секторов, обеспечивая постоянное усилие обжатия. Для увеличения площади контакта и снижения сопротивления, секторы охватывают вставки 13, 14 по зигзагообразным поверхностям.
Для электропитания всех частей установки используется шкаф 21 силовой, состоящий из блока управления и блоков выпрямителей. Он может быть установлен на тележке 9 или рядом с установкой. Выпрямители преобразуют переменный ток в постоянный, обеспечивая напряжение в нужных пределах и величину тока до 1000 ампер. В процессе работы можно производить изменение режимов. Выпрямитель обеспечивает постоянную величину тока в цепи катод-анод, необходимую для обеспечения электролитического процесса хромирования. На дисплее шкафа можно выбирать параметры: скорость вращения изделия; скорость и направление перемещения тележки 9 с электролитической ванной 8; температуру нагрева электролита.
Установка снабжена системой вентиляции, которая обеспечивает удаление паров электролита из рабочей зоны. В систему вентиляции входят: крышка внутренней ванны которая устанавливается поверх внутренней ванны и обеспечивает стекание конденсата паров электролита в накопительный бак электролитической ванны 8; зонт вентиляционный установлен над внутренней ванной выше крышки и обеспечивает удаление паров электролита из рабочей зоны; вытяжной вентилятор с системой воздуховодов производит удаление паров электролита из рабочей зоны; скруббер, который обеспечивает фильтрацию воздушной смеси от паров электролита с помощью дождевальной установки и колец «Рашига» (загрязненная воздушная смесь проходит через дождевальную установку, в которой вода под давлением от насоса распыляется через форсунки и захватывает пары электролита).
Установка работает следующим образом.
В соответствии с диаметром изделия 12 изготавливаются сальники, которые крепятся на съемных боковинах внутренней части электролитической ванны 8 ванны при установке изделия 12. Производится проверка концентрация раствора (электролита), после чего производится подогрев до нужной температуры. С помощью вставок 13, 14, изготовленных под размеры изделия (имеют такой же внешний диаметр), производится установка и закрепление изделия 12 между опорами 4, 5, при перемещении подвижной опоры 5. Благодаря использованию подвижной опоры 5 возможна обработка изделий 12 разной длины.
Вставки 13, 14 обеспечивают равномерное покрытие по всей длине изделия 12, в том числе, на концевых участках, без повреждения покрытия тоководами. Установка изделия 12 на установку производится с помощью кранбалки и специальной траверсы при большой длине изделия 12. Максимальные размеры изделий 12, например, валов, для хромирования: диаметр 280 мм, длина 10000 мм. При необходимости обработки изделия 12 с другим диаметром торцевых поверхностей, требуется использовать вставки 13, 14 с тем же диаметром.
При установке изделия 12 на него устанавливаются боковые стенки электролитической ванны 8 с закрепленными сальниками. Изделие погружается в электролит во внутренней ванне, при этом боковые стенки входят в пазы верхней ванны. Запускается насос подачи электролита, при этом включается привод вращения изделия 12, чем обеспечивается его нагрев. Нагрев электролита происходит за счет шести нагревателей (тэнов) установленных на крышке накопительного бака. На пульте управления шкафа 21 силового задаются режимы работы установки. Имеется возможность покрытия валов, имеющих ступенчатую форму, для этого требуется заменить размеры сальников.
Рабочий режим при хромировании происходит при равномерном вращении изделия 12. В зависимости от толщины покрытия задается скорость вращения изделия 12 и скорость перемещения электролитической ванны 8 относительно изделия 12 а также сила тока. Электролит при работе установки постоянно перемешивается, поддерживается его постоянная температура за счет трубопровода с водой, циркулирующий через накопительный бак и радиаторы охлаждения.
Электролит во внутренней ванне наполняется насосом до определенного уровня и сливается в бак-наполнитель, при этом происходит постоянное перемешивание электролита. Между анодом и катодом подается от выпрямителя напряжение 12 вольт и ток величиной 45 - 75 ампер на дециметр покрываемой поверхности. Скорость перемещения электролитической ванны 8 зависит от необходимой толщины покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747262C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2005 |
|
RU2281991C1 |
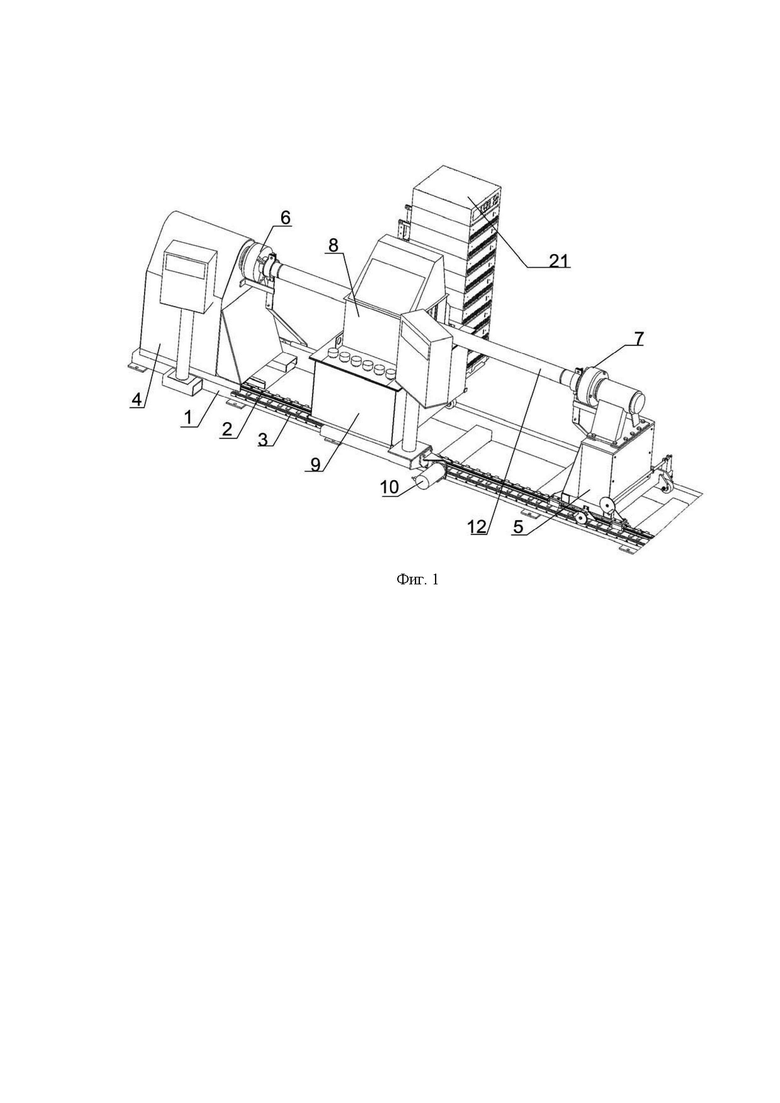
Изобретение может быть использовано для хромирования длинномерных цилиндрических тел вращения. Установка содержит основание 1, выполненное в виде рамной конструкции, на котором на опорах 4 и 5 установлены бабки со шпинделями 6 и 7 и электролитическая ванна 8. Одна из опор 4 или 5 и электролитическая ванна 8 выполнены с возможностью перемещения вдоль основания 1. В шпинделях 6 и 7 установлены вставки для закрепления между ними изделия 12, являющегося катодом, обжатые тоководами, неподвижными относительно опор 4 и 5 и выполненными в виде стянутых между собой бронзографитовых секторов. Между вставками и изделием 12 установлены медные прокладки. Изделие 12 закреплено между вставками при помощи осевых стяжных болтов. Электролитическая ванна 8 оснащена тележкой 9, выполненной с возможностью перемещения вдоль основания 1 по рельсовому пути 2 с использованием шагового двигателя 10 и реечной передачи 3. Для электропитания предусмотрен шкаф силовой 21, установленный на тележке 9 или рядом с установкой. Изобретение позволяет наносить покрытия на изделия разного размера и обеспечивает повышение качества покрытий за счёт их постоянной равномерной толщины по всей длине изделия 12. Снижение потерь электрической мощности обеспечивается за счёт надёжного электрического контакта по торцевым поверхностям стягиваемых частей. 3 з.п. ф-лы, 5 ил.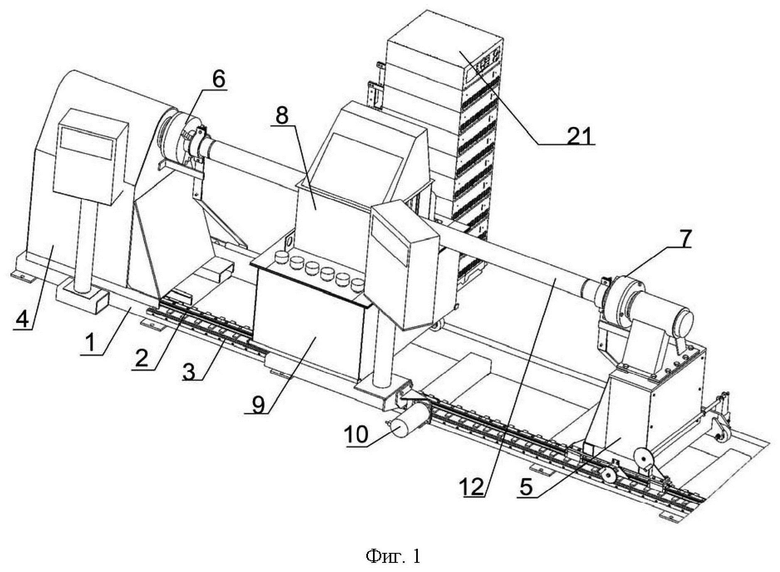
1. Установка для электролитического нанесения покрытий на длинномерные изделия, содержащая основание, на котором установлены на опорах бабки со шпинделями и электролитическая ванна, при этом одна из опор и электролитическая ванна выполнены с возможностью перемещения вдоль основания, отличающаяся тем, что в шпинделях установлены вставки для закрепления между ними изделия, обжатые неподвижными относительно опор тоководами, между вставками и изделием установлены медные прокладки, а изделие закреплено между вставками при помощи осевых стяжных болтов, при этом ванна оснащена тележкой, выполненной с возможностью перемещения вдоль основания по рельсовому пути с использованием шагового двигателя и реечной передачи.
2. Установка по п. 1, отличающаяся тем, что основание выполнено в виде рамной конструкции.
3. Установка по п. 1, отличающаяся тем, что тоководы выполнены в виде стянутых между собой секторов.
4. Установка по п. 3, отличающаяся тем, что секторы выполнены бронзографитовыми.
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ | 2006 |
|
RU2312174C2 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747262C1 |
| Устройство для лова кальмаров промысловыми судами | 1984 |
|
SU1214042A1 |
| US 3722662 A, 27.03.1973 | |||
| US 4328087 A, 04.05.1982 | |||
| СПОСОБ ОБЕЗЖИРИВАНИЯ ОТХОДОВ ТИТАНОВЫХСПЛАВОВ | 0 |
|
SU261093A1 |

