Изобретение относится к обработке металлов давлением, в частности к производству тонкостенных длинномерных труб и оболочек большого диаметра в холодном или теплом состоянии.
Известно устройство для изготовления труб и оболочек большого диаметра, в котором деформацию труб диаметром до 3 мм и длиной 7 м осуществляют в холодном состоянии методом внутренней раскатки холостыми роликами во вращающемся или неподвижном контейнере. Деформация происходит в узком очаге под роликом с шириной дуги контакта 1-2о в контейнере цилиндрического профиля за счет проталкивания головки с рабочими роликами относительно вращающейся вместе с контейнером заготовки подобно методу обратного прессования либо путем проталкивания заготовки через неподвижный контейнер и вращающуюся головку с роликами подобно методу прямого прессования.
Основным недостатком известного устройства является цилиндрический рабочий профиль контейнера, определяющий деформацию трубы только по толщине стенки на величину не более 60% за один проход без промежуточных отжигов. При этом диаметр заготовки равен внутреннему диаметру цилиндрического контейнера, т.е. практически диаметру готового изделия, а длина заготовки ограничена длиной контейнера в первой схеме (вращающийся контейнер) или устойчивостью профиля заготовки при проталкивании во второй схеме (вращающаяся головка с роликами). Таким образом, в известном устройстве не используются возможности свободного течения металла, как, например, в контейнере или матрице с криволинейным рабочим профилем, где высокие деформации по стенке с одновременным увеличением диаметра достигаются последовательным набором малых частных деформаций в узкой контактной зоне без приложения осевых усилий проталкивания заготовки или головки с роликами относительно зоны формоизменения.
Наиболее близким к изобретению по технической сущности и совокупности существенных признаков является стан для изготовления труб круглого и фасонного сечения, в котором толстостенную гильзу - заготовку обрабатывают в калибре, образованном гладкой или профилирующей конической рабочей поверхностью неподвижной плиты и многороликовой обоймой, закрепленной на штанге, к которой прикладывается крутящий момент. При этом производится раскатка заготовки по толщине стенки с одновременным увеличением диаметра.
К основным недостаткам конструкции стана относится прежде всего коническая рабочая поверхность плиты (или матрицы), которая не обеспечивает регламентированной законами пластического течения металла связи между величиной деформации по толщине стенки и получающимся при этом диаметре трубы, что может приводить либо к переполнению калибра с потерей устойчивости формы круга и образованием складок на обрабатываемом изделии, либо к нарушению контакта между металлом и конической рабочей поверхностью плиты (матрицы) во внеконтактных зонах (в промежутках между раскатными валками), что приводит к появлению растягивающих напряжений и возможности разрушения металла при деформации, особенно для малопластичных сталей и сплавов.
К недостаткам стана относится также отсутствие опорных механизмов, воспринимающих высокие радиальные усилия на раскатные валки в процессе деформации, что вызывает увеличение их размеров и соответственно подшипниковых узлов, а это ограничивает сортамент применяемых заготовок в области относительно малых размеров.
К недостаткам стана относится также отсутствие решений, обеспечивающих высокое качество готовых изделий после раскатки - устойчивость поперечного профиля готовой трубы и прямолинейность ее образующей, что особенно важно при производстве тонкостенных длинномерных труб большого диаметра, а также отсутствие механизмов, обеспечивающих последовательный технологический процесс выдачи готовой трубы с рабочей линии стана с минимальными затратами вспомогательного времени.
Нерациональным является также концентрация необходимой для деформации мощности только в одном из главных рабочих элементов стана - на приводной штанге многороликовой обоймы или на вращающейся матрице (как это принято в аналоге изобретения), что увеличивает габариты привода и ограничивает производительность стана.
Задачей, на решение которой направлено данное изобретение, является получение высококачественных длинномерных тонкостенных труб и оболочек большого диаметра из малопластичных сталей и сплавов в холодном или теплом состоянии за счет применения технологического инструмента - матрицы и раскатных роликов, обеспечивающего высокую деформацию стенки трубы с одновременным увеличением диаметра без переполнения калибра и потери устойчивости поперечного профиля металла или без разрушения деформируемого металла при появлении растягивающих напряжений во внеконтактных зонах.
Задачей также является создание компактного прокатного оборудования с высокой надежностью, обеспечивающего все технологические режимы формоизменения при относительной простоте изготовления, сборки, настройки и эксплуатации его.
Задачей также является обеспечение высокого качества готового изделия - устойчивости поперечного профиля готовой тонкостенной трубы или оболочки большого диаметра после прокатки, точности формы ее и прямолинейности образующей.
Задачей также является передача готовой трубы с рабочей линии стана для обеспечения последовательного технологического процесса с минимальными затратами вспомогательного времени, а также обеспечение точности концевых участков трубы по диаметру и толщине стенки.
Задачей также является выдача готовой трубы с правильно-калибровочной системы на линию накопления готовой продукции без применения дополнительных транспортных средств, вызывающих повреждение формы изделия.
Задачей также является повышение производительности за счет оптимального перераспределения мощностей привода между главными рабочими элементами устройства - матрицей и приводным валом, обеспечивая при этом уменьшение габаритов привода.
Указанные задачи решаются тем, что в устройстве для изготовления труб и оболочек большего диаметра, содержащем матрицу, расположенный соосно внутри нее составной сепаратор с раскатными роликами и приводной вал с силовым приводом, рабочий профиль матрицы и конфигурация поверхности раскатных роликов выполнены криволинейными, исходя из условия обеспечения наименьшего сопротивления относительному перемещению деформируемого объема в контактных зонах при заданном режиме частных деформаций.
Задачи решаются также тем, что рабочая поверхность раскатного ролика находится в контакте с вновь введенным опорным конусом, а на одной оси с приводным валом по всей длине готовой трубы установлена правильно-калибровочная система холостых роликов на опорно-приводных конусах, размер калибра которой превышает внутренний диаметр готовой трубы или оболочки на величину 0,15-0,25%.
Задачи решаются также тем, что матрица снабжена механизмом возвратно-поступательного перемещения по направляющим станины со стопорами, приводной вал с приводом снабжен поворотной системой, обеспечивающей поворот трубы с правильно-калибровочной системой на угол 30-180о, а в месте крепления приводного вала установлен клиновой регулировочный механизм, изменяющий размеры очага деформации под нагрузкой.
Задачи решаются также тем, что ролики правильно-калибровочной системы расположены под углом подачи к оси трубы и приводятся во вращение с помощью опорного конуса, а сепаратор этой системы во время выдачи трубы удерживается от вращения тормозным механизмом.
Задачи решаются также тем, что матрица и приводной вал снабжены приводом для обеспечения вращения во взаимно противоположном направлении.
Устройство для изготовления труб и оболочек большого диаметра представляет собой стан, главными рабочими элементами которого являются матрица, профиль которой обеспечивает наименьшее сопротивление относительному перемещению металла в контактных зонах при заданном режиме частных деформаций, сепаратор с холостыми роликами малого диаметра на ведущих подшипниковых опорах и приводной вал, обеспечивающий вращение сепаратора. Для компенсации радиальных усилий раскатки в устройство введен опорный конус, свободно вращающийся на оси сепаратора, рабочая поверхность которого контактирует с холостыми роликами при раскатке. Для регулировки размеров калибра в месте крепления приводного вала расположен клиновой механизм, изменяющий взаимное осевое положение матрицы и сепаратора с роликами под нагрузкой.
Кроме главных рабочих элементов стан оборудован механизмами и системами, обеспечивающими необходимую установку и настройку технологического инструмента, приводами для обеспечения всех режимов формоизменения и вспомогательными механизмами в линии стана, обеспечивающими задачу заготовки, удерживание ее от вращения в период заполнения очага деформации, калибровку и правку готового изделия и выдачу его после прокатки на линию накопления готовой продукции.
Рабочий профиль матрицы, конфигурация поверхности холостых роликов, форма и размеры калибра определяются выбранным режимом частных деформаций и обеспечивают высокую суммарную деформацию стенки трубчатой заготовки с помощью большого количества малых частных деформаций без существенного увеличения длины и значительного при этом увеличения диаметра. Эти параметры регламентированы законами свободного пластического течения металла - принципом наименьшего сопротивления относительному перемещению в каждой точке контактной зоны и деформацией чистого сдвига без изменения формы во внеконтактных зонах. Непрерывная подача материала в зону формоизменения происходит за счет фрикционного взаимодействия с раскатными роликами, установленными на угол подачи, а также за счет благоприятного силового взаимодействия в полуконтактных зонах профиля матрицы. Силы фрикционного взаимодействия с рабочей поверхностью матрицы удерживают также заготовку и трубу от относительного поворота при раскатке и обеспечивают схему всестороннего сжатия во всем очаге деформации.
В нестационарных режимах заполнения и освобождения очага деформации законы свободного пластического течения металла обеспечиваются изменением размеров калибра с помощью клинового регулировочного механизма. В начальный момент заполнения очага заготовка кратковременно удерживается от вращения и принудительно заталкивается в калибр вспомогательными механизмами до момента образования устойчивого контакта с профилем матрицы.
Готовая тонкостенная труба или оболочка большого диаметра еще в процессе деформации вступает в контакт с правильно-калибровочной системой, включающей косо расположенные ролики, размещенные в сепараторе, и опорные конусы, вращающиеся вместе с приводным валом. Назначение этой системы - поддерживать форму изделия, производить правку поперечного профиля и продольной образующей за счет силового контакта металла с вращающимися роликами в пределах упругой деформации. После окончания деформации вспомогательные механизмы расстопаривают неподвижную матрицу и отводят ее по направляющим станины, а готовая труба вместе с правильно-калибрующей системой, приводным валом и сепаратором с раскатными роликами поворачивается на угол, обеспечивающий выход трубы с рабочей линии стана. За счет торможения сепаратора калибрующих роликов при вращающемся опорном вале и опорном конусе труба переходит на линию накопления готовой продукции, а все механизмы выходной стороны и матрица возвращаются в исходное положение.
Технологический процесс изготовления труб и оболочек большого диаметра обеспечивается различными схемами расположения основного и вспомогательного оборудований. Прежде всего это три варианта привода рабочего инструмента:
неподвижная матрица и вращающийся сепаратор с раскатными роликами;
вращающаяся матрица и неподвижный сепаратор с раскатными роликами;
вращающиеся в противоположных направлениях матрица и сепаратор с раскатными роликами.
В первом варианте заготовка перемещается только в осевом направлении, во втором и третьем она движется по винтовой траектории. Наиболее рациональным с точки зрения перераспределения мощности привода, уменьшения его габаритов и повышения производительности за счет увеличения частоты циклов формоизменения является третий вариант.
Возможны два варианта установки приводного вала с раскатником - со стороны входа заготовки со свободным выходом трубы без правильно-калибрующей системы на выходной стороне и с правильно-калибрующей системой. Наиболее рационален второй вариант, при котором может быть увеличена прочность приводного вала и соответственно мощность формоизменения, а также обеспечивается высокое качество готовой продукции.
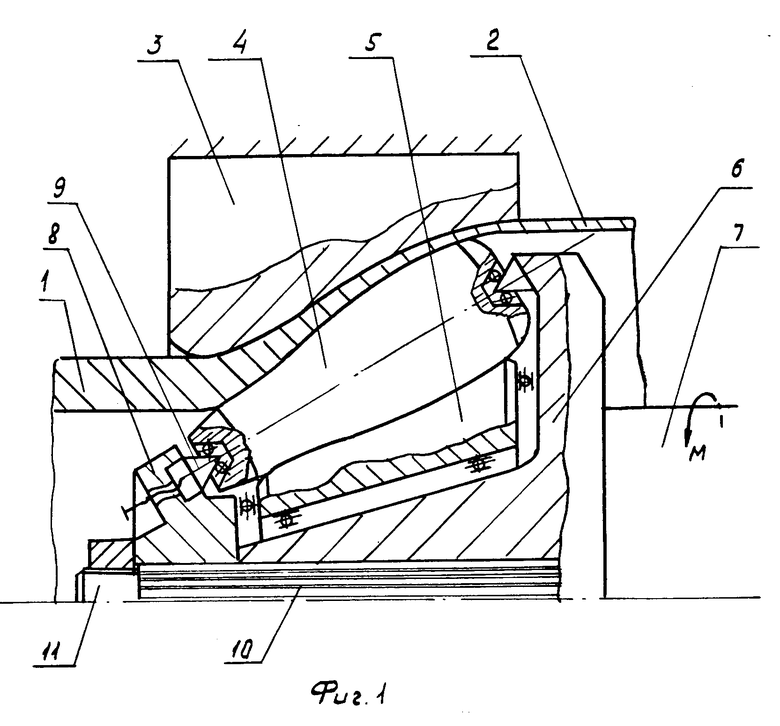
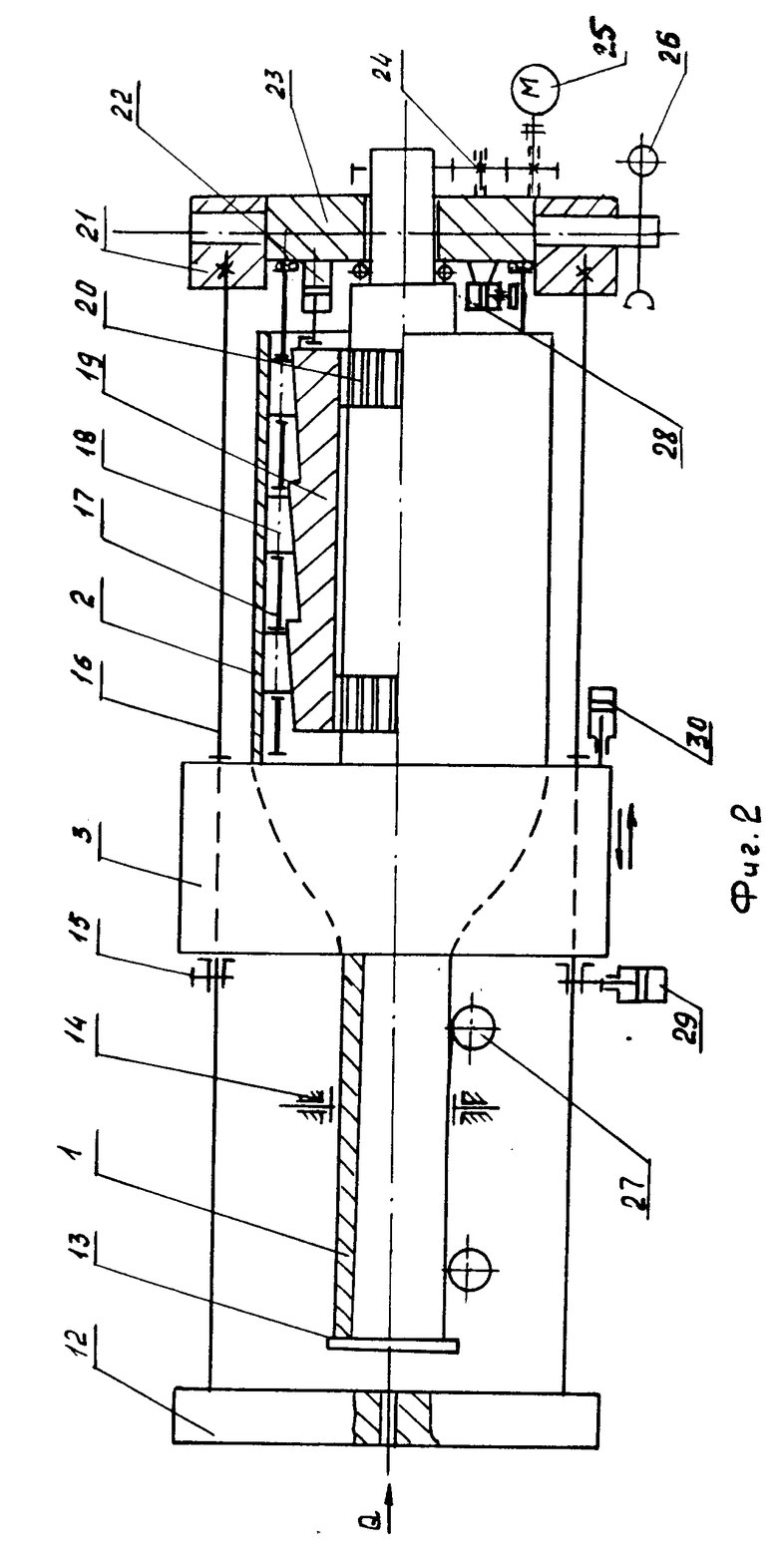
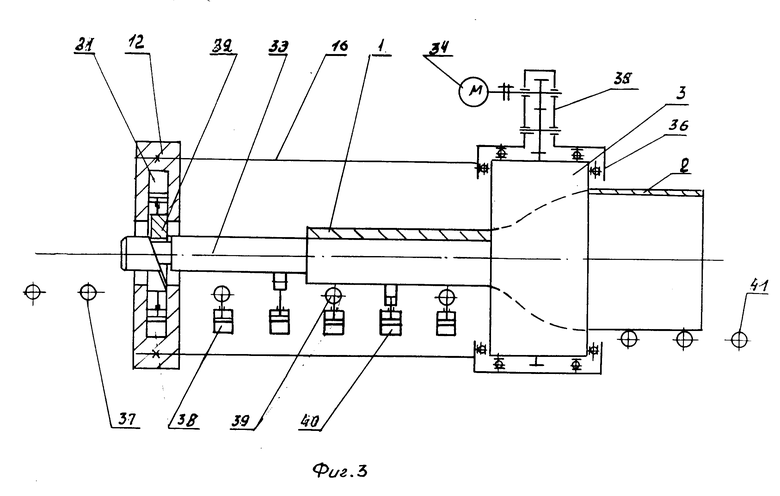
На фиг.1 показана схема расположения основного оборудования и технологического инструмента для изготовления труб и оболочек большого диаметра; на фиг. 2 - вариант расположения вспомогательного оборудования с приводом раскатника; на фиг.3 - вариант расположения вспомогательного оборудования с приводом матрицы.
На фиг. 1, 2 и 3 показаны полая заготовка 1 и готовое изделие 2 (труба или оболочка), а также оборудование, включающее матрицу 3 с калибром криволинейного профиля, раскатные ролики 4, опорный конус 5, задний опорный узел 6 сепаратора, приводной вал 7, передний опорный узел 8 сепаратора, регулируемую подшипниковую опору 9 ролика, шлицевой вал 10 с гайкой 11, плиту 12, длинноходовой толкатель 13, зажимное устройство 14, стопорное устройство 15 матрицы, направляющие 16, сепаратор 17 правильно-калибрующего устройства, правильно-калибрующие ролики 18, опорный конус 19 правильно-калибрующего устройства, сидящий на шлицевых участках 20 приводного вала, траверсу 21, гидроцилиндр 22 привода опорного конуса, замок 23, редуктор 24 с электродвигателем 25 привода вала, червячный редуктор 26 механизма поворота траверсы с валом, приемный рольганг 27, тормозной механизм 28 сепаратора, гидроцилиндр 29 стопорного устройства, гидроцилиндр 30 возвратно-поступательного перемещения матрицы, гидроцилиндр 31 клинового устройства, регулировочный клин 32, неприводной вал 33 сепаратора, электродвигатель 34 и редуктор 35 привода матрицы, корпус 36 матрицы, подводящий рольганг 37, гидроцилиндр 38 поддерживающего устройства, подъемные ролики 39, люнет 40, отводящий рольганг 41.
Основное и вспомогательное оборудования связаны общими направляющими 16, в которых замыкаются осевые усилия формоизменения и на которых фиксируется с помощью стопорных устройств 15 неподвижная во вращении матрица 3. В матрице на приводном валу 7 смонтирован раскатник, включающий опорные узлы 6 и 8 составного сепаратора на шлицевом валу 10, скрепленные между собой гайкой 11, раскатные ролики 4 с регулируемыми в осевом направлении подшипниковыми опорами 9 и опорный конус 5, свободно вращающийся в корпусе сепаратора. Хвостовик приводного вала установлен на подшипниках в замке 23 и связан через редуктор 24 с электродвигателем 25, обеспечивающим передачу момента в очаг деформации. Регулировка осевого положения приводного вала с раскатником относительно матрицы и, следовательно, размера калибра осуществляется с помощью регулировочного клина 32 и гидроцилиндра 31 клинового устройства. На шлицевых участках 20 приводного вала смонтировано правильно-калибрующее устройство, включающее опорный конус 19, холостые ролики 18, установленные под углом подачи в сепараторе 17. Размеры калибра правильно-калибрующего устройства, превышающие на величину упругой деформации внутренний диаметр готового изделия 2, регулируются с помощью гидроцилиндра 22, перемещающего и фиксирующего осевое положение опорного конуса 19. Свободно вращающийся в корпусе замка 23 сепаратор 17 имеет тормозной механизм 28, фиксирующий его от вращения при выдаче готовой трубы. Замок 23 вместе с опорным узлом и приводом вала 7 установлен в траверсе 21 с возможностью поворота на 30-180о с помощью червячного редуктора 26. На входной стороне устройства с направляющими 16 связаны плита 12 с длинноходовым толкателем 13, а также зажимное устройство 14, обеспечивающие подачу заготовки 1 в калибр формоизменения и кратковременную фиксацию ее от вращения. На входной стороне установлен рольганг 27 для приема и транспортировки заготовки перед началом деформации.
Вариант расположения оборудования с приводом матрицы (фиг.3) включает неприводной вал 33, на котором установлен сепаратор с роликами, электродвигатель 34 и редуктор 35 привода матрицы 3, которая расположена на подшипниках в корпусе 36, связанном направляющими 16 с плитой 12. Входная сторона в этом случае оборудована подводящим рольгангом 37, поддерживающими устройствами и люнетами 40, а выходная сторона без правильно-калибрующей системы - отводящим рольгангом 41. Этот вариант расположения оборудования рационален при изготовлении относительно толстостенных труб небольшого диаметра.
Технология изготовления труб и оболочек большого диаметра включает настройку основного и вспомогательного оборудований, подачу заготовки, нестационарный процесс заполнения очага деформации, стационарный режим формоизменения, нестационарный процесс освобождения очага деформации и выдачу готового изделия.
Перед началом работы производится установка угла подачи раскатных роликов 4, обеспечивающего принятый режим частных деформаций по толщине стенки, которая осуществляется с помощью поворота узла 8 сепаратора относительно установленного на шлицевом валу 10 узла 6 сепаратора в направлении, обеспечивающем втягивающие фрикционные усилия при работе раскатных роликов. Составной сепаратор жестко скрепляется гайкой 11 и с помощью регулировочных механизмов выбираются зазоры в опорных узлах роликов.
Устанавливаются размеры прокатной щели, соответствующие нестационарному режиму заполнения очага деформации, и приводится во вращение приводной вал 7 с раскатником или матрица 3, или то и другое в противоположных направлениях - в зависимости от принятого варианта работы устройства. Заготовка 1 по рольгангу 27 вводится в приемный конус матрицы до встречи с раскатными роликами и с помощью кратковременного осевого усилия Q длинноходового цилиндра 13 происходит раздача металла и соприкосновение его с рабочим профилем матрицы. Во время нестационарного процесса заполнения калибра заготовка удерживается от вращения зажимным устройством 14 (первый вариант) или вращается вместе с матрицей (второй вариант).
По мере заполнения очага деформации с помощью клина 32 размеры прокатной щели уменьшаются и в момент появления готового изделия 2 устанавливается постоянный размер калибра, соответствующий стационарному режиму формоизменения. При заполнении очага деформации внешнего силового воздействия на заготовку не требуется - непрерывная подача материала и соответственно режим частных деформаций обеспечиваются фрикционным взаимодействием с косо расположенными роликами. Усилия в контактной и в полуконтактной зонах также способствуют непрерывной осевой подаче и создают схему всестороннего сжатия в очаге формоизменения, гарантированно обеспечивающую деформацию малопластичных сталей и сплавов. Готовое изделие 2 еще в процессе деформации входит в контакт с роликами 18 правильно-калибрующей системы, которые вместе с расторможенным сепаратором 17 приводятся в планетарное движение относительно неподвижной во вращении трубы за счет контакта с вращающимся на шлицах приводного вала опорным конусом 19 и силового натяга в пределах упругой деформации изделия. При этом происходит калибровка трубы по диаметру и правка образующей.
В конце процесса, по мере освобождения очага деформации от металла, размеры калибра вновь увеличивают с помощью клинового механизма, обеспечивая постоянный по длине диаметр с некоторым увеличением толщины стенки.
Когда процесс деформации закончился, производится торможение сепаратора 17 тормозным механизмом 28 и за счет установки роликов 18 на угол подачи относительно оси прокатки изделие выходит из матрицы и полностью размещается по длине на роликах правильно-калибрующего устройства. Правку и калибровку можно продолжить, перемещая изделие по роликам 18 на небольшое расстояние за счет реверсирования электродвигателя 25 привода вала 7 опорного конуса 19 при заторможенном сепараторе 17.
После окончания всех деформационных процессов - раскатки, правки и калибровки - с помощью гидроцилиндра 29 открывается стопорное устройство 15 и матрица 3 гидроцилиндром 30 смещается по направляющим на входную сторону. Червячный привод производит поворот вала 7 с раскатником, правильно-калибрующей системы и готового изделия на угол, обеспечивающий выдачу трубы. При заторможенном сепараторе 17 включается привод вала 7 и связанного с ним опорного конуса 19 в направлении, обеспечивающем выдачу готового изделия на транспортную линию накопления готовой продукции. После выхода готовой трубы раскатник вместе с правильно-калибрующей системой возвращается в исходное положение - на рабочую линию стана, матрица устанавливается и фиксируется в своем рабочем положении. Устройство подготовлено к следующему циклу производства.
Наиболее рациональная область применения устройства - производство труб и оболочек диаметром 500-3000 мм с минимальной толщиной стенки 1,0 мм, длиной до 10 м из заготовок диаметром 250-350 мм с толщиной стенки более 7,0 мм, такой же длины из малопластичных сталей и сплавов. Возможно производство этих изделий с малопеременными по длине диаметром и толщиной стенки за счет изменения размеров калибра в стационарном режиме формоизменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2018396C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
Использование: при производстве тонкостенных длинномерных труб и оболочек большого диаметра в холодном и теплом состоянии. Сущность изобретения: производят деформацию полой заготовки в калибре матрицы с помощью неприводных роликов вращающейся обоймы. Наружный диаметр деформируемого материала принимают большим диаметра калибра матрицы. Рабочий профиль матрицы и конфигурацию роликов выбирают из условий наименьшего сопротивления относительному перемещению деформируемого металла в контактных зонах. 2 з.п. ф-лы, 3 ил.
| Способ изготовления тонкостенных труб круглого и фасонного сечения и стан для осуществления способа | 1958 |
|
SU120821A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

