Данное изобретение относится к резьбовому соединению для труб, которое имеет твердое смазывающее покрытие, демонстрирующее способность самовосстановления, и которое является подходящим для использования при соединении друг с другом труб нефтепромыслового сортамента (ТНС), и к способу его изготовления. Резьбовое соединение для труб, соответствующее настоящему изобретению, демонстрирует улучшенные характеристики стойкости к заеданию и удобства в обращении и может быть использовано для соединения труб без нанесения текучей консистентной смазки, которую обычно наносили на резьбовые соединения для труб. В соответствии с этим оно может позволить избежать оказания вредного воздействия на глобальную окружающую среду и производственные условия, вызываемого использованием текучей консистентной смазки.
Уровень техники
Трубы нефтепромыслового сортамента (ТНС), такие как насосно-компрессорные трубы и обсадные трубы, использующиеся при производстве земляных работ на нефтяных скважинах и газовых скважинах, имеют длину в диапазоне приблизительно от 10 до 20 метров. На участке производства земляных работ их соединяют конец в конец при использовании резьбовых соединений вплоть до получения при соединении длины, достаточной для достижении нефти или газа (обычно, по меньшей мере, 2000 метров). В последние годы для удовлетворения повышенной потребности в энергии разрабатывают более глубокие нефтяные скважины, и в настоящее время ничего необычного нет в нефтяных скважинах, имеющих глубину в диапазоне от 8000 метров до 10000 метров. В дополнение к этому, насосно-компрессорные трубы, через которые протекает флюид, такой как сырая нефть, окружены множеством обсадных труб, имеющих диаметры, отличные друг от друга. Поэтому количество труб нефтепромыслового сортамента, которые соединяют друг с другом во время производства земляных работ на нефтяной скважине, составляет огромную величину. Таким образом, резьбовые соединения, которые соединяют чрезвычайно большое количество труб нефтепромыслового сортамента, претерпевают воздействие очень суровых условий использования, поскольку они подвергаются воздействию усилия осевого растяжения, создаваемого массой труб нефтепромыслового сортамента и муфт в случае использования муфт для соединения, в сочетании с внутренними и внешними давлениями и геотермальным теплом. В соответствии с этим для получения высоких эксплуатационных характеристик требуются резьбовые соединения, способные сохранять газонепроницаемость без возникновения повреждения даже в таких суровых условиях.
Во время процесса опускания насосно-компрессорных труб или обсадных труб в нефтяную скважину вследствие различных проблем иногда необходимо поднимать из нефтяной скважины резьбовое соединение, которое было однажды соединено, разъединять его, повторно его соединять, а после этого повторно опускать его в скважину. АНИ (Американский нефтяной институт) требует, чтобы так называемое заедание (неустранимое серьезное заклинивание) не возникало бы даже при десятикратном повторении монтажа (соединения) и демонтажа (разъединения) для соединения у насосно-компрессорных труб или троекратном для соединения у обсадных труб, которые имеют больший диаметр, чем насосно-компрессорные трубы, и в большей степени подвержены заеданию.
Типичное резьбовое соединение у труб, использующихся для соединения труб нефтепромыслового сортамента друг с другом, имеет структуру ниппель-соединительная коробка. Ниппель представляет собой компонент соединения, имеющий охватываемую резьбу, обычно сформированную на наружной поверхности на каждом конце трубы нефтепромыслового сортамента, а соединительная коробка представляет собой компонент соединения, имеющий охватывающую резьбу, обычно сформированную на внутренней поверхности муфты (соединителя с резьбовым сочленением).
В резьбовом соединении, называемом высокосортным соединением, которое характеризуется превосходной газонепроницаемостью, на оконечности охватываемой резьбы ниппеля и на участке в основании охватывающей резьбы соединительной коробки формируют нерезьбовые участки контакта металла. Нерезьбовые участки контакта металла могут включать участок металлического уплотнения, сформированный на цилиндрической поверхности ниппеля или соединительной коробки, и заплечик для передачи крутящего момента, который приблизительно перпендикулярен осевому направлению резьбового соединения.
В случае соединения труб нефтепромыслового сортамента друг с другом при использовании такого высокосортного соединения один конец трубы нефтепромыслового сортамента, которая составляет ниппель, вставляют в муфту, которая составляет соединительную коробку, и охватываемую резьбу ниппеля и охватывающую резьбу соединительной коробки затягивают вплоть до вхождения участков заплечиков для передачи крутящего момента у ниппеля и соединительной коробки в контакт друг с другом при предписанной величине взаимодействия. В результате участки металлического уплотнения ниппеля и соединительной коробки образуют друг с другом непроницаемый контакт при определенной величине взаимодействия, формируя металлическое уплотнение, обусловленный непосредственным контактом металла с металлом, и обеспечивая достижение газонепроницаемости.
Поверхности ниппеля и соединительной коробки, которые находятся в контакте друг с другом при соединении трубного соединения, в настоящем документе называются контактными поверхностями. Контактные поверхности включают резьбовые участки ниппеля и соединительной коробки (участки, имеющие охватываемую резьбу и охватывающую резьбу соответственно) и их не резьбовые участки контакта металла (то есть участки металлического уплотнения и заплечики для передачи крутящего момента у ниппеля и соединительной коробки).
Во время монтажа резьбового соединения к участкам металлического уплотнения и заплечикам для передачи крутящего момента, то есть к нерезьбовым участкам контакта металла соединения, прикладывается чрезвычайно высокое давление, которое может превышать предел текучести материала, который составляет резьбовое соединение. Поэтому заедание легко происходит, в частности, на нерезьбовых участках контакта металла резьбового соединения. Для улучшения стойкости к заеданию и газонепроницаемости в общем случае на резьбовые участки и не резьбовые участки контакта металла, то есть на контактные поверхности резьбового соединения, перед монтажом соединения наносят смазку, в частности, вязкую текучую консистентную смазку (трубную смазку), называемую компаундированной консистентной смазкой. Компаундированная консистентная смазка также придает контактным поверхностям антикоррозионные свойства. При наличии намерения улучшить удерживание компаундированной консистентной смазки и достигаемых, тем самым, характеристик скольжения известным способом для этого является придание контактным поверхностям резьбового соединения шероховатости в результате проведения надлежащей обработки поверхности (такой как фосфатная конверсионная обработка или плакирование).
Для достижения желательных смазочных и антикоррозионных свойств компаундированная консистентная смазка содержит большие количества порошкообразных относительно мягких тяжелых металлов, таких как цинк, свинец и медь. Однако консистентная смазка, которую нанесли на контактные поверхности резьбового соединения, выдавливается во внешнее пространство соединения во время монтажа или вымывается при повторном нанесении на соединение покрытия из компаундированной консистентной смазки перед повторным соединением, и существует возможность ее попадания в почву или в океан, что, тем самым, окажет неблагоприятное воздействие на окружающую среду, а в особенности на мир морских обитателей. В дополнение к этому, вследствие проведения нанесения компаундированной консистентной смазки на резьбовое соединение по месту эксплуатации каждый раз при монтаже соединения использование компаундированной консистентной смазки ухудшает не только производительность труда при монтаже, но также и производственные условия, в частности, вследствие вредного воздействия свинца на людей. Поэтому существует потребность в разработке резьбового соединения, способного создаваться без нанесения компаундированной консистентной смазки.
Резьбовое соединение, которое может быть использовано без нанесения компаундированной консистентной смазки и которое имеет твердое смазывающее покрытие, полученное на контактных поверхностях, на современном уровне техники было известно. Например, в публикации JP 09-72467 A1 (патентный документ 1) описывается резьбовое соединение, имеющее покрытие из смазывающей смолы, в котором диспергированы дисульфид молибдена (MoS2) или дисульфид вольфрама (WS2).
Такое резьбовое соединение, имеющее твердое смазывающее покрытие, значительно уменьшает вредное воздействие на окружающую среду и людей в сопоставлении с компаундированной консистентной смазкой. Поскольку резьбовое соединение транспортируют после получения твердого смазывающего покрытия, нанесение смазывающей консистентной смазки перед проведением операций монтажа по месту эксплуатации может быть исключено, что приводит к улучшению производительности труда и производственных условий.
Однако твердое смазывающее покрытие, относящееся к описывавшемуся выше типу, характеризуется неудовлетворительными податливостью и текучестью и имеет тенденцию к легкому отслаиванию. Поэтому в случае локального приложения во время монтажа к части резьбовых участков или нерезьбовых участков контакта металла резьбового соединения избыточно высокого давления в такой степени, что это будет вызывать локальную пластическую деформацию, твердое смазывающее покрытие в данной части резьбового соединения отслоится, так что обнажится поверхность незащищенного металла. Даже в случае небольшой площади обнаженной поверхности это мгновенно может вызвать заедание.
В противоположность этому, в случае нанесения на контактные поверхности резьбового соединения жидкой смазки, такой как густая консистентная смазка, в том числе компаундированная консистентная смазка, или смазочное масло, которое является жидким и текучим при комнатной температуре, смазка, удерживаемая в зазорах между охватываемой и охватывающей резьбой или в выемках вследствие шероховатости поверхности, может высачиваться под давлением, создаваемым во время монтажа, так что даже в случае локального приложения к части контактных поверхностей резьбового соединения избыточного давления смазка может перемещаться в данную часть и, тем самым, предотвращать заедание. Данное действие называется способностью самовосстановления жидкой смазки. В общем случае, чем большей будет текучесть (или чем меньшей будет вязкость) жидкой смазки, тем большей будет ее способность самовосстановления. В соответствии с этим, что касается стойкости к заеданию, то в общем случае выгодным является жидкое смазывающее покрытие, характеризующееся текучестью.
Однако в случае нанесения жидкой смазки на контактные поверхности, такие как резьбовые участки и нерезьбовые участки контакта металла резьбового соединения, во время транспортирования жидкая смазка сделает поверхности, на которые ее наносят, липкими, и инородный материал, такой как пыль, песок или частицы обломков, легко обнаружат тенденцию к приставанию к контактным поверхностям. В частности, в случае вертикальной установки труб нефтепромыслового сортамента во время сборки по месту эксплуатации вдоль стенок трубных изделий осыпаются чешуйки ржавчины и гранулы струйной обработки. В случае липких контактных поверхностей к поверхностям пристанет большое количество такого инородного материала. В результате даже в случае нанесения густой консистентной смазки, которая предположительно демонстрирует способность самовосстановления, ее смазывающая способность значительно ухудшится, и при повторении монтажа и демонтажа легко может возникнуть заедание. То есть с точки зрения адгезии инородного материала выгодным является твердое смазывающее покрытие, имеющее сухую поверхность.
В публикации US 2004/0239105 A1 (патентный документ 1) описывается резьбовое соединение, имеющее контактные поверхности, покрытые нижним слоем текучей консистентной смазки и верхним твердым смазывающим слоем. В случае данного резьбового соединения обе вышеупомянутые проблемы как с твердым смазывающим покрытием, так и с текучей консистентной смазкой становятся менее острыми, что обеспечивает одновременное достижение преимуществ данных двух типов смазывающих покрытий. Однако вследствие присутствия текучей консистентной смазки в качестве слоя основы величина уменьшения липкости поверхности является ненадлежащей. В дополнение к этому, вследствие очень мягкой природы слоистого покрытия в случае удара по покрытию предметом оно легко будет деформировано или удалено и пристанет к предмету, что, тем самым, уменьшит эффект от нанесения покрытия.
В публикациях JP 11-63132 A1 (патентный документ 2) и JP 11-223260 A1 (патентный документ 3) описывается размещение элемента, изготовленного из полимера, содержащего смазочное масло (также называемого полимером, импрегнированным маслом) в окрестности шарикового винта или подшипника, которые требуют использования смазки, для того чтобы смазочное масло непрерывно подавалось бы в результате высачивания из данного элемента.
Полимер, содержащий смазочное масло, представляет собой твердый материал, состоящий из смазочного масла и термопластичного органического полимера, которые взаимно растворяются с образованием одной фазы. В частности, большое количество смазочного масла может содержать полиолефиновая смола. В частности, комбинация из полиэтилена и минерального масла может содержать вплоть до 70% смазочного масла (минерального масла). Смазочное масло, содержащееся или импрегнированное в полимере, может проявлять свое смазочное действие в результате перемещения изнутри в направлении поверхности, высачиваясь под действием факторов, таких как давление, увеличение температуры и тому подобное. Такой полимер, содержащий смазочное масло, может быть изготовлен в результате нагревания для расплавления смеси исходных веществ, которые представляют собой органический полимер и смазочное масло, отливания получающегося в результате расплава в форму, а после этого охлаждения смеси в форме под давлением вплоть до затвердевания расплава.
Патентный документ 1: US 2004/0239105 A1
Патентный документ 2: JP 11-63132 A1
Патентный документ 3: JP 11-223260 A1
Описание изобретения
Цель настоящего изобретения заключается в предложении резьбового соединения для труб, которое имеет неклейкую (сухую) поверхность, которое может продемонстрировать хорошие смазочные свойства даже при воздействии чрезвычайно высокого поверхностного давления во время монтажа труб нефтепромыслового сортамента и которое характеризуется чрезвычайно хорошей стойкостью к заеданию.
Один более конкретный предмет настоящего изобретения заключается в предложении резьбового соединения для труб, имеющего смазывающее покрытие, которое характеризуется повышенной стойкостью к заеданию вследствие использования твердого смазывающего покрытия в качестве основы во избежание клейкости поверхности и которое демонстрирует способность самовосстановления, подобную той, что и у текучей консистентной смазки.
У изобретателей настоящего изобретения зародилась идея о том, что описывавшихся выше целей можно добиться при использовании описывавшегося выше полимера, содержащего смазочное масло, для получения смазывающего покрытия резьбового соединения для труб. Полимер, содержащий смазочное масло, представляет собой твердое вещество при комнатной температуре и при атмосферном давлении перед монтажом резьбового соединения, и он не подвергается высачиванию смазочного масла. Поэтому его поверхность является сухой, а инородный материал к ней легко не пристает. С другой стороны, во время монтажа резьбового соединения вследствие высоких температур и высоких давлений, вызванных трением во время монтажа, жидкий компонент (смазочное масло) покрытия высачивается. Поэтому даже хотя покрытие и представляет собой твердое вещество, оно может продемонстрировать способность самовосстановления. Таким образом, покрытие предположительно может обеспечить достижение преимуществ как твердого смазывающего покрытия, так и текучей консистентной смазки.
Однако большинство обычных полимеров, содержащих смазочное масло, используют в качестве независимого элемента, такого как лист, который формуют в результате вдавливания в форму, и данная методика формования элемента не может быть использована без модифицирования для смазывающего покрытия на резьбовом соединении для труб. Это обуславливается наличием у полимера, содержащего смазочное масло, низкой адгезии к металлической подложке, так что даже в случае его нанесения на контактную поверхность резьбового соединения для труб в качестве смазывающего покрытия при воздействии на покрытие высокого давления во время монтажа резьбового соединения покрытие будет характеризоваться большой величиной отслаивания. Поэтому, как ожидается, воздействие покрытия на улучшение стойкости к заеданию благодаря способности самовосстановления будет значительно уменьшено.
Как обнаружили изобретатели настоящего изобретения, на контактной поверхности резьбового соединения может быть получено твердое смазывающее покрытие из полимера, содержащего смазочное масло, в котором полимер и смазочное масло полностью растворены друг в друге, в результате нанесения на контактную поверхность резьбового соединения для труб жидкой смеси, содержащей порошкообразный термопластичный полимер, а в частности, полиолефин, такой как полиэтилен, который представляет собой материал исходного сырья для полимера, содержащего смазочное масло, и смазочное масло, а после этого нагревания контактной поверхности до температуры, большей, чем температура плавления термопластичного полимера.
Однако, как ожидается, твердое смазывающее покрытие, которое получают в результате, характеризуется низкой адгезией к подложке, и оно легко отслаивается при воздействии на него высокого давления. Как было установлено в результате проведения дополнительного исследования, благодаря использованию в качестве термопластичного полимера полиолефина, который модифицировали для получения у него полярной группы (такого как сополимер этилен-винилацетат, обозначаемый как ЭВА), может быть получено твердое смазывающее покрытие из полимера, содержащего смазочное масло, характеризующееся достаточной адгезией.
Как также было установлено, в случае придания полимеру, содержащему смазочное масло и составляющему твердое смазывающее покрытие, градиентной композиции (или композиционного градиента), которая однонаправленно изменяется в направлении толщины покрытия таким образом, чтобы концентрация смазочного масла уменьшалась бы по мере уменьшения расстояния от подложки (контактной поверхности резьбового соединения, на которой получают покрытие) и увеличивалась бы по мере увеличения расстояния от подложки (другими словами, таким образом, чтобы концентрация полимера увеличивалась бы по мере уменьшения расстояния от подложки), из полимера, содержащего смазочное масло, может быть получено твердое смазывающее покрытие, характеризующееся достаточной адгезией, даже в случае полимера в виде немодифицированного полиолефина, не имеющего полярной группы, такого как полиэтилен.
Твердое смазывающее покрытие из полимера, содержащего смазочное масло, характеризующееся такой градиентной композицией, может быть получено в результате сначала получения полимерного покрытия, которое не содержит смазочного масла, после этого нанесения смазочного масла поверх полимерного покрытия, а затем нагревания полимерного покрытия до, по меньшей мере, температуры плавления полимера для растворения смазочного масла в полимере.
Настоящее изобретение представляет собой резьбовое соединение для труб, включающее ниппель и соединительную коробку, где каждый элемент из их числа имеет контактную поверхность, включающую резьбовой участок и нерезьбовой участок контакта металла, и характеризующееся тем, что:
(1) на контактную поверхность, по меньшей мере, одного элемента, выбираемого из ниппеля и соединительной коробки, по меньшей мере, частично наносят покрытие в виде твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, образованного из полиолефинового полимера, который представляет собой модифицированный полиолефин, имеющий полярные группы, и смазочное масло, при этом полимер и масло растворены друг в друге и образуют покрытие, характеризующееся однородной композицией, или
(2) на контактную поверхность, по меньшей мере, одного элемента, выбираемого из ниппеля и соединительной коробки, по меньшей мере, частично наносят покрытие в виде твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, образованного из, по меньшей мере, одного полиолефинового полимера, выбираемого из полиолефина и модифицированного полиолефина, и смазочное масло, которые растворены друг в друге и образуют покрытие, характеризующееся градиентной композицией (или композиционным градиентом), в котором композиция изменяется в направлении толщины покрытия таким образом, что концентрация смазочного масла в покрытии уменьшается по мере уменьшения расстояния от контактной поверхности, на которой получают покрытие.
В настоящем изобретении слово «полимер» само по себе обозначает полимерный компонент полимера, содержащего смазочное масло, и не обозначает полимера, содержащего смазочное масло.
Предпочтительные варианты осуществления резьбового соединения для труб, соответствующего настоящему изобретению, включают нижеследующее:
-Полиолефин представляет собой полиэтилен, а модифицированный полиолефин представляет собой полиэтилен, который модифицировали в результате проведения сополимеризации с винильным мономером, имеющим полярную группу, выбираемую из карбоксильной группы, сложноэфирной группы и гидроксильной группы.
-Твердое смазывающее покрытие содержит одну или несколько добавок, выбираемых из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки.
-Контактную поверхность, на которую, по меньшей мере, частично наносят покрытие в виде твердого смазывающего покрытия, подвергли подготовительной обработке поверхности по способу, выбираемому из травления, струйной обработки, ударного плакирования цинка или цинкового сплава, плакирования металла, фосфатной обработки и оксалатной обработки.
Резьбовое соединение для труб, соответствующее настоящему изобретению и демонстрирующее описывавшуюся выше характеристику (1), может быть изготовлено по способу, включающему нанесение на контактную поверхность резьбового соединения для труб жидкой композиции покрытия, содержащей смазочное масло и модифицированный полиолефин, имеющий полярные группы, тем самым, получение твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, характеризующегося однородной композицией, в котором смазочное масло и полимер растворены друг в друге.
В одном предпочтительном способе наносимая жидкая композиция покрытия содержит смазочное масло и порошкообразный описывавшийся выше полимер (модифицированный полиолефин). После нанесения композиции контактную поверхность резьбового соединения, на которую наносят композицию, нагревают до температуры, которая является не меньшей, чем температура плавления полимера, для получения твердого смазывающего покрытия. В рамках еще одного способа модифицированный полиолефин, имеющий полярные группы, который используют в качестве полимера, диспергируют в подходящем растворителе, а получающуюся в результате дисперсию перемешивают со смазочным маслом для получения жидкой композиции покрытия, наносимой на контактную поверхность резьбового соединения. После нанесения жидкой композиции покрытия контактную поверхность нагревают тем же самым образом, что и описывавшийся только что выше.
Резьбовое соединение для труб, соответствующее настоящему изобретению и демонстрирующее описывавшуюся выше характеристику (2), может быть изготовлено по способу, в котором на контактной поверхности резьбового соединения для труб получают покрытие из полиолефинового полимера, выбираемого из полиолефина и модифицированного полиолефина, поверх полимерного покрытия наносят смазочное масло и резьбовое соединение нагревают до температуры, равной, по меньшей мере, температуре плавления полимера, для растворения смазочного масла в полимерном покрытии и получения твердого смазывающего покрытия, характеризующегося градиентной композицией в направлении толщины покрытия, при которой концентрация смазочного масла уменьшается по мере уменьшения расстояния от контактной поверхности, на которой получают покрытие.
Полимерное покрытие может быть получено по обычному способу нанесения покрытия, такому как нанесение покрытия, результате распыления при использовании композиции покрытия, содержащей полимер в порошкообразной форме, диспергированный в подходящем растворителе. В альтернативном варианте вследствие термопластичности полимера вместо использования растворителя могут быть использованы способ, в котором полимер в расплавленном состоянии наносят на предварительно нагретую подложку, или способ нанесения порошкового покрытия.
В случае содержания в твердом смазывающем покрытии одной или нескольких добавок, выбираемых из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки, добавка может содержаться в наносимой композиции.
В резьбовом соединении для труб, соответствующем настоящему изобретению, твердое смазывающее покрытие на контактной поверхности резьбового соединения является по существу твердым или сухим покрытием, полученным из полимера, содержащего смазочное масло. Поэтому при комнатной температуре и атмосферном давлении смазочное масло не высачивается из твердого смазывающего покрытия и поверхность покрытия создает ощущение сухости при незначительной или нулевой клейкости. В соответствии с этим инородный материал, такой как песок, пыль или частицы струйной обработки, не пристают к поверхности покрытия, и заедание, создаваемое таким инородным материалом, может быть предотвращено.
С другой стороны, данное твердое смазывающее покрытие также демонстрирует характеристику, заключающуюся в высачивании смазочного масла из покрытия при приложении давления. В соответствии с этим вследствие высоких температур и высоких давлений, вызванных трением во время монтажа резьбового соединения, жидкий компонент (смазочное масло) высачивается из покрытия, и покрытие демонстрирует способность самовосстановления тем же самым образом, как и текучая консистентная смазка. Поэтому даже в случае определенной степени отслаивания твердого смазывающего покрытия металлическая поверхность (контактная поверхность резьбового соединения, на которой получают покрытие) может быть защищена маслом, которое высачивается, и стойкость к заеданию резьбового соединения значительно увеличивается.
Краткое разъяснение чертежей
Фиг. 1 схематически демонстрирует собранное состояние резьбового соединения для труб во время транспортирования стальной трубы и муфты.
Фиг. 2 схематически демонстрирует соединяющиеся участки резьбового соединения фиг. 1.
Фиг. 3 представляет собой схематическое изображение испытания на трение Баудена с образцом для испытания, имеющим покрытие и поврежденный участок, который намеренно получают в покрытии.
Фиг. 4 представляет собой график, демонстрирующий начальный коэффициент трения (µ) поврежденного участка твердого смазывающего покрытия из полимера, содержащего смазочное масло (ЭВА, содержащего различное количество минерального масла в качестве смазки или характеризующегося градиентной композицией), и соответствующую характеристику покрытия в отсутствие смазки или покрытия при 100% ЭВА.
Фиг. 5 представляет собой график, демонстрирующий зависимость адгезии (сопротивления отслаиванию), измеренной по методу SAICAS (система анализа поверхности и межфазного рассечения) для твердого смазывающего покрытия из полимера, содержащего смазочное масло, полученного из жидкой смеси из ПЭ (полиэтилена) или ЭВА (сополимера этилен-винилацетат) и минерального масла, от уровня содержания масла в жидкой смеси.
Способы реализации изобретения
Ниже настоящее изобретение будет разъяснено более подробно при обращении к вариантам осуществления. В следующем далее разъяснении, если только не будет указано другого, то % указывает на % (мас.).
Фиг. 1 схематически иллюстрирует структуру типичного резьбового соединения в собранном состоянии, демонстрируя состояние стальной трубы для трубы нефтепромыслового сортамента и муфты, собранных для транспортирования. Стальная труба А имеет ниппель 1, сформированный по обоим концам трубы. Ниппель 1 на своей наружной поверхности имеет охватываемую резьбу 3а. Муфта В по обоим своим концам имеет соединительную коробку 2, и соединительная коробка 2 имеет на своей внутренней поверхности охватывающую резьбу 3b. Ниппель обозначает компонент резьбового соединения, имеющий охватываемую резьбу, а соединительная коробка обозначает другой компонент резьбового соединения, имеющий охватывающую резьбу. Муфту В предварительно соединяют с одним концом стальной трубы А. Хотя это и не показано, каждый элемент, выбираемый из неприсоединенного ниппеля стальной трубы А и неприсоединенной соединительной коробки муфты В, имеет резьбозащитный протектор, установленный на нем перед транспортированием для предохранения резьбы. Перед использованием резьбового соединения резьбозащитные протекторы удаляют.
Обычно, как это продемонстрировано на данной фигуре, ниппель формируют на наружной поверхности обоих концов стальной трубы, а соединительную коробку формируют на внутренней поверхности муфты, которая представляет собой элемент, отдельный от трубы. Наоборот, теоретически возможным является случай, когда внутренняя поверхность обоих концов стальной трубы представляет собой соединительную коробку, а наружная поверхность муфты представляет собой ниппель. Также существуют встроенные резьбовые соединения, которые не используют муфту и у которых один конец стальной трубы изготавливают в виде ниппеля, а другой конец изготавливают в виде соединительной коробки. Настоящее изобретение может быть использовано для любых таких типов резьбовых соединений.
Фиг. 2 схематически иллюстрирует структуру типичного резьбового соединения для труб (ниже называемого просто резьбовым соединением). Резьбовое соединение включает ниппель 1, сформированный на наружной поверхности концевого участка стальной трубы А, и соединительную коробку 2, сформированную на внутренней поверхности муфты В. Ниппель 1 имеет охватывающую резьбу 3а, уплотняющую поверхность 4а, расположенную на оконечности трубы А, и поверхность заплечика 5а, которая представляет собой концевую поверхность трубы. В соответствии с этим соединительная коробка 2 имеет охватывающую резьбу 3b, уплотняющую поверхность 4b на внутренней стороне резьбы 3b и поверхность заплечика, которая соединяется встык с поверхностью заплечика 5b ниппеля 1. Уплотняющие поверхности и поверхности заплечиков ниппеля и соединительной коробки составляют нерезьбовые участки контакта металла резьбового соединения.
Резьба 3а, 3b, уплотняющие поверхности 4а и 4b и поверхности заплечиков 5а, 5b ниппеля 1 и соединительной коробки 2 составляют контактные поверхности резьбового соединения. Контактные поверхности требуют наличия стойкости к заеданию, газонепроницаемости (стойкости к протечкам) и коррозионной стойкости. В прошлом для данной цели на резьбовые соединения перед монтажом обычно наносили трубную смазку, содержащую порошкообразные тяжелые металлы и называемую компаундированной консистентной смазкой, но использование такой трубной смазки в настоящее время регулируется.
Твердое смазывающее покрытие
В резьбовом соединении, соответствующем настоящему изобретению, на контактную поверхность, по меньшей мере, одного элемента, выбираемого из ниппеля и соединительной коробки, по меньшей мере, частично наносят покрытие в виде твердого смазывающего покрытия, включающего матрицу полимера, содержащего смазочное масло. Как утверждалось ранее, данное твердое смазывающее покрытие является сухим и неклейким при комнатной температуре и атмосферном давлении. Однако во время монтажа резьбового соединения жидкий компонент (смазочное масло, импрегнированное в полимер) высачивается из покрытия при высоких температурах и высоких давлениях, вызываемых трением, благодаря чему покрытие демонстрирует способность самовосстановления тем же самым образом, как и текучая консистентная смазка, и заедание может быть предотвращено.
Матрица твердого смазывающего покрытия представляет собой содержащий смазочное масло полимер, содержащий смазочное масло и полиолефиновый полимер, который представляет собой термопластичную смолу. Данные два компонента растворены друг в друге с образованием одной фазы. Растворение друг в друге обозначает наличие у смазочного масла и полимера достаточного сродства друг к другу для полного взаимного перемешивания друг с другом и образования одной фазы. Другими словами, фаза, состоящая исключительно из полимера, который представляет собой твердый материал при комнатной температуре, не существует. В соответствии с этим смазочное масло и полимер выбирают таким образом, чтобы обеспечить наличие у них сродства друг к другу и их растворение друг в друге.
Смазочное масло выбирают из тех, которые демонстрируют наличие смазочного действия в условиях монтажа труб нефтепромыслового сортамента. Примерами смазочных масел, которые могут быть использованы, являются парафиновые углеводородные масла, такие как поли(α-олефиновое) масло, нафтеновые углеводородные масла, минеральное масло, эфирные масла, такие как диалкилдифениловый эфир, и сложноэфирные масла, такие как сложные эфиры фталевой кислоты или сложные эфиры тримеллитовой кислоты. Могут быть использованы одно или несколько данных масел. Одним в особенности предпочтительным смазочным маслом является минеральное масло, поскольку большое его количество может быть растворено в полиолефиновом полимере и поскольку оно является относительно недорогим.
Полимер выбирают из полиолефиновых полимеров, которые обычно использовали в полимерах, содержащих смазочное масло. В числе полиолефиновых полимеров предпочтительными являются полиэтилен и модифицированные полиэтилены. Как утверждалось выше, полиолефины, в частности, полиэтилен, могут абсорбировать и содержать чрезвычайно большое количество смазочного масла, такого как минеральное масло. Таким образом, полимер и смазочное масло могут образовывать однофазную композицию, где смазочное масло и полимер растворены друг в друге, в то время как уровень содержания смазочного масла в композиции может изменяться в широком диапазоне, тем самым, делая возможным регулирование свойств, таких как смазывающая способность композиции. В дополнение к этому, полиэтилен является выгодным тем, что гибкость покрытия, которое образуется, является наибольшей среди полиолефинов.
Как утверждалось выше, в случае наличия у полимера, содержащего смазочное масло, который образует матрицу твердого смазывающего покрытия, однородной композиции адгезия покрытия к контактной поверхности резьбового соединения, которая является подложкой для нанесения покрытия, уменьшается вследствие наличия в покрытии смазочного масла. В результате для покрытия отслаивание становится легким и получение желательной смазывающей способности становится затруднительным. В соответствии с этим для улучшения адгезии покрытия в качестве полимерного компонента в полимере, содержащем смазочное масло, используют модифицированный полиолефин, имеющий полярные группы.
С другой стороны, в случае наличия у полимера, содержащего смазочное масло, градиентной композиции, когда композиция однонаправленно изменяется в направлении толщины покрытия таким образом, что концентрация смазочного масла уменьшается при приближении к подложке (контактной поверхности резьбового соединения) и концентрация смазочного масла увеличивается при удалении от нее, то даже тогда, когда полимером в полимере, содержащем смазочное масло, будет немодифицированный полиолефин, неблагоприятное воздействие на адгезию покрытия, обусловленное присутствием смазочного масла, может быть по существу устранено. В соответствии с этим в случае твердого смазывающего покрытия, характеризующегося такой градиентной композицией, полиолефиновый полимерный компонент в полимере, содержащем смазочное масло, может представлять собой либо немодифицированный полиолефин, либо модифицированный полиолефин. Также может быть использован и модифицированный полиолефин, который не имеет полярных групп.
Ниже настоящее изобретение будет разъяснено для случая, в котором полиолефиновый полимер представляет собой полиэтилен или модифицированный полиэтилен, который имеет полярные группы. Однако вместо полиэтилена или модифицированного полиэтилена, имеющего полярные группы, или в дополнение к ним могут быть использованы и другой полиолефин, такой как полипропилен, или другой модифицированный полиолефин, имеющий полярные группы.
(1) Случай, в котором полимер, содержащий смазочное масло, характеризуется однородной композицией
Матрицу твердого смазывающего покрытия получают из содержащего смазочное масло полимера, характеризующегося однородной композицией, в котором модифицированный полиэтилен, имеющий полярные группы, и смазочное масло (предпочтительно минеральное масло) растворены друг в друге. Хотя на современном уровне техники и известны различные модифицированные полиэтилены, имеющие полярные группы (в широком смысле модифицированные полиолефины, имеющие полярные группы), в настоящем изобретении предпочитается использовать модифицированный полиэтилен, который модифицируют таким образом, чтобы обеспечить получение у него полярных групп, таких как карбоксильные группы, гидроксильные группы или сложноэфирные группы, в результате проведения сополимеризации с винильным мономером, имеющим любые из данных полярных групп, то есть этиленовый сополимер с таким винильным мономером. Также может быть использован и модифицированный полиэтилен, имеющий полярные группы, характеризующиеся большей полярностью, такие как группа сульфокислоты. Однако такой полярной группе, характеризующейся большей полярностью, свойственен недостаток, заключающийся в том, что она делает покрытие коррозионно-активным.
Примерами модифицированных полиэтиленов, имеющих полярные группы, которые являются подходящими для использования в настоящем изобретении, являются ЭВА (сополимер этилен-винилацетат), ЭЭА (сополимер этилен-этилакрилат), ЭМА (сополимер этилен-метилакрилат) и ЭВОН (сополимер этилен-виниловый спирт). Также может быть использована и смесь из такого модифицированного полиэтилена, имеющего полярные группы, и немодифицированного полиэтилена. В дополнение к этому, также может быть примешан термопластичный полимер, отличный от полиолефина, такой как стирольный полимер, в случае его использования в небольшом количестве, равном, самое большее, 10% от совокупного количества полимеров.
Модифицированный полиэтилен, имеющий полярные группы, который используют в полимере, содержащем смазочное масло, предпочтительно включает 5-30% винильного мономера, имеющего полярную группу. То есть предпочтительно им является сополимер, включающий 5-30% винильного мономера, имеющего полярную группу, и 95-70% этилена. В сопоставлении со случаем использования немодифицированного полиэтилена, не имеющего полярной группы, адгезия твердого смазывающего покрытия может быть значительно улучшена, благодаря чему может быть подавлено отслаивание покрытия, а стойкость к заеданию может быть увеличена. Доля винильного мономера, имеющего полярную группу, в сополимере более предпочтительно составляет 10-20%. В случае использования совместно с немодифицированным полиэтиленом (и/или другим полимером) молярную долю винильного мономера, имеющего полярную группу, в расчете на совокупное количество полимеров (совокупное количество молей модифицированного полиэтилена и немодифицированного полиэтилена и других полимеров исходя из расчета на мономеры), предпочтительно доводят до диапазона 5-30%.
Доли полимера (А) и смазочного масла (В) в полимере, содержащем смазочное масло, предпочтительно таковы, что массовое соотношение А:В находится в диапазоне 30:70 - 90:10. В данном диапазоне почти что отсутствует высачивание масла при получении покрытия, и может быть получено твердое смазывающее покрытие, характеризующееся незначительной или нулевой клейкостью. В случае чрезмерно большого количества полимера смазывающая способность и, соответственно, стойкость к заеданию у покрытия уменьшатся. В случае чрезмерно малого количества полимера клейкость покрытия увеличится, а адгезия покрытия уменьшится, что приведет к уменьшению стойкости к заеданию. Данное массовое соотношение более предпочтительно находится в диапазоне 40:60 - 80:20.
(2) Случай, в котором полимер, содержащий смазочное масло, характеризуется градиентной композицией
В случае получения матрицы твердого смазывающего покрытия из содержащего смазочное масло полимера, характеризующегося градиентной композицией, такой что доля смазочного масла уменьшается (другими словами, доля полимера увеличивается) в направлении толщины твердого смазывающего покрытия при приближении к контактной поверхности резьбового соединения, которая представляет собой подложку, имеющую покрытие, можно избежать неблагоприятного воздействия смазочного масла на адгезию покрытия. Поэтому полимерный компонент полимера, содержащего смазочное масло, может представлять собой либо немодифицированный полиэтилен, либо описывавшийся выше модифицированный полимер, либо оба данных варианта сразу. То есть полимер может представлять собой исключительно немодифицированый полиэтилен или модифицированный полиэтилен, или он может представлять собой смесь из немодифицированного полиэтилена и модифицированного полиэтилена. Также и в данном случае могут быть примешаны и другие термопластичные полимеры, такие как стирольный полимер, в небольшом количестве, не большем чем 10% от совокупного количества полимеров.
Доли полимера (А) и смазочного масла (В) в содержащем смазочное масло полимере, характеризующемся описывавшейся выше градиентной композицией, предпочтительно таковы, что количество полимера в виде доли от совокупного покрытия является большим, чем в случае описывавшейся выше однородной композиции (1). Предпочтительно массовое соотношение А:В в данном случае находится в диапазоне 50:50 - 90:10.
В случае градиентной композиции в самой нижней области твердого смазывающего покрытия, примыкающей к контактной поверхности резьбового соединения, доля смазочного масла (В) в полимере, содержащем смазочное масло, предпочтительно является меньшей чем 1%. Другими словами, доля полимера (А) в данной области предпочтительно составляет, по меньшей мере, 99%. В результате выдерживания данной доли даже в случае полимера в полимере, содержащем смазочное масло, в виде немодифицированного полиэтилена может быть получено твердое смазывающее покрытие, характеризующееся превосходной адгезией по существу на том же самом уровне, что и у покрытия, полученного исключительно из немодифицированного полиэтилена (не содержащего смазочного масла), и можно избежать неблагоприятного воздействия на адгезию смазочного масла в покрытии.
В самой верхней области смазывающего покрытия, удаленной от контактной поверхности (подложки), на которой получают покрытие (стороны, которая находится в контакте с контактной поверхностью противолежащего элемента (ниппеля или соединительной коробки) резьбового соединения), доля смазочного масла в полимере, содержащем смазочное масло, является намного большей, так что высачивание смазочного масла из покрытия будет происходить легче, улучшая смазывающую способность.
В наличии у твердого смазывающего покрытия описывавшейся выше градиентной композиции можно удостовериться в результате проведения физического количественного анализа поперечного сечения покрытия при использовании метода СЭМ (сканирующая электронная микроскопия)-ЭМЗА (электронный микрозондовый анализатор) и тому подобного.
Доля смазочного масла в полимере, содержащем смазочное масло, в поверхностной области твердого смазывающего покрытия в пределах 1 мкм в направлении толщины от наружной поверхности твердого смазывающего покрытия предпочтительно составляет самое большее 70%. В случае чрезмерно большой данной доли или в случае наличия в покрытии в данной области 100% смазочного масла поверхность твердого смазывающего покрытия станет очень клейкой. Однако в данном случае клейкость поверхности твердого смазывающего покрытия может быть исключена или уменьшена в результате нанесения на твердое смазывающее покрытие покрытия в виде слоя смолы.
Такой слой смолы может быть получен из надлежащей смолы, такой как термопластичная смола, термоотверждающаяся смола или смола, отверждаемая под действием ультрафиолетового излучения. С точки зрения сведения к минимуму воздействия слоя смолы на смазывающую способность толщина слоя смолы предпочтительно является по возможности меньшей в той мере, пока слой смолы будет эффективно подавлять клейкость. Например, толщина может составлять 5-50 мкм, предпочтительно 10-40 мкм. Данный тип слоя покрытия из смолы описывается в публикации WO 2006/104251, которая посредством ссылки включается в настоящий документ.
В любом из описывавшихся выше случаев (1) и (2) толщина твердого смазывающего покрытия предпочтительно находится в диапазоне 20-100 мкм, а более предпочтительно в диапазоне 40-60 мкм. В случае чрезмерно тонкого покрытия улучшение стойкости к заеданию, которое получат, будет ненадлежащим, а случае его чрезмерной толщины увеличится крутящий момент, и отслаивание твердого смазывающего покрытия будет иметь тенденцию к легкости возникновения.
При желании твердое смазывающее покрытие в любом из случаев (1) или (2) может содержать одну или несколько добавок, выбираемых из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки. Данные добавки могут быть диспергированы в содержащем смазочное масло полимере, образующем матрицу покрытия, в форме порошка, или они могут быть в матрице растворены. Примеры подходящих добавок, которые могут быть использованы, описываются в книге, озаглавленной «Physics of Lubricants» автора Toshio Sakurai, опубликованной в компании Saiwai Shobo, которая посредством ссылки включается в настоящий документ.
Говоря более конкретно, примеры антикоррозийной добавки включают производные алкенилянтарной кислоты, металлические мыла и тому подобное. Примеры антиоксиданта включают ДБПК (2,6-ди-трет-бутил-пара-крезол) и ДТФ-М (диалкилдитиофосфат металла). Примеры противозадирной добавки включают соединения на основе серы или фосфора. Примеры порошкообразной смазки включают порошкообразные дисульфид молибдена, дисульфид вольфрама, графит, слюду, нитрид бора, политетрафторэтилен и тому подобное. Уровень содержания добавки может быть тем же самым, что и уровень содержания, который обычно использовали и описали в вышеупомянутой книге. Подходящее количество зависит от типа добавки.
Описывавшееся выше твердое смазывающее покрытие может быть получено на контактных поверхностях как ниппеля, так и соединительной коробки резьбового соединения для труб, но обычно удовлетворительное улучшение стойкости к заеданию может быть достигнуто в случае его получения на контактной поверхности только одного любого из двух элемента, выбираемого из ниппеля и соединительной коробки. В данном варианте в общем случае легче получить твердое смазывающее покрытие на контактной поверхности соединительной коробки, которую обычно формируют на короткой муфте. Описывавшееся выше твердое смазывающее покрытие предпочитается получать на всей контактной поверхности того элемента (ниппеля и/или соединительной коробки), на котором покрытие получают, но настоящее изобретение включает и случай, в котором твердое смазывающее покрытие получают только на участке контактной поверхности.
Изготовление резьбового соединения для труб
Далее будет разъяснен способ изготовления резьбового соединения для труб, соответствующего настоящему изобретению, для случая, в котором полимер, содержащий смазочное масло, твердого смазывающего покрытия характеризуется однородной композицией, и для случая, в котором он характеризуется градиентной композицией.
В следующем далее разъяснении настоящее изобретение будет разъяснено для случая, в котором полимер представляет собой полиэтилен или модифицированный полиэтилен, имеющий полярные группы. Однако вместо полиэтилена или модифицированного полиэтилена, имеющего полярные группы, или в дополнение к ним могут быть использованы и другой полиолефин, такой как полипропилен, или другой модифицированный полиолефин, имеющий полярные группы.
(1) Случай, в котором полимер, содержащий смазочное масло, характеризуется однородной композицией
Твердое смазывающее покрытие из содержащего смазочное масло полимера, характеризующегося однородной композицией, может быть получено по способу, включающему нанесение на контактную поверхность резьбового соединения жидкой композиции покрытия, содержащей смазочное масло и модифицированный полиэтилен, имеющий полярные группы. Твердое смазывающее покрытие, которое получают, в качестве матрицы содержит содержащий смазочное масло полимер, характеризующийся однородной композицией, в котором смазочное масло и модифицированный полиэтилен, имеющий полярные группы, растворены друг в друге.
Жидкая композиция покрытия, использующаяся для нанесения покрытия, может быть любой из описывающихся ниже (А) и (В):
(А) Композиция, содержащая порошкообразный модифицированный полиэтилен, имеющий полярные группы, в смазочном масле, то есть композиция, которая не содержит растворителя и которую получают в результате диспергирования порошкообразного модифицированного полиэтилена, имеющего полярные группы, в смазочном масле, или
(В) Композиция, полученная в результате диспергирования порошкообразного модифицированного полиэтилена, имеющего полярные группы, в растворителе, а после этого перемешивания получающейся в результате дисперсии со смазочным маслом.
В любом случае в дополнение к модифицированному полиэтилену, имеющему полярные группы, могут быть использованы немодифицированный полиэтилен или другой термопластичный полимер.
В случае (А) после нанесения жидкой композиции покрытия на контактную поверхность резьбового соединения контактную поверхность нагревают до температуры, не меньшей, чем температура плавления модифицированного полиэтилена, который используют (и температура плавления других полимеров в случае использования таковых; то же самое используется и ниже) для расплавления полимера и стимулирования растворения полимера и смазочного масла друг в друге и получения гомогенной смеси. В соответствии с этим условия нагревания (температуру нагревания и время нагревания) устанавливают таким образом, чтобы полимер и смазочное масло полностью растворялись бы друг в друге. После этого проводят охлаждение до комнатной температуры для получения на контактной поверхности резьбового соединения для стальных труб твердого смазывающего покрытия, включающего матрицу полимера, содержащего смазочное масло, который характеризуется однородной композицией, в котором полимер и смазочное масло растворены друг в друге и который имеет неклейкую поверхность.
Порошкообразный модифицированный полиэтилен, имеющий полярные группы, предпочтительно характеризуется средним диаметром частиц, меньшим, чем 1000 мкм (=1 мм). Например, может быть использован сфероидизированный полимер в форме бисерин или гранул. В настоящем изобретении они считаются порошком. Жидкая композиция покрытия, которую используют, может содержать одну или несколько добавок, выбираемых из описывавшихся выше добавок, то есть антикоррозионную добавку, антиоксидант, противозадирную добавку, противоизносную добавку и порошкообразную смазку.
Жидкая композиция покрытия на контактную поверхность может быть нанесена при использовании обычных способов, таких как распыление или нанесение покрытия кистью. Во время нанесения композиции покрытия смазочное масло и полимер не растворены друг в друге, так что поверхность покрытия является влажной и клейкой. Однако в результате последующих нагревания и охлаждения смазочное масло и органический полимер полностью перемешиваются друг с другом или растворяются друг в друге с образованием гомогенной и однородной композиции, то есть полимера, содержащего смазочное масло, и поверхность получающегося в результате покрытия становится сухой. Композиция покрытия, полученная в результате перемешивания материалов исходного сырья (модифицированного полиэтилена и смазки), образует вязкую текучую среду, так что возникает озабоченность о том, что нанесенное покрытие может стечь во время нагревания, но при фактической практической работе данного явления не наблюдали.
В том, что полимер и смазочное масло полностью растворены друг в друге и образуют в покрытии гомогенную одну фазу, можно удостовериться на изображении покрытия, полученном по методу СЭМ. В случае ненадлежащего нагревания и неполного растворения материалов исходного сырья друг в друге на полученном по методу СЭМ изображении будут наблюдаться частицы полимера. В случае полного растворения материалов исходного сырья друг в друге частицы полимера исчезнут.
Благодаря нагреванию контактной поверхности резьбового соединения, на которую наносят жидкую композицию покрытия, или межфазной поверхности между резьбовым соединением и покрытием до, по меньшей мере, температуры плавления полимера после охлаждения может быть получено твердое смазывающее покрытие, характеризующееся хорошей адгезией к контактной поверхности. В соответствии с этим нагревание предпочтительно проводят в результате нагревания всего элемента резьбового соединения, имеющего контактную поверхность, на которую наносят жидкую композицию покрытия, в нагревательной печи или в результате нагревания с обратной стороны резьбового соединения, обращенной в противоположную сторону от контактной поверхности, имеющей покрытие, при проведении нагревания горячим воздухом. При нагревании воздухом контактной поверхности, имеющей покрытие, частицы полимера иногда сдуваются с контактной поверхности резьбового соединения до их расплавления, и адгезия получающегося в результате покрытия уменьшается.
В описывавшемся выше случае (В), использующем растворитель, нанесение композиции покрытия и последующее нагревание могут быть проведены тем же самым образом, как и в описывавшемся выше случае (А). Примеры растворителей, подходящих для использования в настоящем изобретении при диспергировании порошкообразного полимера, включают растворители на основе хлора, такие как дихлорметан, кетоны, такие как ацетон, и тому подобное.
(2) Случай, в котором полимер, содержащий смазочное масло, характеризуется градиентной композицией
Для получения твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, характеризующегося градиентной композицией, при которой концентрация смазочного масла уменьшается при приближении к подложке (контактной поверхности резьбового соединении), на которой получают покрытие, сначала получают твердое покрытие из полимерного компонента, то есть из, по меньшей мере, одного полимера, выбираемого из полиэтилена и модифицированного полиэтилена. Твердое покрытие может быть получено при использовании жидкой композиции покрытия, полученной в результате перемешивания полимера и растворителя, но нанесение покрытия также может быть проведено и без использования растворителя по способу нанесения покрытия при использовании одного только полимера в форме порошка или в расплавленном состоянии, например, в результате нанесения порошкового покрытия, нанесения покрытия распылением по трафарету или нанесения покрытия из горячего расплава при использовании пневмораспылителя.
В случае использования растворителя будут наносить дисперсию, содержащую полимер, диспергированный в растворителе. Дисперсия может быть нанесена по обычным способам, таким как нанесение покрытия кистью или распыление.
Полимер, который используют, может представлять собой немодифицированный полиэтилен, модифицированный полиэтилен или смесь из модифицированного полиэтилена и немодифицированного полиэтилена. Модифицированным полиэтиленом может быть полиэтилен, который модифицируют в результате проведения сополимеризации с мономером, либо имеющим, либо не имеющим полярную группу, или им может быть полиэтилен, который модифицируют по способу, отличному от сополимеризации. Опять-таки, в комбинации с ним может быть использовано небольшое количество термопластичного полимера, отличного от полиэтилена (или отличного от полиолефина) при небольшом количестве, не большем чем 10% от совокупного количества полимеров.
Какой бы способ нанесения покрытия ни использовали, толщина покрытия увеличится в результате последующего нанесения поверх полимерного покрытия, которое получают, смазочного масла. В соответствии с этим толщину полимерного покрытия определяют таким образом, чтобы конечная толщина покрытия после нанесения смазочного масла поверх полимерного покрытия и последующего нагревания для растворения смазочного масла и полимера друг в друге принимала бы надлежащее значение. Как это описывалось выше, конечная толщина покрытия предпочтительно находится в диапазоне 20-100 мкм, а более предпочтительно в диапазоне 40-60 мкм.
В случае содержания в твердом смазывающем покрытии одной или нескольких добавок, выбираемых из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки, данные добавки будут содержаться в жидкой композиции покрытия или полимерном материале, который используют для получения полимерного покрытия.
После получения полимерного покрытия, не содержащего смазочного масла, на данное полимерное покрытие наносят смазочное масло. Затем проводят нагревание для расплавления полимерного покрытия, и полимер в покрытии и смазочное масло, нанесенное поверх него, растворяются друг в друге. Температура нагревания составляет, по меньшей мере, температуру плавления полимера, а, самое большее, температуру кипения смазочного масла. Наносимое количество смазочного масла представляет собой то, что описывалось прежде.
В результате данного нагревания смазочное масло постепенно абсорбируется и растворяется в нижнем слое, который представляет собой расплавленное полимерное покрытие, так что смазочное масло в покрытии характеризуется концентрационным градиентом в направлении толщины покрытия. В случае дальнейшего продолжения нагревания смазочное масло достигнет самого нижнего участка покрытия, и композиция покрытия, в конечном счете, станет по существу однородной. В настоящем изобретении нагревание предпочтительно оканчивают до достижения смазочным маслом самого нижнего участка покрытия, так что концентрация смазочного масла на самом нижнем участке покрытия (на участке, примыкающем к контактной поверхности резьбового соединения, на которой покрытие получают) составляет менее чем 1%. Условия нагревания для данной цели могут быть определены в эксперименте, проведенном специалистом в соответствующей области техники.
При охлаждении после этого нагретого покрытия до комнатной температуры получают твердое смазывающее покрытие, характеризующееся градиентной композицией полимера, содержащего смазочное масло. В данном покрытии доли смазочного масла и полимера в направлении толщины покрытия постепенно изменяются таким образом, что концентрация смазочного масла уменьшается при приближении к подложке (контактной поверхности резьбового соединения).
В случае растворения в поверхностной области твердого смазывающего покрытия, которое получают (в данном случае также поверхностной областью покрытия является область вплоть до толщины в 1 мкм в направлении толщины от поверхности), значительного количества полимера в смазочном масле поверхность покрытия не будет клейкой. Однако в случае низкой концентрации полимера в поверхностной области покрытия или в случае поверхностной области покрытия, по существу состоящей из смазочного масла, поверхность твердого смазывающего покрытия станет клейкой. Как утверждалось выше, вследствие данной клейкости для инородного материала становится легким приставание к контактной поверхности резьбового соединения для труб, что в результате приводит к уменьшению стойкости к заеданию.
Поэтому в случае клейкой поверхности твердого смазывающего покрытия предпочтительно получают слой смолы в качестве верхнего слоя, покрывающего твердое смазывающее покрытие. Толщина верхнего слоя смолы предпочтительно находится в диапазоне 5-50 мкм, а более предпочтительно в диапазоне 10-40 мкм. Слой смолы может быть получен из надлежащей смолы, такой как термопластичная смола, термоотверждающаяся смола или смола, отверждаемая под действием ультрафиолетового излучения, при этом предпочтительной является смола, отверждаемая под действием ультрафиолетового излучения. Слой смолы в виде смолы, отверждаемой под действием ультрафиолетового излучения, может быть получен из композиции покрытия, содержащей мономер, олигомер и инициатор фотополимеризации. Каких-либо конкретных ограничений на рецептуру композиции покрытия не накладывают до тех пор, пока отвержденное покрытие может быть получено в результате облучения ультрафиолетовым светом для стимулирования прохождения реакции фотополимеризации.
Примеры подходящих мономеров включают нижеследующее, но не ограничиваются только этим: сложные ди-или более высокофункциональные сложные эфиры, образованные из многоатомного спирта и (мет)акриловой кислоты, различные (мет)акрилатные производные, N-винилпирролидон, N-винилкапролактам и стирол. Примеры подходящих олигомеров включают нижеследующее, но не ограничиваются только этим: эпокси(мет)акрилаты, уретан(мет)акрилаты, полиэфир(мет)акрилаты на основе сложных эфиров, полиэфир(мет)акрилаты на основе простых эфиров и силикон(мет)акрилаты.
Подходящие инициаторы фотополимеризации представляют собой соединения, характеризующиеся максимумом поглощения в диапазоне длин волн 260-450 нм, в том числе бензоин и его производные, бензофенон и его производные, ацетофенон и его производные, кетон Михлера, бензил и его производные, тетраалкилтиураммоносульфид, тиоксаны и тому подобное. В особенности предпочтительным является использование тиоксана.
С точек зрения характеристик скольжения и коррозионной стойкости слой смолы может содержать добавку, выбираемую из смазки и антикоррозионной добавки. Примерами смазки являются воск, металлические мыла, такие как стеарат кальция и стеарат цинка, и смола политетрафторэтилена (ПТФЭ). Смазка может быть добавлена в количестве 0,05-0,35 массовой части (совокупном количестве в случае использования двух и более компонентов) в расчете на одну массовую часть смолы, отверждаемой под действием ультрафиолетового излучения. Примерами антикоррозионной добавки являются триполифосфат алюминия и фосфит алюминия. Антикоррозионная добавка может быть добавлена в количестве, доходящем вплоть до приблизительно 0,10 массовой части в расчете на одну массовую часть смолы, отверждаемой под действием ультрафиолетового излучения.
Подготовительная обработка поверхности
Контактной поверхности резьбового соединения для труб, имеющей полученное на ней описывавшееся выше твердое смазывающее покрытие, может быть придана повышенная адгезия к твердому смазывающему покрытию и увеличенная стойкость к заеданию во время монтажа в результате проведения для контактной поверхности подготовительной обработки поверхности до получения на ней твердого смазывающего покрытия. Такая подготовительная обработка поверхности предпочтительно способна придавать шероховатость контактной поверхности, на которую наносят покрытие в виде твердого смазывающего покрытия.
Примерами подходящей подготовительной обработки поверхности являются мягкое травление; механическая обработка, такая как пескоструйная обработка, стеклоструйная обработка и дробеструйная обработка; фосфатная обработка, такая как обработка фосфатом марганца или обработка фосфатом цинка; обдувка цинком (для получения пористого слоя плакирования цинка); и электроосаждение металла, такого как никель, хром, медь, цинк или железо (в результате предпочтительного плакирования на выступах поверхностные неоднородности несколько увеличиваются). Любая из данных подготовительных обработок поверхности может быть проведена обычным образом. В случае оказания выбранной подготовительной обработкой поверхности значительного воздействия, придающего поверхности шероховатость, как это имеет место в случае фосфатной обработки, твердое смазывающее покрытие будет характеризоваться повышенной адгезией вследствие эффекта фиксации на поверхности, так что возникновение заедания станет еще более затруднительным.
Грунтовочный слой смолы
Для увеличения адгезии твердого смазывающего покрытия, полученного на контактной поверхности резьбового соединения, на контактной поверхности резьбового соединения, которую либо не подвергают обработке, либо подвергли обработке в виде описывавшейся выше подготовительной обработки поверхности, может быть получен грунтовочный или подстилающий слой смолы. Предпочтительно такой грунтовочный слой получают на контактной поверхности резьбового соединения, которую подвергли обработке в виде фосфатной обработки, такой как цинковое фосфатирование. То есть грунтовочный слой получают на фосфатном покрытии, полученном при использовании фосфатной обработки. Фосфатное покрытие является пористым и придает покрытию из смолы, полученному на нем, повышенную адгезию.
Данный грунтовочный слой смолы может быть получен из термопластичной смолы, термоотверждающейся смолы, такой как эпоксидная смола, полиамид или фенольная смола, или смолы, отверждаемой под действием ультрафиолетового излучения. Наиболее предпочтительно его получают из смолы, относящейся к тому же самому типу, что и использовавшийся при получении твердого смазывающего покрытия, то есть модифицированного или немодифицированного полиэтилена (в более общем случае немодифицированного или модифицированного полиолефина). В данном случае полимер, использующийся для получения грунтовочного слоя смолы, может быть в точности тем же самым, что и полимер, использующийся для получения твердого смазывающего покрытия. В альтернативном варианте первый полимер может иметь более высокую молекулярную массу, чем молекулярная масса второго полимера, так что грунтовочный слой смолы во время нагревания не расплавится, обеспечивая получение твердого смазывающего покрытия в результате растворения полимера и смазочного масла друг в друге.
Толщина данного слоя предпочтительно находится в диапазоне 1-30 мкм, а более предпочтительно в диапазоне 5-20 мкм. Грунтовочный слой смолы может содержать одну или несколько добавок. Примеры подходящих добавок включают порошкообразный цинк, хромовый пигмент, диоксид кремния, коллоидальный диоксид кремния, оксид алюминия и тому подобное.
В случае получения твердого смазывающего покрытия, соответствующего настоящему изобретению, на контактной поверхности только одного элемента, выбираемого из ниппеля и соединительной коробки, контактная поверхность другого элемента может быть оставлена не подвергнутой обработке, или может быть проведена обработка покрытия, отличная от обработки настоящего изобретения. Примерами других типов обработки покрытия являются получение обычного твердого смазывающего покрытия (такого как покрытие из смолы, содержащее твердую смазку) или антикоррозионного покрытия (например, покрытия из смолы в виде полиимида, эпоксидной смолы и тому подобного, необязательно содержащего антикоррозионную добавку, при этом в особенности предпочтительным является покрытие из смолы, отверждаемой под действием ультрафиолетового излучения, описывавшееся выше в связи с верхним слоем смолы).
Как это продемонстрировано на фигуре 1, в случае ниппеля и соединительной коробки, которые предварительно соединяют друг с другом до транспортирования, даже при получении твердого смазывающего покрытия, соответствующего настоящему изобретению, на контактной поверхности только одного элемента, выбираемого из ниппеля и соединительной коробки, и сохранении контактной поверхности другого элемента, не подвергнутой обработке или подвергнутой только подготовительной обработке поверхности, будут продемонстрированы достаточные стойкость к заеданию и коррозионная стойкость.
Примеры
Следующие далее примеры предназначены для конкретного иллюстрирования настоящего изобретения без ограничения изобретения. В примерах, если только не будет указано другого, % обозначает % (мас.).
В данных примерах свойства твердого смазывающего покрытия, соответствующего настоящему изобретению, оценивают при использовании в качестве подложки пластинки из углеродистой стали. Каждая пластинка из углеродистой стали имела толщину 0,8 мм и размеры 100 мм × 200 мм. Пластинку из углеродистой стали использовали как таковую (без проведения подготовительной обработки поверхности) или ее подвергали подготовительной обработке поверхности в виде обработки фосфатом цинка (при использовании раствора цинкового фосфатирования, продаваемого в компании Nihon Parkerizing).
При получении образца для испытаний поверх этого получали различные твердые смазывающие покрытия при использовании следующих далее способов.
1) Покрытие, характеризующееся однородной композицией: тип покрытия 1 в таблице 1
Для получения композиций покрытий с предварительно определенными долями перемешивали порошкообразный ЭВА (сополимер этилен-винилацетат) (средний диаметр частиц: 50 мкм, температура плавления: 90°С), включающий 10% мономера винилацетата, или порошкообразный ПЭ (полиэтилен) (средний диаметр частиц: 20 мкм, температура плавления: 110°С) в качестве органического полимера, минеральное масло в качестве смазочного масла и необязательно порошкообразный графит (средний диаметр частиц: 30 мкм) в качестве порошкообразной смазки. Каждая композиция покрытия представляла собой вязкую жидкость, характеризующуюся текучестью, способной обеспечить нанесение при комнатной температуре.
При использовании машины для нанесения покрытий, относящейся к типу ракельного ножа, каждую композицию покрытия наносили на пластинку из углеродистой стали, которая являлась не подвергнутой обработке пластинкой из углеродистой стали, пластинкой из углеродистой стали, которую подвергли обработке в результате цинкового фосфатирования, пластинкой из углеродистой стали, имеющей грунтовочный слой ЭВА, или пластинкой из углеродистой стали, которую подвергли обработке в результате цинкового фосфатирования и которая имела грунтовочный слой ЭВА, полученный на покрытии из фосфата цинка. Грунтовочным слоем ЭВА являлся слой, имеющий толщину, равную приблизительно 20 мкм, и состоящий исключительно из ЭВА. Его получали в результате нагревания того же самого порошкообразного ЭВА, что и описывавшийся выше, до приблизительно 150°С для получения расплава и нанесения расплава при использовании стержневого устройства для нанесения покрытия (№14) на поверхность пластинки из углеродистой стали, которую либо не подвергали обработке, либо подвергли обработке в результате цинкового фосфатирования и которую нагрели до той же самой температуры, что и температура расплава.
После этого пластинку из углеродистой стали, имеющую покрытие, помещали в печь и нагревали при 150°С, что превышает температуру плавления ЭВА или ПЭ, а после этого ей давали возможность охлаждаться до комнатной температуры. Время нагревания составляло приблизительно 3 минуты. До нагревания поверхность, имеющая покрытие, являлась клейкой, но после нагревания, за исключением случая наличия высокого уровня содержания минерального масла, в 90% получали сухую поверхность при отсутствии клейкости.
При наблюдении поверхности твердого смазывающего покрытия, которое получали, по методу СЭМ каких-либо частиц порошкообразных ЭВА или ПЭ не наблюдали, и, как удостоверились, после расплавления полимера (ЭВА или ПЭ) полимер и смазочное масло (минеральное масло) полностью растворялись друг в друге и образовывали твердое смазывающее покрытие, характеризующееся однородной и гомогенной композицией полимера, содержащего смазочное масло, в качестве матрицы. Толщина твердого смазывающего покрытия составляла приблизительно 50 мкм. В случае пластинки из углеродистой стали, имеющей грунтовочный слой ЭВА на поверхности стали или на покрытии из фосфата цинка, совокупная толщина покрытия в виде грунтовочного слоя и твердого смазывающего покрытия составляла приблизительно 70 мкм.
2) Покрытие, характеризующееся градиентной композицией: тип покрытия 2 в таблице 1
Те же самые порошкообразный ЭВА или порошкообразный ПЭ, что и описывавшиеся выше, нагревали при приблизительно 150°С для получения расплава, который использовали для нанесения покрытия. Необязательно к полимерному расплаву добавляли и с ним перемешивали порошкообразный графит в качестве порошкообразной смазки при массовой доле 3% в расчете на полимер. Данный расплав наносили на пластинку из углеродистой стали, которую также нагревали до той же самой температуры, что и расплав, при использовании стержневого устройства для нанесения покрытия (№ 14). Пластинкой из углеродистой стали являлись не подвергнутая обработке пластинка из углеродистой стали, пластинка из углеродистой стали, которую подвергли обработке в результате цинкового фосфатирования, пластинка из углеродистой стали, имеющая грунтовочный слой ЭВА, или углеродистая сталь, которую подвергли обработке в результате цинкового фосфатирования и которая имела грунтовочный слой ЭВА, полученный на фосфате цинка. Грунтовочный слой ЭВА получали тем же самым образом, что и описывавшийся выше в позиции (1). После этого пластинке давали возможность охлаждаться до комнатной температуры для получения полимерного покрытия. Толщина полимерного покрытия в каждом случае составляла приблизительно 50 мкм.
После этого поверх полимерного покрытия на пластинке из углеродистой стали наносили минеральное масло (смазочное масло) при использовании стержневого устройства для нанесения покрытия (№5) и стальную пластинку в течение 3 минут нагревали в печи, выставленной на 150°С, а после этого ей давали возможность охлаждаться до комнатной температуры. Толщина нанесенного минерального масла составляла приблизительно 20 мкм (массовое соотношение между полимером и минеральным маслом=70:30). Поверхность покрытия после нанесения минерального масла была клейкой до нагревания, но после нагревания поверхность была сухой при отсутствии клейкости. Таким образом, нанесенное смазочное масло растворялось в полимерном покрытии во время нагревания и образовывало твердое смазывающее покрытие из полимера, содержащего смазочное масло. Толщина получающегося в результате твердого смазывающего покрытия составляла приблизительно 70 мкм. В случае пластинки из углеродистой стали, имеющей грунтовочный слой ЭВА на поверхности стали или на покрытии из фосфата цинка, совокупная толщина покрытия в виде грунтовочного слоя и твердого смазывающего покрытия составляла приблизительно 90 мкм.
Как удостоверились следующим далее образом, твердое смазывающее покрытие, которое получили, характеризовалось градиентной композицией в направлении толщины, при которой концентрация минерального масла уменьшалась, а концентрация полимера увеличивалась при приближении к поверхности стальной пластинки.
При использовании того же самого способа, что и описывавшийся выше, поверх пластинки из углеродистой стали с толщиной 50 мкм получали покрытие из ПЭ, в котором однородно диспергировали трейсер в виде порошкообразного TiO2 (диаметр частиц 0,25 мкм), поверх покрытия из ПЭ наносили минеральное масло с толщиной 20 мкм и стальную пластинку, имеющую покрытие из ПЭ, на которое нанесли минеральное масло, нагревали для расплавления покрытия из ПЭ, тем самым получая твердое смазывающее покрытие из содержащего смазочное масло полимера, имеющее сухую поверхность. Совокупная толщина покрытия составляла 70 мкм.
Количественный анализ трейсера (Ti в TiO2) в поперечном сечении покрытия в направлении толщины проводили при использовании метода СЭМ (сканирующая электронная микроскопия)-ЭМЗА (электронный микрозондовый анализатор). При получении маслосодержащего полимера концентрация трейсера, которая указывает на концентрацию полимера (ПЭ), уменьшается. Имела место отчетливая тенденция к уменьшению концентрации трейсера по мере уменьшения расстояния от наружной поверхности покрытия. Долю минерального масла рассчитывали исходя из изменения данной концентрации. Концентрация минерального масла составляла приблизительно 60% (мас.) в положении на удалении 40 мкм от поверхности пластинки из углеродистой стали, и она составляла приблизительно 20% (мас.) в положении на удалении 20 мкм от поверхности пластинки из углеродистой стали, что подтверждает наличие градиентной композиции. На самом нижнем участке покрытия на расстоянии от поверхности пластинки из углеродистой стали, равном 5 мкм и менее, доля минерального масла по существу составляла 0% (мас.).
Для сопоставления на пластинку из углеродистой стали наносили дисперсию порошкообразных ЭВА или ПЭ в летучем растворителе (дихлорметане) и проводили нагревание тем же самым образом, что и описывавшийся выше, для получения покрытия из 100% ЭВА или ПЭ. В дополнение к этому, также получали стальную пластинку, имеющую нанесенную на нее обычную текучую консистентную смазку (компаундированную консистентную смазку) (толщина покрытия: 50 мкм) или нанесенное на нее обычное полусухое твердое покрытие (Sumifilm C2.0, толщина покрытия 50 мкм).
Испытания на клейкость покрытия, адгезию покрытия, стойкость к заеданию и способность самовосстановления у покрытия проводили следующим далее образом для стальных пластинок, которые подвергали данным смазочным обработкам и оценивали по четырем уровням: превосходно, хорошо, удовлетворительно или неудовлетворительно. Результаты испытания, а также тип покрытия продемонстрированы в таблице 1. Оценка «удовлетворительно» и выше была приемлемой.
Клейкость
Образец для испытаний, отрезанный от стальной пластинки, которую подвергли смазочной обработке, помещали поверх листа бумаги при обращении поверхностью смазывающего покрытия вниз и на 1 минуту поверх него помещали массу в 1 кг. После этого стальной образец для испытаний с бумаги удаляли и по разнице массы бумаги до и после испытания определяли количество компонентов смазывающего покрытия, которое было перенесено на бумагу. Перенесенное количество (г/м2) смазочных компонентов (главным образом масла в покрытии), определенное данным образом, оценивали в соответствии со следующим далее критерием.
Критерий клейкости: перенесенное количество 0 (г/м2)=превосходно, самое большее 1=хорошо, от более чем 1 до самое большее 10=удовлетворительно, более чем 10=неудовлетворительно.
Как можно видеть из таблицы 1, за исключением случая, в котором массовое соотношение между ЭВА и минеральным маслом составляло 10:90 (или уровень содержания минерального масла составлял 90%), количество смазочного масла, которое высачивалось из полимера, содержащего смазочное масло, составляло 0-1 г/м2, что указывает на наличие у покрытия низкой клейкости и сухой поверхности.
Покрытие, полностью полученное из ЭВА, которое совершенно не содержало смазочного масла, само собой разумеется, характеризовалось отсутствием высачивания масла. С другой стороны, в случае текучей консистентной смазки (компаундированной консистентной смазки) количество масла, которое высачивалось, составляло чрезвычайно большую величину, превышающую 10 г/м2, и покрытие было очень клейким. В соответствии с этим в случае получения такого покрытия на трубе нефтепромыслового сортамента мусор и тому подобное легко могут приставать к нему и уменьшать стойкость к заеданию. Даже обычное полусухое твердое смазывающее покрытие характеризовалось значительной клейкостью.
Адгезия
Адгезию (сопротивление отслаиванию) на участке твердого смазывающего покрытия, полученного поверх стальной пластинки подложки, измеряли при использовании метода SAICAS (система анализа поверхности и межфазного рассечения, способная производить точное наклонное рассечение). В данной системе для определения сопротивления отслаиванию у покрытия (имеющего толщину, равную приблизительно 1 мкм) при использовании острого режущего лезвия (спеченный сплав с монокристаллическим алмазом) измеряют горизонтальную нагрузку, необходимую для перемещения при постоянной скорости в горизонтальном направлении при одновременном выдерживании вертикальной нагрузки в постоянном направлении. Исходя из измеренного сопротивления отслаиванию адгезию покрытия оценивали в соответствии со следующим далее критерием.
Критерий адгезии: сопротивление отслаиванию (н/м) от 100 до 1000=превосходно, от 10 до менее чем 100=хорошо, от 1 до менее чем 10=удовлетворительно, от 0 до менее чем 1=неудовлетворительно.
Адгезия покрытия из чистого ЭВА была чрезвычайно высокой, но хорошую адгезию демонстрировало даже твердое смазывающее покрытие, относящееся к типу 1, в котором полимер, содержащий смазочное масло, характеризовался однородной композицией.
В случае твердого смазывающего покрытия, относящегося к типу 2, в котором полимер, содержащий смазочное масло, характеризовался градиентной композицией, такой, что концентрация полимера увеличивалась (и такой, что концентрация смазочного масла уменьшалась) при приближении к стальной пластинке, адгезия по существу являлась той же самой, что и адгезия покрытия, полностью полученного из ПЭ или ЭВА.
Фигура 5 демонстрирует результаты измерения сопротивления отслаиванию, которое определяли описывавшимся выше образом для случая, в котором на не подвергнутую обработке пластинку из углеродистой стали тем же самым образом, что и описывавшийся выше в связи с покрытием, относящимся к типу 1, наносили смесь из ЭВА или ПЭ и минерального масла, которое добавляли с долей 1, 10, 20, 30 или 40%, для получения твердого смазывающего покрытия из полимера, содержащего смазочное масло (тип покрытия 1). Она также демонстрирует результат для твердого смазывающего покрытия из содержащего смазочное масло полимера, полученного в результате нанесения минерального масла поверх покрытия из ПЭ или ЭВА и нагревания его (тип покрытия 2, примеры 8 и 9), а также результат для 100% ПЭ или ЭВА (0% минерального масла). В случае органического полимера в виде ЭВА, который имеет полярные группы, даже при содержании в покрытии смазочного масла (минерального масла) адгезия покрытия значительно улучшалась в сопоставлении со случаем покрытия, состоящего только из ПЭ, который не имеет полярных групп. В соответствии с этим, в случае покрытия, относящегося к типу 1 и характеризующегося однородной композицией, в котором смазочное масло (минеральное масло) однородно распределено в твердом смазывающем покрытии, полимер должен быть модифицированным полиэтиленом, характеризующимся превосходной адгезией (таким как ЭВА настоящем примере) вследствие присутствия полярных групп.
С другой стороны, в случае покрытия, относящегося к типу 2 и характеризующегося градиентной композицией, композиция покрытия в окрестности стальной пластинки подложки была близкой к 100% ПЭ или ЭВА, так что она продемонстрировала адгезию, которая находилась приблизительно на том же самом уровне, что и в случае 100% ПЭ или ЭВА (0% минерального масла). Поэтому в случае твердого смазывающего покрытия, характеризующегося градиентной композицией, в качестве полимера может быть использован немодифицированный полиэтилен, такой как ЭП. Однако, как это продемонстрировано в таблице 1, адгезия покрытия значительно увеличивалась в случае полимера в виде ЭВА, который представляет собой модифицированный полиэтилен.
Способность самовосстановления, стойкость к заеданию на участках с отслаиванием
В случае воздействия на твердое смазывающее покрытие, полученное на контактной поверхности резьбового соединения, нагрузки и усилия трения, вызванного противолежащим элементом соединения, при увеличении нагрузки и усилия трения покрытие может подвергнуться повреждению в форме отслаивания и истирания покрытия (образование из покрытия стружек). Данное повреждение ухудшает смазочные свойства и облегчает возникновение заедания. В случае наличия у твердого смазывающего покрытия способности самовосстановления даже при повреждении покрытия тогда, когда повреждение небольшое, смазочные свойства сохранит масло, которое высачивается из остающегося покрытия, и заедание не возникнет.
Для моделирования поврежденного состояния получали стальную пластинку, имеющую покрытие в виде твердого смазывающего покрытия и намеренно не имеющую покрытия зону, имеющую толщину 5 мм, в результате наложения куска самоклеящейся ленты, имеющей ширину 5 мм, вдоль средней линии пластинки из углеродистой стали, после этого получения твердого смазывающего покрытия тем же самым образом, что и описывавшийся выше, поверх стальной пластинки за исключением зоны, имеющей ширину 5 мм, которую маскировали лентой. Кусок ленты со стальной пластинки удаляли, обнажая в центре пластинки зону, не имеющую покрытия, которая моделировала поврежденный участок смазывающего покрытия. После этого по способу, продемонстрированному на фигуре 3, для стальной пластинки проводили испытание на трение Баудена. Невращающийся стальной шарик помещали поверх покрытия, к стальному шарику прикладывали нагрузку W в направлении, нормальном к поверхности стальной пластинки, и стальной шарик заставляли скользить взад и вперед по центральной обнаженной зоне, не имеющей покрытия, в направлении ее ширины. Для оценки способности самовосстановления и стойкости к заеданию у покрытия измеряли коэффициент трения, испытываемый во время скольжения, и количество раз проведения скольжения вплоть до возникновения заедания.
Стойкость к заеданию оценивали в соответствии со следующим далее критерием на основании количества раз проведения скольжения вплоть до возникновения заедания в испытании на трение Баудена. Согласно определению заедание возникало в случае превышения коэффициентом трения 0,18.
Критерий стойкости к заеданию: скольжение более чем 20 раз=превосходно, от более чем 10 раз до самое большее 20 раз=хорошо, от более чем 5 раз до самое большее 10 раз=удовлетворительно, и от 0 раз до самое большее 5 раз=неудовлетворительно.
Способность самовосстановления оценивали по коэффициенту трения непосредственно после начала скольжения на основании следующего далее критерия.
Критерий способности самовосстановления: коэффициент трения менее чем 0,1=превосходно, от 0,1 до менее чем 0,13=хорошо, от 0,13 до менее чем 0,15=удовлетворительно, по меньшей мере, 0,15=неудовлетворительно.
но
но
Тип покрытия: 1=однородная композиция, 2=градиентная композиция.
ЭВА: сополимер этилен-винилацетат; ПЭ: полиэтилен; ММ=минеральное масло.
Клейкость: перенесенное количество (г/м2) 0=превосходно, от более чем 0 до самое большее 1=хорошо, от более чем 1 до самое большее 10=удовлетворительно, более чем 10=неудовлетворительно.
Адгезия: сопротивление отслаиванию (н/м) от 100 до 1000=превосходно, от 10 до менее чем 100=хорошо, от 1 до менее чем 10=удовлетворительно, от 0 до менее чем 1=неудовлетворительно.
Способность самовосстановления: коэффициент трения менее чем 0,1=превосходно, от 0,1 до менее чем 0,13=хорошо, от 0,13 до менее чем 0,18=удовлетворительно, 0,18 и более=неудовлетворительно.
Стойкость к заеданию: более чем 20 циклов скольжения=превосходно, от более чем 10 до самое большее 20 циклов=хорошо, от более чем 5 до самое большее 10 циклов=удовлетворительно, от 0 до 5 циклов=неудовлетворительно
Как это продемонстрировано в таблице 1, в случае покрытия, полученного исключительно из ЭП или ЭВА и не содержащего смазочного масла, способность самовосстановления совершенно отсутствовала, и стойкость к заеданию была исключительно неудовлетворительной. В противоположность этому, даже хотя твердое смазывающее покрытие, соответствующе настоящему изобретению, и представляло собой твердое вещество, вследствие присутствия в покрытии минерального масла покрытие демонстрировало хорошие способность самовосстановления и стойкость к заеданию в случае уровня содержания минерального масла, равного, по меньшей мере, 10% (мас.). В дополнение к этому, твердое смазывающее покрытие из содержащего смазочное масло полимера, характеризующегося высоким уровнем содержания органического полимера на контактной поверхности и уровнем содержания смазочного масла, который уменьшался при приближении к наружной поверхности покрытия, демонстрировало чрезвычайно хорошие способность самовосстановления и стойкость к заеданию. Кроме того, высокая степень стойкости к заеданию могла быть получена в случае придания поверхности стальной пластинки шероховатости при использовании обработки фосфатом марганца или в случае содержания в твердом смазывающем покрытии небольшого количества порошкообразной твердой смазки в дополнение к минеральному маслу. Получение грунтовочного слоя ЭВА могло увеличить адгезию полученного на нем твердого смазывающего покрытия, относящегося к типу 1, а в особенности к типу 2, в котором полимер представлял собой ПЭ.
Как это описывалось выше, в соответствии с настоящим изобретением в результате получения на контактной поверхности резьбового соединения для труб твердого смазывающего покрытия, которое представляет собой по существу твердое вещество, но которое демонстрирует способность самовосстановления, клейкость поверхности и получающаяся в результате адгезия мусора подавляются, и контактной поверхности может быть придана стойкость к заеданию. В результате даже в случае многократного проведения монтажа и демонтажа труб нефтепромыслового сортамента может быть предотвращено заедание резьбового соединения для труб, и без использования компаундированной консистентной смазки, которая оказывает неблагоприятное воздействие на окружающую среду и производительность труда, резьбовому соединению может быть придана стойкость к заеданию, сопоставимая с соответствующей характеристикой в случае компаундированной консистентной смазки.
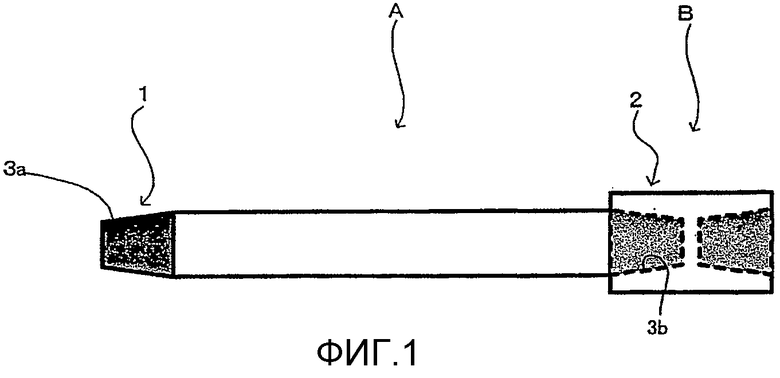
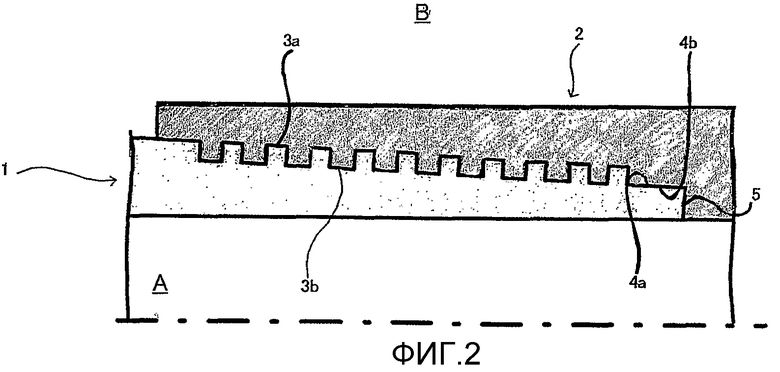
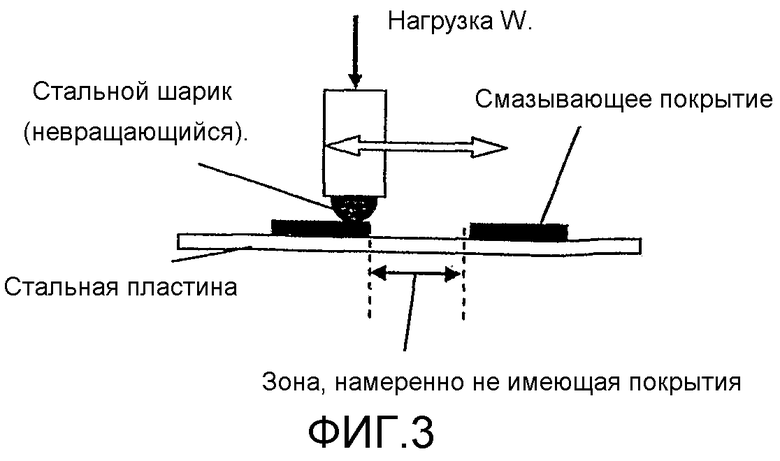
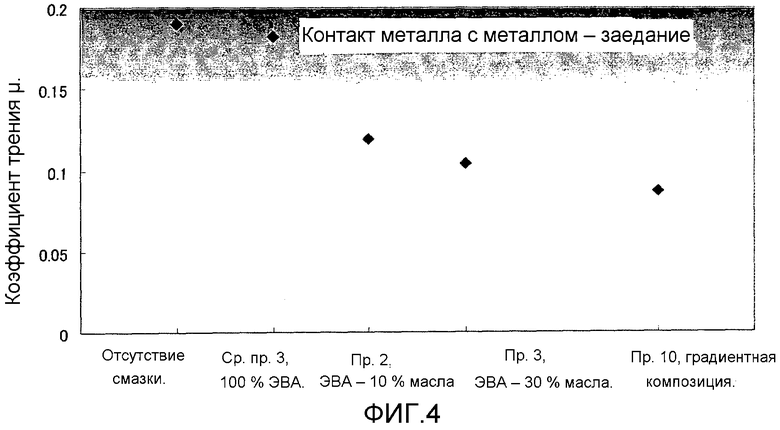
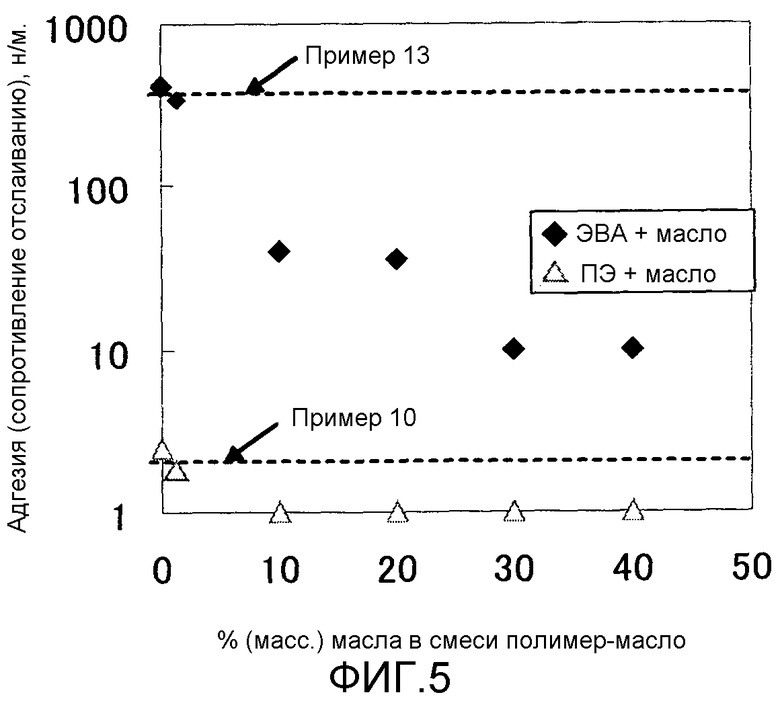
Группа изобретений относится к резьбовым соединениям для труб. Твердое смазывающее покрытие, полученное на контактной поверхности резьбового соединения для труб, включает матрицу полимера, содержащего смазочное масло. Полимер, содержащий смазочное масло, характеризуется либо однородной композицией, либо градиентной композицией, при которой концентрация смазочного масла уменьшается при приближении к контактной поверхности и при которой в окрестности контактной поверхности смазочное масло по существу отсутствует. Описаны способы изготовления резьбового соединения. Технический результат заключается в повышении надежности резьбового соединения. 3 н. и 17 з.п. ф-лы, 5 ил.
1. Резьбовое соединение для труб, включающее ниппель и соединительную коробку, где каждый элемент из их числа имеет контактную поверхность, включающую резьбовой участок и нерезьбовой участок контакта металла, отличающееся тем, что на контактную поверхность, по меньшей мере, одного элемента, выбираемого из ниппеля и соединительной коробки, наносят покрытие в виде твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, содержащего полиолефиновый полимер, выбираемый из полиолефина и модифицированного полиолефина, и смазочное масло, которые растворены друг в друге, при этом полимер, содержащий смазочное масло, характеризуется либо однородной композицией, либо градиентной композицией, при которой концентрация смазочного масла в покрытии уменьшается в направлении толщины покрытия при приближении к контактной поверхности, на которой получают покрытие, при этом при наличии у полимера, содержащего смазочное масло, однородной композиции полиолефиновым полимером является модифицированный полиолефин, имеющий полярные группы.
2. Резьбовое соединение для труб по п.1, где полиолефин представляет собой полиэтилен, а модифицированный полиолефин представляет собой полиэтилен, модифицированный в результате проведения сополимеризации с винильным мономером, имеющим полярную группу, выбираемую из карбоксильной, сложноэфирной и гидроксильной групп.
3. Резьбовое соединение для труб по п.1, где полимер, содержащий смазочное масло, характеризуется однородной композицией, а массовое соотношение (А:В) между полиолефиновым полимером (А) и смазочным маслом (В), образующими полимер, содержащий смазочное масло, находится в диапазоне 30:70-90:10.
4. Резьбовое соединение для труб по п.1, где полимер, содержащий смазочное масло, характеризуется градиентной композицией, при которой концентрация смазочного масла уменьшается при приближении к контактной поверхности, а массовое соотношение (А:В) между полиолефиновым полимером (А) и смазочным маслом (В), образующими полимер, содержащий смазочное масло, находится в диапазоне 50:50-90:10.
5. Резьбовое соединение для труб по п.4, где концентрация смазочного масла в матрице твердого смазывающего покрытия в области вплоть до 1 мкм в направлении толщины от контактной поверхности соединения является меньшей чем 1 мас.%.
6. Резьбовое соединение для труб по п.1, где твердое смазывающее покрытие содержит, по меньшей мере, одну добавку, выбираемую из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки.
7. Резьбовое соединение для труб по п.1, где контактную поверхность, на которую наносят покрытие в виде твердого смазывающего покрытия, предварительно подвергают подготовительной обработке поверхности по способу, выбираемому из травления, струйной обработки, ударного плакирования цинка или цинкового сплава, плакирования металла, фосфатирования и оксалатной обработки.
8. Резьбовое соединение для труб по п.1, где контактная поверхность имеет грунтовочный слой смолы, на котором получают твердое смазывающее покрытие.
9. Резьбовое соединение для труб по п.7, где контактная поверхность, которую подвергли подготовительной обработке поверхности, имеет грунтовочный слой смолы, на котором получают твердое смазывающее покрытие.
10. Способ изготовления резьбового соединения для труб по п.1, в котором полимер, содержащий смазочное масло, характеризуется однородной композицией, отличающийся включением стадии нанесения на контактную поверхность резьбового соединения для труб жидкой композиции покрытия, содержащей смазочное масло и полиолефиновый полимер, который представляет собой модифицированный полиолефин, имеющий полярные группы, для получения твердого смазывающего покрытия, включающего матрицу содержащего смазочное масло полимера, характеризующегося однородной композицией.
11. Способ по п.10, где композиция покрытия содержит смазочное масло и порошкообразный модифицированный полиолефин, и способ дополнительно включает стадию нагревания контактной поверхности, на которую наносят композицию покрытия, до температуры, не меньшей, чем температура плавления полимера, для растворения смазочного масла и полиолефинового полимера друг в друге и получения содержащего смазочное масло полимера, характеризующегося однородной композицией.
12. Способ по п.10, где композиция покрытия содержит, по меньшей мере, одну добавку, выбираемую из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки.
13. Способ по п.10, где контактную поверхность предварительно подвергают подготовительной обработке поверхности по способу, выбираемому из травления, струйной обработки, ударного плакирования цинка или цинкового сплава, плакирования металла, фосфатирования и оксалатной обработки.
14. Способ по п.10, где контактная поверхность имеет грунтовочный слой смолы, на котором должно быть получено твердое смазывающее покрытие.
15. Способ по п.13, где контактная поверхность, которую подвергли подготовительной обработке поверхности, имеет грунтовочный слой смолы, на котором должно быть получено твердое смазывающее покрытие.
16. Способ изготовления резьбового соединения для труб по п.1, в котором полимер, содержащий смазочное масло, характеризуется градиентной композицией, при которой концентрация смазочного масла уменьшается при приближении к контактной поверхности, отличающийся включением стадий получения на контактной поверхности резьбового соединения для труб покрытия из полиолефинового полимера, выбираемого из полиолефина и модифицированного полиолефина, нанесения поверх покрытия из полиолефинового полимера смазочного масла и нагревания контактной поверхности до температуры, не меньшей, чем температура плавления полиолефинового полимера, для растворения смазочного масла и полиолефинового полимера друг в друге и получения содержащего смазочное масло полимера, характеризующегося градиентной композицией, при которой концентрация смазочного масла уменьшается при приближении к контактной поверхности, на которой получают твердое смазывающее покрытие.
17. Способ по п.16, где покрытие из полиолефинового полимера содержит, по меньшей мере, одну добавку, выбираемую из антикоррозионной добавки, антиоксиданта, противозадирной добавки, противоизносной добавки и порошкообразной смазки.
18. Способ по п.16, где контактную поверхность предварительно подвергают подготовительной обработке поверхности по способу, выбираемому из травления, струйной обработки, ударного плакирования цинка или цинкового сплава, плакирования металла, фосфатирования и оксалатной обработки.
19. Способ по п.16, где контактная поверхность имеет грунтовочный слой смолы, на котором должно быть получено твердое смазывающее покрытие.
20. Способ по п.18, где контактная поверхность, которую подвергли подготовительной обработке поверхности, имеет грунтовочный слой смолы, на котором должно быть получено твердое смазывающее покрытие.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 4753460 А, 28.06.1988. | |||

