Изобретение относятся к области изготовления вкладных бронированных твердотопливных зарядов, используемых в ракетных системах и других областях техники.
Известны различные способы бронирования твердотопливных зарядов: намоткой и приклейкой бронематериала, свободной заливкой бронесостава в формообразующую оснастку и др. Среди известных способов наиболее технологичным и эффективным является способ бронирования твердотопливных зарядов термопластичными бронематериалами на литьевой машине, включащей расплавление бронематериала и впрыск его под высоким давлением в зазор между бронируемой шашкой и камерой.
Наиболее близким к заявляемому способу является способ бронирования твердотопливных зарядов термопластичными бронесоставами на литьевых машинах, включающий установку, центрирование топливной шашки в пресс-форме, содержащей камеру, и впрыск под давлением расплавленного бронематериала в зазор между пресс-формой и топливной шашкой (US 3642961 А, 15.01.1972 г.), принятый авторами за прототип.
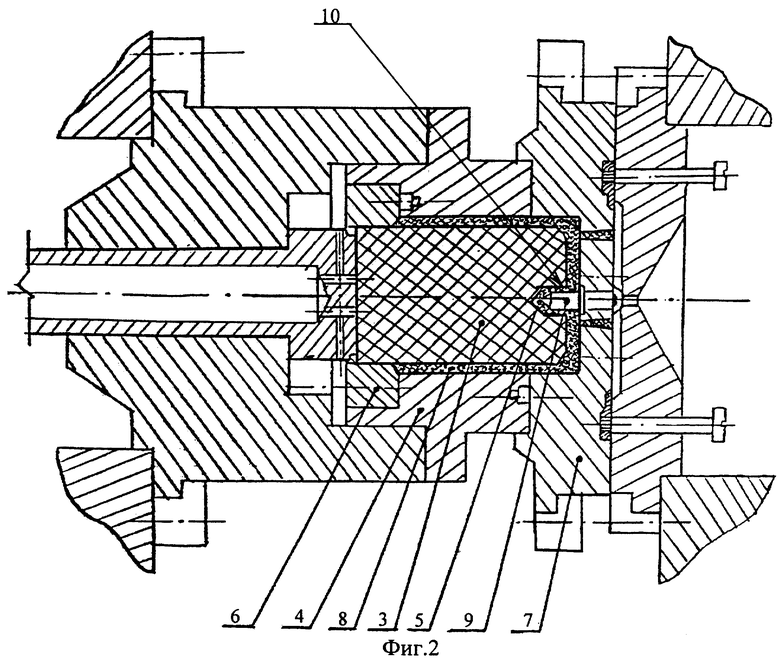
Недостатками способа-прототипа являются ограниченные возможности в части обеспечения качества бронирования и безаварийности ведения технологического процесса при бронировании зарядов большого удлинения ((L/D)>2,5...3,0, где L - длина заряда, D - наружный диаметр) при условии бронирования торца (1) заряда и протяженной боковой поверхности (2), подлежащей бронированию (фиг.1). Существующие схемы центровки зарядов в пресс-форме (фиг.2), в т.ч. принятые в способе-прототипе, предусматривают консольную центровку твердотопливной шашки (3) по боковой поверхности у небронируемого торца в центрирующей втулке (6) пресс-формы. Однако при соотношении (LD)>2,5 при бронировании зарядов, особенно при условии использования бронемассы с низким показателем текучести расплава и пониженных физико-механических характеристиках топлива, происходит существенное смещение основного тела твердотопливной шашки относительно центральной оси при заполнении щелевого зазора расплавом бронемассы (8). Следствием этого является:
- существенная разнотолщинность бронесостава, как по длине зазора, так и по периметру (некачественное бронирование),
- нарушение, в связи со смещением заряда относительно оси камеры пресс-формы, равномерности заполнения зазора расплавом бронемассы, что в отдельных случаях приводит к захлопыванию воздуха над поверхностью шашки, его адиабатическому сжатию и загоранию топлива (аварийная ситуация).
Задачей предлагаемого технического решения является разработка высокопроизводительного и безопасного (безаварийного) способа бронирования твердотопливных зарядов на литьевых машинах (на промышленных термопластавтоматах).
Технический результат, достигаемый при реализации данного способа, заключается в расширении технологических возможностей способа бронирования литьем под давлением и достижении высокого качества изготовления зарядов с большим удлинением (L/D)>2,5...3.
Указанный технический результат достигается тем, что в способе бронирования твердотопливных зарядов термопластичными бронесоставами на литьевых машинах, включающем установку, центрирование топливной шашки в пресс-форме, содержащей камеру, и впрыск под давлением расплавленного бронематериала в зазор между пресс-формой и топливной шашкой, согласно изобретению, бронируют заряды по торцу и боковой поверхности, на бронируемом торце топливной шашки (10) выполняют технологическое отверстие (10), пресс-форма содержит лигниковую крышку (7), оснащенную центрирующим выступом (9), контактирующим с технологическим отверстием, при этом отверстие до установки заряда в пресс-форму заполняют легкодеформируемым пористым материалом.
В качестве пористого материала используют любой материал из ряда: пенополистирол, жесткий или эластичный пенополиуретан, губчатая резина, войлок. После завершения бронирования заряда на литьевой машине, пористый материал извлекают из центрирующего отверстия и заполняют его бронепастой, химически совместимой с термопластичным бронесоставом и топливом.
При этом, для обеспечения безопасности (безаварийности) способа, за счет исключения захлопывания (закапсюлирования) воздуха между выступом (центром) литниковой крышки и поверхностью технологического отверстия твердотопливной шашки (сопровождающегося адиабатическим сжатием и последующим загоранием топлива) перед установкой шашки в пресс-форму полость отверстия заполняется легкодеформируемым пористым полимерным материалом (5). При смыкании камеры (4) пресс-формы (с размещенной в ней топливной шашкой) и литниковой крышки пресс-формы, центрирующий выступ (центр), контактируя с технологическим отверстием шашки и деформируя пористый материал, обеспечивает удовлетворительную центровку заряда. При этом заполнение технологического отверстия шашки пористым материалом позволяет, с одной стороны, значительно уменьшить количество воздуха, присутствующего в полости технологического отверстия, а с другой стороны - сжатие и адиабатический разогрев в процессе бронирования незначительного количества воздуха, присутствующего в пористом материале, локализуется непосредственно в порах последнего, что практически и исключает загорание топлива.
Экспериментальная проверка патентуемого способа осуществлялась на натурных зарядах из твердого топлива баллиститного типа (длина 200 мм, диаметр 60 мм), бронируемых по боковой поверхности и торцу. В качестве легкодеформируемого пористого полимерного материала использовались пенополистирол, жесткий или эластичный пенополиуретан, губчатая резина. Помимо указанных полимерных материалов, в качестве заполнителя, как показали эксперименты, может быть использован войлочный материал.
Ниже приведены примеры выполнения патентуемого способа бронирования.
Пример 1. Бронированию по боковой поверхности и торцу подвергалось 15 зарядов из баллиститного топлива (длина 200 мм, диаметр 60 мм) термопластичным бронесоставом на основе ацетилцеллюлозы. Диаметр центрирующего отверстия в топливной шашке 10,0 мм (глубина 15 мм), диаметр выступа (центра) литниковой крышки пресс-формы 9,0 мм (на 1 мм меньше диаметра центрирующего отверстия). Перед бронированием центрирующее отверстие в топливной шашке заполнялось:
- 5 шт. зарядов - губчатая резина;
- 5 шт. зарядов - пенополистирол.
На 5-ти зарядах отверстия не заполнялись.
Бронирование осуществлялось по штатным технологическим режимам. Бронирование зарядов с заполнителями прошло удовлетворительно. При бронировании всех 5-ти зарядов без заполнителя произошло загорание.
Пример 2. Бронированию подвергались 15 зарядов аналогично примеру 1, при этом на 5-ти зарядах в качестве заполнителя использован жесткий пенополиуретан, на 5-ти зарядах - эластичный пенополиуретан и 5 зарядов бронировались при отсутствии заполнителя полости центрирующего отверстия.
При бронировании зарядов получены результаты, аналогичные примеру 1: удовлетворительное качество бронирования зарядов с заполнителями и загорания при бронировании зарядов без заполнителя.
Пример 3. Бронированию подвергались 10 зарядов аналогично примерам 1 и 2 (за исключением объема впрыска расплава бронемассы), при этом на 5-ти зарядах в качестве заполнителя использовалась губчатая резина, а на 5-ти - войлок. Объем впрыска расплава бронемассы в данном примере был удвоен по сравнению с примерами 1 и 2.
Загорания при бронировании отсутствовали.
После бронирования пористый материал извлекался из центрирующего отверстия с помощью латунной иглы, а отверстие заполнялось в обычном порядке бронепастой, химически совместимой с топливом и термопластичным бронесоставом.
Положительный эффект изобретения - повышение качества (уменьшение разнотолщинности бокового бронепокрытия) и исключение аварийных ситуаций при бронировании твердотопливных зарядов методом литья под давлением термопластичными бронесоставами.
Сущность изобретения поясняется следующими графическими материалами:
Фиг.1 - заряд:
1 - торец заряда;
2 - боковая поверхность заряда;
L - длина заряда;
D- диаметр заряда;
Фиг.2 - пресс-форма:
3 - твердотопливная шашка;
4 - камера пресс-формы;
5 - пористый материал (заполнитель);
6 - центрирующая втулка;
7 - литниковая крышка пресс-формы;
8 - расплав бронемассы;
9 - выступ литниковой крышки (центр);
10 - центрирующее отверстие в топливной шашке.
Фиг.3 - твердотопливная шашка с центрирующим отверстием, заполненным пористым материалом:
3 - твердотопливная шашка;
5 - пористый материал;
10 - центрирующее отверстие.
Фиг.4. - сжатие центрирующим выступом пористого материала при сочленении камеры и литниковой крышки пресс-формы:
5 - пористый материал;
7 - литниковая крышка пресс-формы;
9 - центрирующий выступ;
10 - центрирующее отверстие.
Фиг.5 - технологическая схема бронирования патентуемым способом (курсивом указаны отличительные признаки способа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| УСТРОЙСТВО ДЛЯ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2208005C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259985C1 |
| Способ бронирования твердотопливных зарядов | 2015 |
|
RU2606612C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259986C1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2256555C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА (ВАРИАНТЫ) | 2006 |
|
RU2317199C1 |
| СПОСОБ БРОНИРОВАНИЯ КОНИЧЕСКОГО ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА НА ТЕРМОПЛАСТАВТОМАТЕ | 2013 |
|
RU2538841C1 |
Способ относится к области изготовления вкладных бронированных твердотопливных зарядов, используемых в ракетных системах и других областях техники. Способ бронирования твердотопливных зарядов термопластичными бронесоставами на литьевых машинах включает установку, центрирование топливной шашки в пресс-форме, содержащей камеру, и впрыск под давлением расплавленного бронематериала в зазор между пресс-формой и топливной шашкой. Бронируют заряды по торцу и боковой поверхности. На бронируемом торце топливной шашки выполняют технологическое отверстие. Пресс-форма содержит литниковую крышку, оснащенную центрирующим выступом, контактирующим с технологическим отверстием, при этом отверстие до установки заряда в пресс-форму заполняют легкодеформируемым пористым материалом. Данный способ расширяет технологические возможности бронирования литьем под давлением и повышает качество изготовления зарядов с большим удлинением (L/D)>2,5...3. 2 з.п. ф-лы, 5 ил.
| US 3642961 А, 15.02.1972 | |||
| 0 |
|
SU153539A1 | |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |

