Изобретение относится к литейному производству и предназначено для производства полых заготовок, например, из меди и ее сплавов методом горизонтального непрерывного литья.
Известен кристаллизатор для непрерывного литья полых заготовок, содержащий охлаждаемую наружную втулку и дорн. В теле дорна выполнены подводящие жидкий металл каналы, при этом дорн снабжен теплоизоляционным кольцом, отделяющим его от охлаждаемой наружной втулки (SU 950490, B 22 D 11/04, 1982).
Известен кристаллизатор для горизонтального непрерывного литья полых заготовок, состоящий из охлаждаемой втулки и дорна с подводящими металл каналами, расположенными на определенном расстоянии от втулки. В образованной между втулкой и дорном рабочей полости происходит формирование заготовки (RU 2007260, B 22 D 11/04, 1994).
Известен кристаллизатор для непрерывного горизонтального литья полых заготовок, имеющий водоохлаждаемый корпус, в который вставляется графитовая форма. Графитовая форма имеет дорн, образующий кольцевой канал. В полости кольцевого канала размещается затравка и формируется полая заготовка. В теле дорна, в его посадочной части, выполнены каналы для подвода расплава из металлоприемника в рабочую кольцевую полость кристаллизатора (SU 1187907, B 22 D 11/04, 1985).
Основным недостатком конструкции указанных кристаллизаторов является то, что рабочая полость кристаллизатора непосредственно соединяется подводящими каналами с металлоприемником, что затрудняет в начальный период запуск кристаллизатора в работу, так как при попадании металла в рабочую полость (кольцевой канал) необходимо сразу начинать вытягивание затравки из кристаллизатора. При этом трудно обеспечить стабильный процесс литья в первоначальный период работы кристаллизатора, так как невозможно наплавить полностью печь и дать металлу предварительную необходимую по технологии выдержку. В случае, если не начинать сразу вытягивание заготовки, то металл в полости кристаллизатора затвердевает, дает усадку и плотно захватывает дорн графитовой формы. Вытащить дорн из образовавшегося слитка без разрушения кристаллизатора невозможно.
Наиболее близким по технической сущности к предлагаемому устройству является кристаллизатор для горизонтального непрерывного литья полых заготовок, соединенный с ванной расплава печи и состоящий из водоохлаждаемого корпуса и графитовой формы с дорном, образующим кольцевой канал, с размещенной внутри канала затравкой (RU 2118227 C1, 27.08.1998). Кольцевой канал соединен с ванной расплава печи с помощью отверстия, выполненного в торцевой стенке графитовой формы и снабженного графитовой пробкой. При этом кристаллизатор содержит средство для выталкивания пробки, представляющее собой металлический толкатель с графитовым наконечником, установленный соосно корпусу, с помощью которого вручную выталкивается графитовая пробка и кристаллизатор запускается в работу. Данная конструкция устраняет недостаток вышеописанных кристаллизаторов и обеспечивает стабильный процесс литья в период запуска кристаллизатора в работу, так как отверстие, выполненное в торцевой стенке графитовой формы, в период наплавления металла в печи закрыто графитовой пробкой и металл не попадает в рабочую полость графитовой формы. Это дает возможность наплавить полностью печь, выдержать металл для его дегазации и провести все подготовительные работы.
Недостатком конструкции является недостаточная надежность при запуске кристаллизатора в работу, связанная с возможностью попадания металла в отверстие, в котором установлен выталкиватель пробки. При этом металл может замерзнуть и захватить графитовый наконечник выталкивателя, что не позволит металлу заполнить рабочее отверстие кристаллизатора и приведет к невозможности запуска в работу кристаллизатора. Кроме того, недостатком конструкции является то, что пробка выталкивается с помощью металлического толкателя вручную.
Достигаемым техническим результатом изобретения является повышение надежности при запуске кристаллизатора в работу с обеспечением стабильности процесса литья.
Указанный технический результат обеспечивается в конструкции кристаллизатора для непрерывного литья полых заготовок, содержащего водоохлаждаемый корпус, в который вставлена графитовая форма с дорном, образующим кольцевой канал, соединенный с ванной печи посредством выполненного в торцевой стенке графитовой формы отверстия, снабженного графитовой пробкой, выталкиватель графитовой пробки и размещенную внутри кольцевого канала затравку, при этом кристаллизатор снабжен закрепленными на корпусе направляющими для перемещения затравки со стопором для фиксации положения затравки, а выталкиватель графитовой пробки установлен на торце затравки по оси отверстия, соединяющего кольцевой канал с ванной печи.
В предпочтительном варианте кристаллизатор дополнительно содержит средства вторичного охлаждения заготовки, перемещаемые по направляющим, закрепленным на корпусе. Желательно торец затравки отделен от расплавленного металла при литье теплоизолирующей прокладкой.
Предлагаемая конструкция обеспечивает получение качественных отливок полой заготовки и одновременно позволяет исключить недостатки известной конструкции за счет повышения надежности работы при запуске кристаллизатора. Обеспечивается удобство в работе с выталкивателем графитовой пробки, который установлен на торце затравки и перемещается вместе с затравкой с помощью направляющих. Наличие стопора для фиксации положения затравки не позволяет затравке перемещаться произвольно относительно кристаллизатора. При движении затравки в сторону кристаллизатора фиксатор останавливает затравку в заранее заданном положении, т. е. затравка проходит то расстояние, при котором выталкиватель удаляет пробку, и при этом не происходит удара затравки по торцу кристаллизатора, что предохраняет кристаллизатор от разрушения. Расположение выталкивателя на торце затравки в отличие от известной конструкции, где выталкиватель расположен соосно кристаллизатору, исключает возможность замерзания металла при вытягивании заготовки и нарушение режима работы кристаллизатора при последующем запуске в работу.
Наличие средств вторичного охлаждения в кристаллизаторе способствует получению высококачественных отливок, а для обеспечения стабильности процесса литья при запуске кристаллизатора в работу торец затравки отделен от расплавленного металла теплоизолирующей прокладкой и выталкиватель установлен по оси отверстия, соединяющего кольцевой канал с ванной печи.
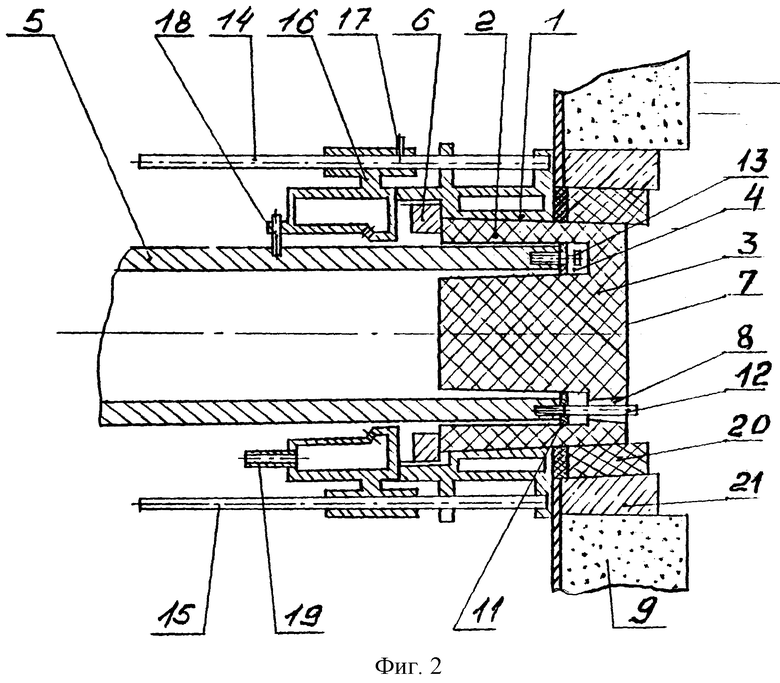
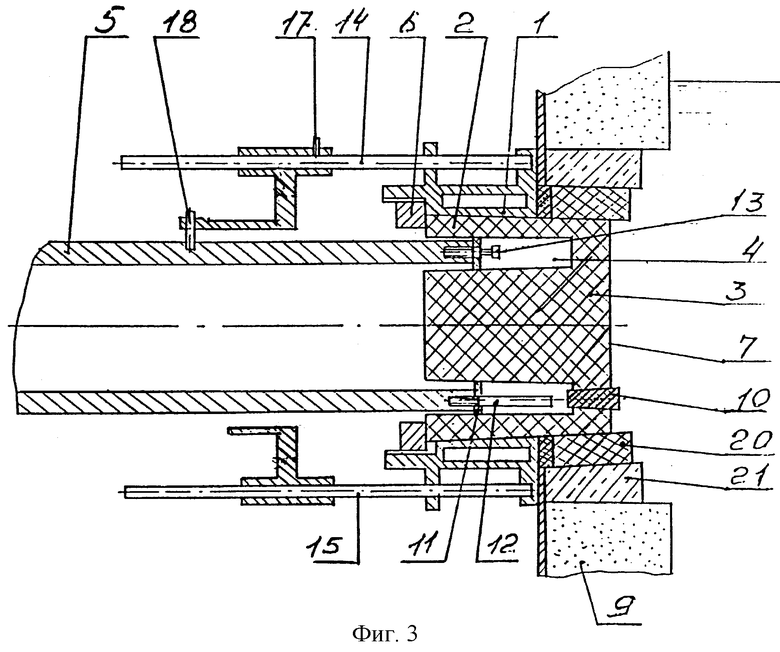
На фиг. 1-3 показан кристаллизатор заявляемой конструкции в первоначальный период наплавления металла в печи (фиг. 1, 3) и в режиме отлива полой заготовки (фиг. 2), при этом на фиг. 1 и 2 кристаллизатор дополнительно снабжен средствами вторичного охлаждения заготовки.
Кристаллизатор состоит из медного водоохлаждаемого корпуса 1, в который вставляется графитовая форма 2 с дорном 3, образующим кольцевой канал 4. Внутри канала 4 размещается затравка 5. Для плотного прижатия конических сопрягаемых поверхностей медного корпуса 1 и графитовой формы 2 имеется гайка 6, которая прижимает графитовую форму к медному корпусу. В торцевой стенке 7 графитовой формы 2 выполнено отверстие 8, соединяющее кольцевой канал 4 с ванной расплава печи 9, при этом отверстие 8 снабжено графитовой пробкой 10. При литье торец затравки 5 отделен от расплавленного металла теплоизолирующей прокладкой 11. На торце затравки 5 по оси отверстия 8, соединяющего кольцевой канал 4 с ванной печи 9, установлен выталкиватель 12. На торце затравки 5 также устанавливаются шпильки 13 для соединения затравки с затвердевшим металлом заготовки. На корпусе 1 кристаллизатора закреплены направляющие 14 и 15, с помощью которых перемещается затравка 5, фиксируемая стопорами 17 и 18. Кристаллизатор может быть снабжен средствами вторичного охлаждения 16, имеющими штуцер 19 для подвода воды и перемещаемыми по направляющим 14 и 15 вместе с затравкой 5. Обогреваемая часть графитовой формы 2 защищена графитовой втулкой 20, которая входит в керамический блок 21, встроенный в стенке печи 9.
Устройство работает следующим образом.
Кристаллизатор крепится в стенке печи 9. Отверстие 8 в торцевой стенке 7 графитовой формы 2, соединяющее кольцевой канал 4 с ванной печи, закрывают графитовой пробкой 10. При фиксации затравки 5 стопором 18 выталкиватель 12 находится по центру графитовой пробки 10. Перед началом литья происходит наплавление металла в печи 9 и металл не попадает в рабочую полость графитовой формы 2.
При готовности металла к литью затравка 5 перемещается по направляющим 14 и 15, при этом стопор 17 фиксирует положение затравки на заданном технологией расстоянии от торцевой стенки 7 кристаллизатора. Выталкиватель 12 выбивает графитовую пробку 10 и металл начинает поступать в кольцевой канал 4 графитовой формы 2.
С помощью шпилек 13, установленных на торце затравки 5, происходит соединение затравки с металлом. Для предотвращения быстрого затвердевания металла на торце затравки 5 устанавливается теплоизолирующая прокладка 11. Затем стопор 18, фиксирующий затравку 5, освобождается и начинается вытягивание затравки тянущим устройством.
Поступающий в кольцевой канал 4 графитовой формы 2 металл вместе с затравкой 5 перемещается в охлаждаемую часть кристаллизатора, затвердевает, свариваясь со шпильками 13, и в виде слитка вытаскивается затравкой из кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1999 |
|
RU2179495C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ ПРУТКОВ НА МНОГОРУЧЬЕВОЙ УСТАНОВКЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 1999 |
|
RU2170639C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| СПОСОБ ПЕРИОДИЧЕСКОЙ БУХТОВОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2231404C2 |
| ТЯНУЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2134180C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
Изобретение относится к металлургии, конкретнее к литейному производству, и предназначено для производства полых заготовок, например, из меди и ее сплавов методом горизонтального непрерывного литья. Кристаллизатор для непрерывного литья полых заготовок содержит водоохлаждаемый корпус, в который вставлена графитовая форма с дорном, образующим кольцевой канал (К.К.) с размещенной внутри канала затравкой. К.К. соединен с ванной печи с помощью отверстия, выполненного в торцевой стенке графитовой формы и снабженного графитовой пробкой. Выталкиватель графитовой пробки установлен по оси отверстия, соединяющего К.К. с ванной печи на торце затравки, перемещаемой с помощью направляющих, закрепленных на корпусе и снабженных стопором для фиксации положения затравки. Технический результат - повышение надежности при запуске кристаллизатора в работу с обеспечением стабильности процесса литья. 2 з.п. ф-лы, 3 ил.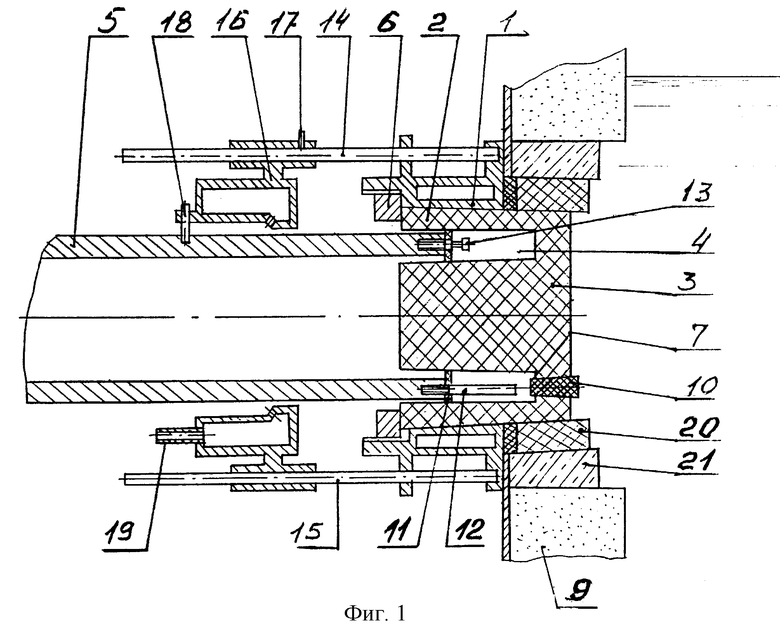
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОТЛИВКИ КРУГЛЫХ СЛИТКОВ | 1992 |
|
RU2038905C1 |
| УСТРОЙСТВО для ОТКРЫТИЯ ВЫПУСКНОГО ОТВЕРСТИЯ ПЛАВИЛЬНОЙ ПЕЧИ | 0 |
|
SU352102A1 |
| Устройство для выпуска продуктов плавки из герметичных печей, работающих под давлением, отличающимся от атмосферного | 1957 |
|
SU114137A1 |
| Противоселевое устройство | 1973 |
|
SU582358A1 |
| КОНДЕНСАТОР | 1998 |
|
RU2135919C1 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |

