Изобретение относится к технологии изготовления ракетных зарядов твердого топлива и предназначено для нанесения бронепокрытия на боковую поверхность топливных шашек.
В качестве базового оборудования при изготовлении ракетных зарядов обычно применяют термопластавтоматы (ТПА), а в качестве формообразующей оснастки применяют литьевые формы. Известен процесс бронирования и форма (оснастка), предназначенная для бронирования топливных шашек по боковой и торцевой поверхности или по одной из них, при этом вдоль продольной оси шашки имеется цилиндрический канал, который не бронируется (RU 3642961 А, 15.12.1972).
Указанная форма состоит из двух половин, включает разъемный шпиндель, предназначенннй для крепления шашки в заданном относительно внутренней поверхности формы положении, обеспечивающем требуемые зазоры между наружной поверхностью шашки и формой. Диаметр шпинделя равен диаметру канала шашки.
Известна литьевая форма (RU 2209728, 10.08.2003), принятая авторами за прототип, в которой бронируются канальные пороховые шашки одновременно по наружной, торцевой и по поверхности осевого канала. Известная литьевая форма содержит матрицу, крышку, толкатель и подвижный конусный опорный центр с шипами вдоль образующей конуса.
Недостатком данной формы является невозможность бронирования бесканальных шашек по боковой поверхности.
Задача, на решение которой направлено данное изобретение, состоит в разработке конструкции литьевой формы, позволяющей бронировать шашки-заготовки по наружной поверхности.
Технический результат, достигаемый при реализации изобретения, направлен на обеспечение безопасности процесса бронирования и качества шашек из твердого топлива. Указанный технический результат достигается тем, что форма литьевая для нанесения бронепокрытия на поверхность топливных шашек из твердого топлива согласно изобретению снабжена подвижным подпружиненным центром - опорным коническим, наибольший диаметр конуса которого равен наибольшему диаметру сопрягаемой конической части канала шашки, с наружным ступенчатым цилиндрическим хвостовиком, смонтированным в крышке с возможностью захода его в литниковый канал литниковой плиты при впрыске бронемассы.
Вместе указанные элементы обеспечивают требуемую фиксацию шашки, автоматически выполняя ряд последовательных операций, что позволяет получать заданные геометрические и технологические параметры.
Сущность устройства поясняется чертежами, где
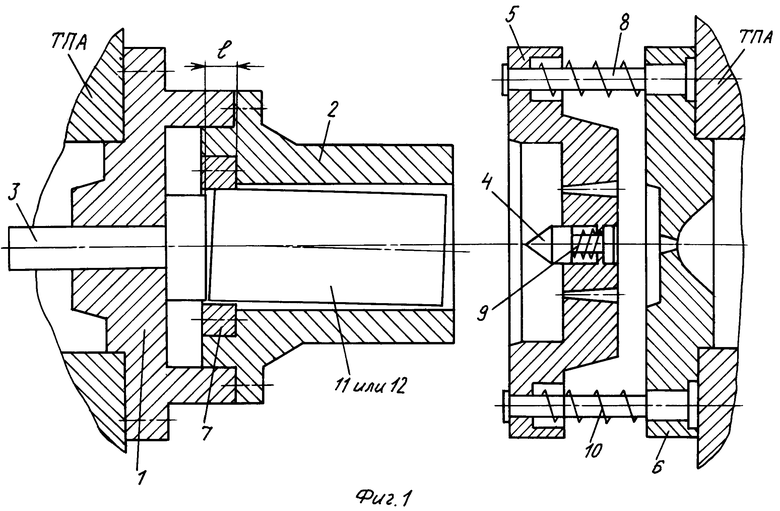
на фиг.1 изображен общий вид формы в состоянии, предшествующем смыканию ее составных частей;
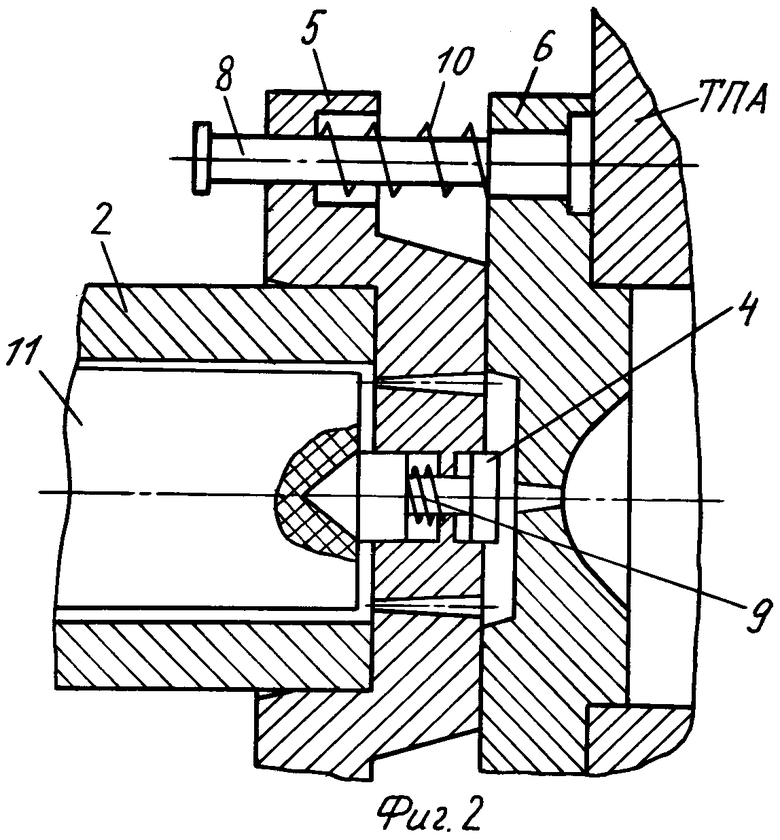
на фиг.2 - фрагмент передней части формы с бесканальной топливной шашкой в сомкнутом состоянии перед заполнением зазоров;
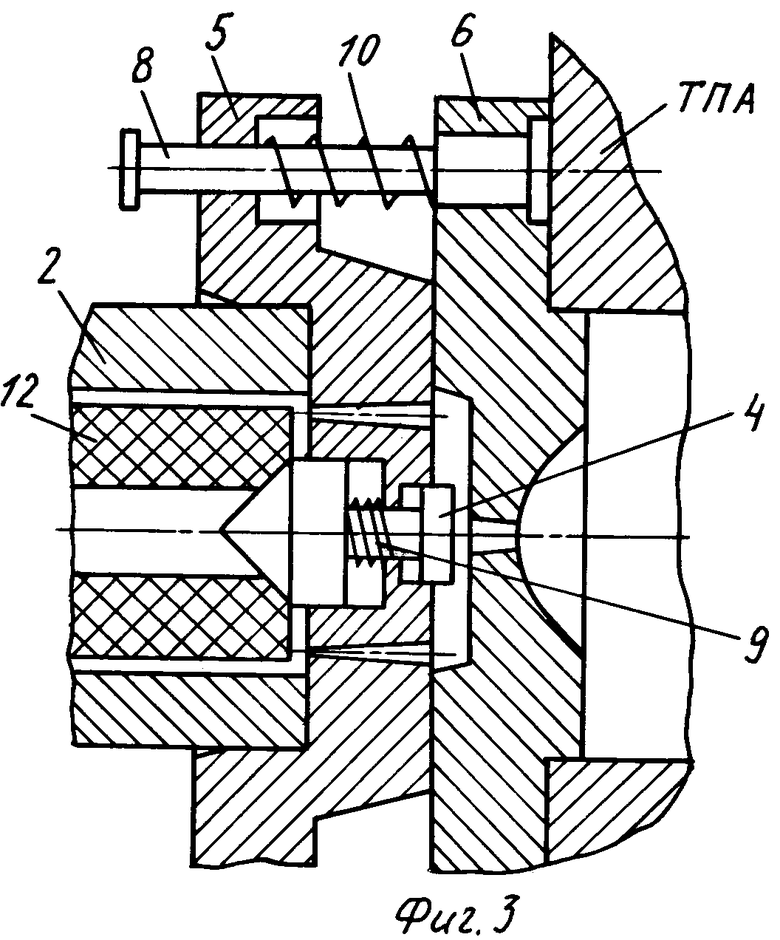
на фиг.3 - фрагмент передней части формы с канальной топливной шашкой в сомкнутом состоянии перед заполнением зазоров;
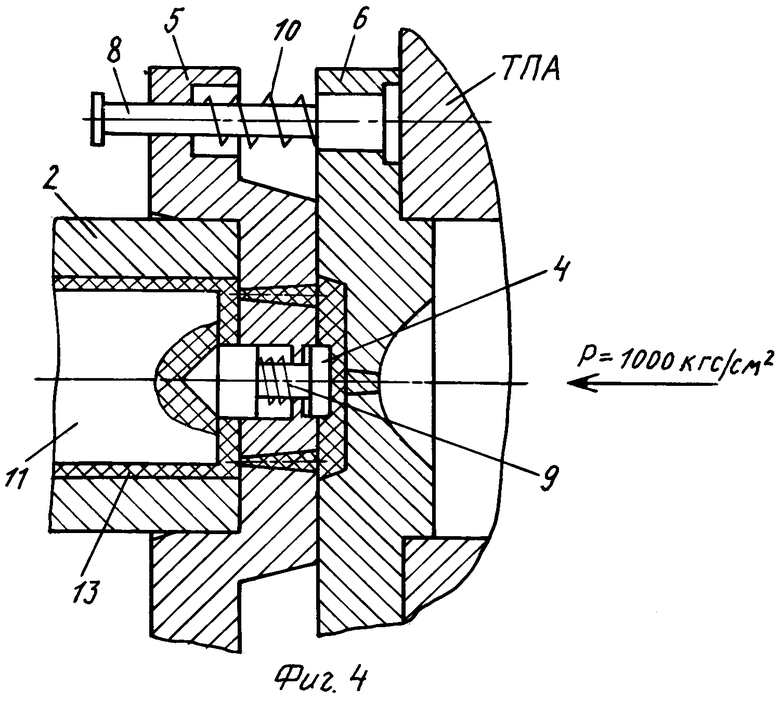
на фиг.4 - фрагмент передней части формы с бесканальной топливной шашкой в состоянии после заполнения зазора расплавом бронемассы;
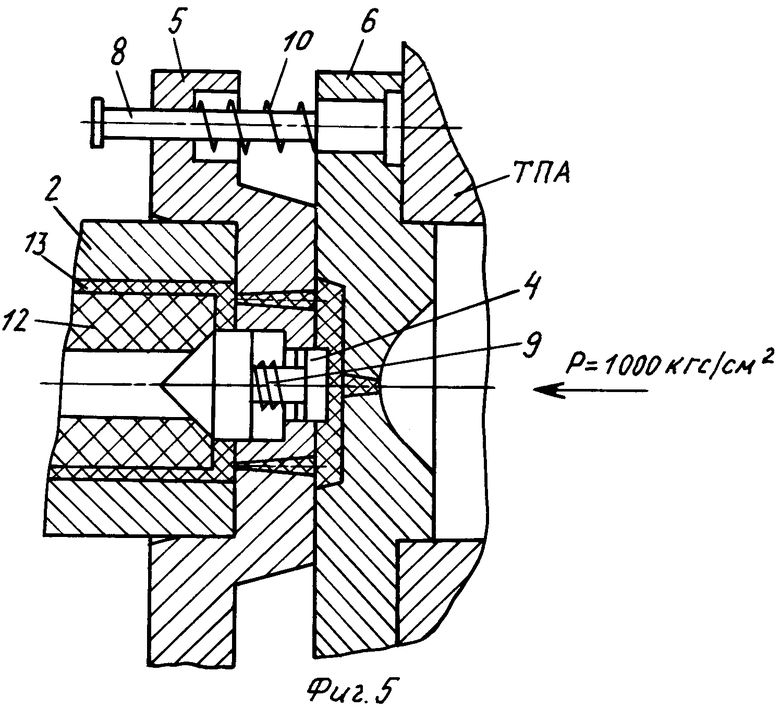
на фиг.5 - фрагмент передней части формы с канальной топливной шашкой в состоянии после заполнения зазора расплавом бронемассы.
Форма включает корпус 1, матрицу 2, толкатель 3, подвижный подпружиненный центр - опорный конический со ступенчатым хвостовиком 4, крышку 5, литниковую плиту 6, центрирующую втулку 7, колонки 8 и пружины 9, 10.
Форма работает следующим образом.
Топливная шашка 11, не имеющая осевого канала, но с технологическим коническим отверстием со стороны бронируемого торца, или топливная шашка 12, имеющая осевой канал, заканчивающийся со стороны бронируемого торца конической расточкой, устанавливаются в центрирующую втулку 7 до упора в толкатель 3.
Посадочная длина l шашки 11 или 12 в центрирующей втулке 7 составляет 5-10% от общей длины топливной шашки. Посадочная длина l может быть как технологическим припуском шашки, так и ее конструктивным элементом.
При дальнейшем смыкании формы крышка 5 надевается на открытый торец матрицы 2, подвижный подпружиненный центр - опорный конический 4 своей конической частью входит в контакт с конической поверхностью - отверстия шашки 11 или 12 и устанавливает ее соосно матрице 2. При этом пружина 10 сжимается и незначительно уплотняет стык между подвижным подпружиненным центром - опорным коническим 4 и шашкой 11 или 12.
Подвижный подпружиненный центр - опорный конический 4 углубляется в расточку в крышке 5, а его цилиндрический ступенчатый хвостовик выдвигается в зону литниковых каналов плиты 6, образованную после перемещения крышки 5 по колонкам 8, сжатии пружин 10 и соприкосновения с литниковой плитой 6.
Таким образом, перед заполнением расплавом зазоров шашка соосно форме фиксируется по обоим концам.
В закрытую форму с установленной шашкой по литниковым отверстиям в крышке 5 нагнетается расплав бронемассы 13.
Расплав растекается по торцу радиально к оси шашки и к периферии.
Подаваемый под давлением расплав бронемассы 13 деформирует пороховую шашку вдоль продольной оси, сжимая ее по длине.
Одновременно расплав действует на торец цилиндрического хвостовика подвижного подпружиненного центра - опорного конического 4, который перемещается вдоль оси и надежно уплотняет стык между конусной частью подвижного подпружиненного центра - опорного конического 4 и бронируемой шашкой, исключая попадание расплава бронемассы как на поверхность канала шашки 12, так и в технологическое центровое отверстие шашки 11.
Применение подвижного подпружиненного центра - опорного конического 4, наибольший диаметр конуса которого равен наибольшему диаметру сопрягаемого конического отверстия бронируемой шашки, исключает отжатие его расплавом бронемассы от шашки. Получение надежного стыка между подвижным подпружиненным центром - опорным коническим 4 и бронируемой шашкой 11 исключает захлапывание воздуха в технологическом отверстии, его адиабатическое сжатие и, как следствие, воспламенение топлива.
После охлаждения расплава бронемассы забронированная шашка при раскрытии формы с помощью толкателя 3 извлекается из матрицы 2.
Предложенная литьевая форма прошла испытания на предприятии ФГУП "Пермский завод им. С.М.Кирова", результаты которых удовлетворяют требованиям, предъявляемым к ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2248275C1 |
| УСТРОЙСТВО ДЛЯ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2208005C2 |
| ФОРМА ЛИТЬЕВАЯ | 2001 |
|
RU2209728C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2003 |
|
RU2247655C1 |
| СПОСОБ БРОНИРОВАНИЯ КОНИЧЕСКОГО ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА НА ТЕРМОПЛАСТАВТОМАТЕ | 2013 |
|
RU2538841C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259919C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА (ВАРИАНТЫ) | 2006 |
|
RU2317199C1 |
Литьевая форма относится к технологии изготовления ракетных зарядов твердого топлива и предназначена для нанесения бронепокрытия на боковую поверхность топливных шашек. Форма содержит матрицу, крышку, толкатель и подвижный центр. Центр выполнен подпружиненным коническим. Наибольший диаметр конуса центра равен наибольшему диаметру сопрягаемого конического отверстия бронируемой шашки. Центр имеет ступенчатый цилиндрический хвостовик, смонтированный в крышке с возможностью захода цилиндрического хвостовика в литниковый канал литниковой плиты. Технический результат литьевой формы - разработка конструкции литьевой формы, позволяющей бронировать шашку-заготовку по наружной поверхности. 5 ил.
Литьевая форма для нанесения бронепокрытия на поверхность топливных шашек из твердого топлива содержит литниковую плиту с литниковыми каналами, матрицу, крышку, толкатель и подпружиненный подвижный центр, отличающаяся тем, что подвижный подпружиненный центр - опорный конический, наибольший диаметр конуса которого равен наибольшему диаметру сопрягаемой конической части канала шашки, и имеющий ступенчатый цилиндрический хвостовик, смонтированный в крышке с возможностью захода цилиндрического хвостовика в литниковый канал литниковой плиты.
| RU 22009728 С2, 10.08.2003 | |||
| US 3642961 А, 15.02.1972 | |||
| US 5372767 А, 13.12.1994 | |||
| СН 685118 А5, 31.03.1995. |

