Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного формирования бейнитной структуры в углеродистой стали, прежде всего в полосовой стали, согласно ограничительной части пункта 1, а также к соответствующему устройству согласно п.24 формулы изобретения.
Уровень техники
Улучшение углеродистой стали, прежде всего полосовой стали, с применением непрерывного процесса - это широко практикуемый способ влияния на прочностные свойства полосовой стали. При этом полосовую сталь закаляют в устройстве непрерывного действия путем нагревания с последующим охлаждением, а затем изменяют ее вязкость (ковкость) путем отпуска с последующим охлаждением. Необходимое как при закалке, так и при отпуске тепло подводят в полосовую сталь различными методами, например индукционными методами, основанными на электропроводности методами или путем пропускания полосовой стали через горячие ванны или газопламенные печи. При этом существенное влияние на установленные свойства материала полосовой стали оказывает то, как тепло подводится в полосовую сталь и снова отводится из полосовой стали при охлаждении. Превращения структуры, а также скорость процессов нагрева или охлаждения и промежуточные периоды выдержки при установленных температурах и структурах создают самые различные возможности для влияния на свойства материала полосовой стали. В качестве материала для подобной полосовой стали часто используются углеродистые стали.
Особенно предпочтительной структурой при улучшении углеродистых сталей является так называемый бейнит. Бейнитная структура обладает очень хорошими свойствами в отношении обрабатываемости заготовок с такой бейнитной структурой и во многих случаях находит промышленное применение, в частности также как относительно тонкий листовой материал и т.п. При этом процесс формирования подобной бейнитной структуры необходимо очень точно выдерживать в отношении температуры обработки, чтобы вызвать образование желаемой структуры не только в виде бейнитных островков, но и во всей структуре подобной углеродистой стали. Так, в частности, получение чисто бейнитной структуры - это с точки зрения металловедения трудоемкий процесс с высоким процентом брака. При этом существенное значение имеет то, что после аустенитизации углеродистой стали необходимо обеспечить образование бейнитной структуры с точным соблюдением изотермических условий, чтобы в углеродистой стали не сохранялись другие составляющие структуры, ухудшающие бейнитную структуру. Более простым и предъявляющим меньше требований к качеству бейнитной структуры случаем применения является производство упаковочной ленты.
В принципе известно различное технологическое оборудование и, следовательно, также различные технологии формирования бейнитной структуры в зависимости от необходимого качества бейнита. Так, например, из публикации US 6632301 В2 известно, что полосовую сталь после аустенитизации для закалки пропускают через ванну расплавленного металла, а затем по меньшей мере в основном очищают ленту от остатков металлической ванны, после чего движение ленты направляют, отклоняя ее меандрообразно, в камере, в которой происходит превращение углеродистой стали в бейнитную структуру. Недостатком такого способа является то, что из-за большого числа перегибов ленты из углеродистой стали в устройстве изотермического превращения ухудшается способность углеродистой стали к образованию бейнита и подобные ленты становятся менее ровными.
Известны другие способы получения бейнитной структуры, при которых превращение углеродистой стали осуществляется полностью в ванне расплавленного металла или аналогичных средствах, вследствие чего путь прохождения и, следовательно, сама ванна расплавленного металла должны иметь очень большие размеры, а стало быть, вызывают высокие постоянные издержки, например, на загружаемый металл или соль, а также проблемы теплового расширения этой соляной ванны.
Раскрытие изобретения
Поэтому задача настоящего изобретения состоит в том, чтобы предложить способ и пригодное для осуществления способа устройство, которые позволяли бы с высокой точностью формировать в углеродистой стали высококачественную бейнитную структуру и соблюдать очень высокую однородность свойств бейнитной структуры.
Решение поставленной задачи в отношении способа охарактеризовано отличительными признаками пункта 1, а в отношении устройства, пригодного для осуществления способа, - отличительными признаками пункта 24 формулы изобретения, взятыми в сочетании с признаками ограничительных частей соответствующих пунктов формулы. Другие предпочтительные варианты осуществления изобретения описаны в зависимых пунктах формулы изобретения.
Объектом изобретения по пункту 1 формулы изобретения является способ непрерывного формирования бейнитной структуры в углеродистой стали, прежде всего в полосовой стали, при осуществлении которого на первой стадии выполняют аустенитизацию углеродистой стали при температуре, превышающей температуру аустенитизации, затем следует введение аустенитизированной углеродистой стали в ванну с закалочной средой для охлаждения углеродистой стали до температуры, меньшей температуры аустенитизации, углеродистую сталь доводят до температуры бейнитного превращения, после чего углеродистую сталь выдерживают в течение определенного времени при этой температуре превращения, с последующим охлаждением углеродистой стали. Усовершенствование подобного способа в рамках изобретения заключается в том, что после аустенитизации углеродистую сталь пропускают через ванну с небольшим по объему количеством закалочной среды, при этом сталь держат в контакте с закалочной средой до тех пор, пока в общей структуре углеродистой стали, находящейся в ванне с закалочной средой, не образуется задаваемая доля (пропорция) бейнитной структуры, при выходе углеродистой стали из ванны остатки закалочной среды удаляют с поверхности углеродистой стали воздействием газа, после чего при прохождении углеродистой стали через расположенную после ванны станцию изотермического выдерживания происходит превращение остальных составляющих структуры углеродистой стали в бейнит, протекающее при температуре бейнитного превращения и без какого бы то ни было отклонения углеродистой стали до тех пор, пока бейнитная структура в углеродистой стали не сформируется полностью.
Разделение процесса формирования бейнитной структуры углеродистой стали на две следующие одна за другой фазы: во-первых, в закалочной среде и, во-вторых, на станции изотермического выдерживания, имеет то преимущество, что ванну с закалочной средой можно выдерживать сравнительно небольшой по объему, и в этой ванне должна происходить только часть бейнитного превращения. Одновременно можно минимизировать путь прохождения через станцию изотермического выдерживания, так как часть превращения происходит уже в ванне с закалочной средой, и, следовательно, отпадает необходимость многократного отклонения полосы углеродистой стали на станции изотермического выдерживания. Это позволяет, в частности, избежать нарушений плоского состояния стальной полосы из углеродистой стали, неизбежных при известных способах формирования бейнитной структуры. Изменение долей образования бейнита в ванне и на станции изотермического выдерживания также дает широкие возможности влияния на образование бейнита и, следовательно, производства различных сортов углеродистой стали. Для этого можно, в частности, варьировать температуру ванны и температуру на станции изотермического выдерживания или время прохождения углеродистой стали через обе эти фазы образования бейнита.
Помимо этого, важное значение имеет удаление остатков закалочной среды с поверхности углеродистой стали путем воздействия газом в зоне перехода от ванны с закалочной средой на станцию изотермического выдерживания. Это бесконтактное удаление остатков закалочной среды с поверхности углеродистой стали с помощью газа имеет большое значение для дальнейшей обработки обычно полосовой углеродистой стали, во-первых, на станции изотермического выдерживания, а также на последующих станциях, поскольку любое увлечение сталью закалочной среды может вести к ухудшению поверхности углеродистой стали вследствие того, что закалочная среда осаждается на поверхности углеродистой стали или изменяет действие веществ, нанесенных извне на углеродистую сталь. Благодаря этому можно также избежать удаления из ванны слишком большого количества закалочной среды и, следовательно, необходимости постоянного пополнения ванны свежей закалочной средой, вызывающего излишние затраты. При этом использование газа для удаления остатков закалочной среды позволяет производить щадящее и точно регулируемое удаление остатков закалочной среды без механических повреждений поверхности углеродистой стали.
Важное значение для качества произведенной углеродистой стали имеет то обстоятельство, что отклонение полосы углеродистой стали на стации изотермического выдерживания исключается до тех пор, пока внутри нее полностью не образуется бейнитная структура, так как каждое отклонение или другая механическая нагрузка на образующуюся бейнитную структуру оказывает негативное влияние на качество или количество образовавшейся бейнитной структуры, поэтому всякого рода отклонений или другой механической нагрузки во время прохождения углеродистой стали через станцию изотермического выдерживания следует избегать. Именно этот момент предлагаемого в изобретении способа позволяет избежать существенных недостатков известных способов получения бейнитной структуры.
Особые преимущества дает вариант осуществления изобретения, в котором время воздействия ванны с закалочной средой на структуру углеродистой стали выбирают таким, чтобы в ванне с закалочной средой образовывалась по существу половина бейнитной структуры углеродистой стали. Это позволяет регулировать образование бейнитной структуры таким образом, чтобы при переходе от ванны с закалочной средой к станции изотермического выдерживания надежно избежать больших перепадов температуры углеродистой стали, которые было бы труднее контролировать при меньшей степени образования бейнитной структуры. В принципе же в ванне с закалочной средой можно также формировать меньшую или большую долю бейнитной структуры, чем указанные выше примерно 50%.
Далее предпочтительно, чтобы время воздействия ванны с закалочной средой, а также время пребывания углеродистой стали на станции изотермического выдерживания соответствовали типичной общей продолжительности образования бейнита. Это, как правило, позволяет для типичных углеродистых сталей достигать полного превращения структуры из аустенитной фазы в бейнит, причем, как описано выше, можно выбирать различные доли образования бейнитной структуры в ванне и на станции изотермического выдерживания.
Для успешного достижения полного превращения структуры углеродистой стали в бейнит важно, чтобы переход от ванны с закалочной средой к станции изотермического выдерживания происходил по существу без изменения температуры углеродистой стали при продолжающемся образовании бейнитной структуры. Получение бейнита требует соблюдения точно определенных температурных условий на протяжении сравнительно длительного времени образования бейнитной структуры, причем уже небольшие изменения температуры углеродистой стали в этот период могут оказывать заметное влияние на качество структуры. Поскольку между ванной с закалочной средой и станцией изотермического выдерживания возникают различные условия контакта окружающей среды с углеродистой сталью (в частности, обычная для ванны смесь металл/соль с инертным газом), а кроме того, резкая смена среды при переходе от ванны к станции изотермического выдерживания может вызывать также скачкообразные изменения температуры углеродистой стали, особенно важно полностью избегать этого возможного пика температуры или ограничивать его допустимыми значениями. Если не избегать или не ограничивать этого пика температуры, то при прохождении через него углеродистой стали на стыке между ванной и станцией изотермического выдерживания по меньшей мере кратковременно установится состояние структуры, отличное от желаемой бейнитной структуры, что в целом снизит качество бейнитной структуры.
Для улучшения перехода между ванной с закалочной средой и станцией изотермического выдерживания может быть предпочтительным переводить углеродистую сталь со станции аустенитизации в ванну с закалочной средой осуществлялся по существу перпендикулярно к поверхности жидкого металла. Этим обеспечиваются очень равномерные и поддающиеся контролю свойства в отношении выхода углеродистой стали из ванны, одновременно благодаря резкому вертикальному выходу углеродистой стали из ванны снижается до минимума вынос закалочной среды из ванны.
В предпочтительном варианте осуществления изобретения удаление остатков ванны с поверхности углеродистой стали можно производить путем сдувания закалочной среды газом. Подобное сдувание осуществляется бесконтактно и, следовательно, не изменяет поверхность углеродистой стали, как это может случиться, например, при контактных способах, в частности при удалении остатков с помощью скребка или протягивании углеродистой стали через контактное уплотнение. К тому же сдувание при соответствующем регулировании потоков среды весьма надежно и эффективно, а необходимые, например, при контактном способе устранения устройства не подвергаются износу вследствие бесконтактного принципа действия устройств, используемых для сдувания. При этом сдувание закалочной среды может осуществляться в среде защитного газа. Благодаря сдуванию закалочной среды в среде защитного газа в зоне перехода между ванной с закалочной средой и станцией изотермического выдерживания на поверхность углеродистой стали не может попадать воздух и, следовательно, ухудшать поверхность углеродистой стали вследствие окисления или иных процессов, происходящих при доступе воздуха.
Предпочтительно также производить сдувание закалочной среды посредством термостатируемых газов, в частности термостатируемого инертного газа. Термостатирование газов или инертных газов, используемых для сдувания закалочной среды с углеродистой стали, позволяет очень точно регулировать температуру углеродистой стали, благодаря чему, несмотря на непрерывное сдувание, не нарушается образование бейнитной структуры и не происходит ее изменение. Так, термостатирование газов для сдувания закалочной среды с углеродистой стали можно отрегулировать таким образом, чтобы избежать изменения температуры углеродистой стали в процессе образования бейнитной структуры, поэтому, например, в зоне перехода между ванной с закалочной средой и станцией изотермического выдерживания можно компенсировать возникающие изменения температуры углеродистой стали. Повышение температуры углеродистой стали после выхода из ванны вследствие продолжающегося структурного превращения, обусловленное переходом в газообразную среду станции изотермического выдерживания, могло бы привести к перегреву углеродистой стали с негативными последствиями для качества бейнитной структуры. Для этого еще в одном варианте осуществления изобретения термостатирование газов для сдувания закалочной среды с углеродистой стали можно регулировать таким образом, чтобы посредством термостатируемых инертных газов отводить теплоту превращения, выделяющуюся в углеродистой стали при выходе из ванны с закалочной средой, удерживая температуру углеродистой стали по существу постоянной на уровне температуры бейнитного превращения.
Далее большое значение для качества бейнитной структуры имеет то, что в зоне сдувания закалочной среды не производят отклонения углеродистой стали направляющими роликами. Отклонение углеродистой стали в этой зоне во время образования бейнитной структуры неизбежно ведет к изменению возникающей бейнитной структуры вследствие механических воздействий и изменения температурного режима, поэтому только исключение соответствующего отклонения может обеспечить качество бейнитной структуры. Это достигается, например, за счет того, что переход углеродистой стали из ванны с закалочной средой на станцию изотермического выдерживания происходит по существу перпендикулярно к поверхности ванны. Углеродистая сталь входит в зону сдувания закалочной среды перпендикулярно к поверхности ванны и отсюда продолжает движение вертикально вверх, поэтому отклонение полосы углеродистой стали полностью происходит еще в пределах ванны и, следовательно, при очень равномерных условиях. При этом отклонение внутри ванны мало влияет или вообще не влияет на образование бейнитной структуры, так как ванна оказывает здесь соответствующее буферное действие на температурный режим углеродистой стали.
Наряду с этим длительность воздействия изотермического температурного режима на станции изотермического выдерживания важно устанавливать в зависимости от скорости прохождения углеродистой стали таким образом, чтобы обеспечить полное образование в углеродистой стали бейнитной структуры на станции изотермического выдерживания. При этом остальное превращение еще не бейнитной структуры углеродистой стали, которая вследствие технологических условий в ванне с закалочной средой еще не достигла желаемого бейнитного состояния, происходит при весьма постоянных условиях на станции изотермического выдерживания, обеспечивающей по существу идентичные условия на большом участке пути прохождения углеродистой стали и при этом не оказывающей на углеродистую сталь негативных воздействий механического или термического характера. Только в конце пути прохождения углеродистой стали через станцию изотермического выдерживания бейнитная структура в углеродистой стали образуется полностью, причем длину станции изотермического выдерживания можно рассчитать с соответствующим запасом, чтобы и при различных скоростях прохождения углеродистой стали через станцию изотермического выдерживания всегда было обеспечено полное бейнитное превращение.
Предпочтительно также пропускать углеродистую сталь после полного завершения образования бейнита через охлаждающее устройство, в котором углеродистую сталь охлаждают до температуры, исключающей изменения поверхности, прежде всего окисление или изменение окраски поверхности. Целенаправленное и как можно более быстрое охлаждение образовавшейся бейнитной структуры углеродистой стали препятствует последующим недопустимым изменениям бейнитной структуры или изменениям поверхности углеродистой стали, например окислению или другим изменениям, обусловленным окружающей средой, которым не должна подвергаться углеродистая сталь как готовый продукт. Чем короче будет этот процесс охлаждения, тем меньше времени останется у других внешних факторов, чтобы вызвать недопустимые изменения бейнитной углеродистой стали. При этом в другом варианте исполнения охлаждающее устройство может применяться в среде защитного газа, чтобы избежать изменений поверхности, прежде всего окисления или изменения окраски поверхности. Правда, еще в одном варианте исполнения возможно применение охлаждающего устройства в воздушной среде для получения такого изменения поверхности углеродистой стали, как посинение (достигаемого синим оксидированием, или воронением, стали). Подобные типы поверхности углеродистой стали требуются или целесообразны для некоторых случаев применения. Надежное предупреждение недопустимых изменений обеспечивается в том случае, если углеродистую сталь выводят из охлаждающего устройства с температурой на выходе, составляющей по существу 100°С или менее. При этих температурах термическая активация поверхности углеродистой стали еще очень мала и, как правило, уже не ведет к недопустимым изменениям поверхности.
Особенно предпочтительно в качестве закалочной среды использовать ванну расплавленного металла. Подобные ванны в принципе известны из улучшения углеродистых сталей, причем для рассматриваемого здесь способа в качестве ванны расплавленного металла целесообразно использовать ванну из соли, свинца и висмута. Такой состав ванны металла надежно обеспечивает достижение соответствующих температурных свойств, а также смачиваемости и буферного действия ванны.
Улучшение условий нагрева углеродистой стали перед входом на станцию аустенитизации достигается в том случае, если для предварительного подогрева входящей на станцию аустенитизации еще сравнительно холодной углеродистой стали пропускать ее перед входом на станцию аустенитизации через ванну подогрева, предпочтительно через зону ванны с закалочной средой. Такая ванна подогрева, в частности ванна с закалочной средой, обеспечивает очень равномерный нагрев углеродистой стали, причем путем погружения в ванну с закалочной средой обеспечивается также использование тепла превращения, так или иначе выделяющегося при закалке углеродистой стали в последующей фазе образования бейнитной структуры. Это позволяет поддерживать в ванне с закалочной средой температуру превращения углеродистой стали для образования бейнитной структуры, так как углеродистую сталь пропускают через эту ванну еще до входа на станцию аустенитизации, при этом сталь отдает выделившееся при закалке тепло углеродистой стали, которая затем входит на станцию аустенитизации еще в сравнительно холодном состоянии.
Дальнейшее улучшение условий при нагреве углеродистой стали для аустенитизации достигается, если в зоне аустенитизации углеродистой стали движение углеродистой стали направлять таким образом, чтобы еще сравнительно холодная углеродистая сталь, входящая на станцию аустенитизации, нагревалась тепловым излучением доведенной до температуры аустенитизации углеродистой стали на выходной стороне станции аустенитизации. Тепловое излучение, отдаваемое в окружающую среду частью углеродистой стали, уже имеющей температуру аустенитизации, позволяет автоматически подогревать еще находящуюся на входе часть углеродистой стали и тем самым лучше гомогенизировать углеродистую сталь и, следовательно, повышать растворимость углерода в углеродистой стали. Это также способствует образованию бейнитной структуры без дополнительных издержек на нагрев углеродистой стали. Благодаря тепловому излучению, отдаваемому поступающей, еще сравнительно холодной углеродистой стали более нагретой сталью на выходной стороне станции аустенитизации, достигают очень равномерного нагрева углеродистой стали и обеспечивают установившиеся условия выдерживания при аустенитизации, а также однородность аустенитной структуры углеродистой стали. Далее качество нагрева углеродистой стали можно улучшить путем выбора времени пребывания углеродистой стали на станции аустенитизации под воздействием отдаваемого уже более нагретой углеродистой сталью теплового излучения настолько длительным, чтобы в углеродистой стали установилась однородная аустенитная структура.
Способом нагрева углеродистой стали на станции аустенитизации может быть индукционный нагрев углеродистой стали. Разумеется, возможны и другие способы нагрева, обычно используемые в технике улучшения.
Объектом изобретения является также устройство для формирования бейнитной или сорбитной структуры в углеродистой стали, прежде всего в полосовой стали, в частности для осуществления способа по п.1, включающее в себя станцию аустенитизации, посредством которой углеродистая сталь доводится до температуры, превышающей температуру аустенитизации, ванну с закалочной средой для охлаждения аустенитизированной углеродистой стали до температуры, меньшей температуры аустенитизации, станцию изотермического выдерживания для выдерживания углеродистой стали в течение определенного времени при этой температуре превращения, а также станцию охлаждения для последующего охлаждения углеродистой стали. Усовершенствованием подобного устройства является то, что станция изотермического выдерживания выполнена по существу вертикальной, башенного типа, а длина участка пути свободного движения углеродистой стали через станцию изотермического выдерживания обеспечивает превращение остальной части структуры в бейнит без отклонения углеродистой стали. Это важно потому, что длина участка пути свободного движения углеродистой стали в пределах станции изотермического выдерживания должна быть по меньшей мере такой, чтобы превращение остальной структуры в бейнит могло происходить без отклонения углеродистой стали или иного механического воздействия на нее. Отклонение или иное механическое воздействие на углеродистую сталь во время образования бейнита на станции изотермического выдерживания могут оказывать негативное влияние на образование бейнита и ухудшать качество произведенной таким способом углеродистой стали. Поэтому остальное образование бейнита на станции изотермического выдерживания должно происходить без дальнейшего механического воздействия, например отклонения и т.п., и только по окончании полного образования бейнитной структуры углеродистой стали ее можно снова подвергать механическим воздействиям.
Далее за счет образования задаваемой доли бейнитной структуры в общей структуре углеродистой стали выгодным образом достигается минимизация объема закалочной среды в ванне. При этом в ванне с закалочной средой для инициирования бейнитного превращения может осуществляться важная первая операция превращения, а далее на станции изотермического выдерживания будет происходить остальное превращение. Поскольку градиент образования бейнитной структуры нелинеен на протяжении воздействия температуры бейнитного превращения, можно при сравнительно небольших количествах закалочной среды и более длительном по времени воздействии температуры на станции изотермического выдерживания сократить необходимое количество закалочной среды и, следовательно, в целом значительно уменьшить размеры ванны с закалочной средой по сравнению с тем, как если бы превращение в бейнитную структуру нужно было бы полностью осуществлять в такой ванне. Кроме того, за счет весьма интенсивного превращения в ванне с закалочной средой можно минимизировать время прохождения через станцию изотермического выдерживания, что позволит полностью избежать обычных отклонений полосы углеродистой стали в пределах такой станции изотермического выдерживания или по меньшей мере очень значительно сократить их. Тем самым можно при одновременном улучшении качества бейнитной структуры не только повысить экономичность способа производства, но и значительно снизить затраты на оборудование для осуществления подобного способа.
Далее важно, чтобы внутри ванны с закалочной средой направляющие ролики были расположены по схеме, обеспечивающей вывод углеродистой стали из ванны на станцию изотермического выдерживания и/или погружение в ванну полосы углеродистой стали со станции аустенитизации по существу в вертикальном направлении. Этим достигается очень определенный и равномерный переход углеродистой стали в ванну и, в частности также из ванны на станцию изотермического выдерживания, который имеет центральное значение для выдерживания температурного режима при образовании бейнитной структуры. Расположение направляющих роликов в закалочной среде и, следовательно, температура направляющих роликов, идентичная температуре закалочной среды, позволяет практически полностью избежать негативного влияния отклонения или направляющих роликов на образование структуры.
Далее между ванной с закалочной средой и станцией изотермического выдерживания может быть установлено устройство для удаления остатков закалочной среды с поверхности углеродистой стали, прежде всего устройство для сдувания закалочной среды с углеродистой стали. Подобное устройство для удаления остатков ванны с поверхности углеродистой стали служит для того, чтобы, с одной стороны, по возможности удерживать закалочную среду ванны и тем самым минимизировать потери от уноса закалочной среды, с другой стороны, подобные остатки закалочной среды на поверхности углеродистой стали могут оказывать негативное влияние на последующие операции обработки и поэтому увлечения сталью остатков закалочной среды необходимо избегать.
В другом варианте осуществления изобретения для термостатирования среды защитного газа на станции изотермического выдерживания и/или на станции охлаждения могут быть предусмотрены средства регулируемого нагрева защитного газа или водяные теплообменники. Подобные теплообменники позволяют очень точно регулировать среду защитного газа на станции изотермического выдерживания в отношении ее температуры.
Далее заданный температурный режим среды защитного газа на станции изотермического выдерживания можно поддерживать нагревателем. Разумеется, возможны и другие технологии нагрева среды защитного газа на станции изотермического выдерживания.
Для аппаратной реализации устройства предпочтительно, чтобы станция изотермического выдерживания и/или охлаждающее устройство располагались вертикально в корпусе, при необходимости общем корпусе, башенного типа. Подобный башенный корпус позволяет минимизировать необходимое монтажное пространство для вертикальной в этой зоне проводки углеродистой стали через станцию изотермического выдерживания и охлаждающее устройство, причем в другом варианте осуществления изобретения башенный корпус может быть разделен таким образом, поддерживаемая в изотермическом состоянии углеродистая сталь из ванны с закалочной средой проходила в первой камере вертикально снизу вверх, а охлаждаемая, претерпевшая полное бейнитное превращение, углеродистая сталь во второй, расположенной рядом камере - вертикально сверху вниз. Благодаря этому следующие непосредственно одна за другой операции дальнейшей обработки по меньшей мере частично бейнитной структуры выполняются также в весьма компактных пространственных условиях. Еще в одном варианте осуществления изобретения в верхней точке башенного корпуса может быть расположено отклоняющее устройство, направляющее углеродистую сталь, претерпевшую в корпусе полное бейнитное превращение, со станции изотермического выдерживания на станцию охлаждения. Это отклонение в верхней точке башенного корпуса обеспечивает компактное исполнение обеих камер обработки, расположенных в башенном корпусе.
Еще в одном предпочтительном варианте осуществления изобретения устройство можно использовать также для формирования сорбитной структуры, включающего поддержание ванны с закалочной средой при температуре, необходимой для превращения углеродистой стали в сорбит, и контактирование углеродистой стали с закалочной средой до тех пор, пока сорбитная структура не образуется полностью или почти полностью, с последующим пропусканием углеродистой стали через расположенную после ванны станцию изотермического выдерживания по существу только для охлаждения углеродистой стали с образовавшейся сорбитной структурой. Благодаря этому на одной и той же установке можно формировать образовывать как бейнитную, так и сорбитную структуру, не проводя большой реконструкции между различными технологическими процессами. Правда, необходимо обеспечить, чтобы температура в ванне расплавленного металла согласовывалась со скоростью прохождения углеродистой стали при образовании сорбитной структуры, причем действие станции изотермического выдерживания при формировании сорбитной структуры собственно больше состоит в охлаждении почти полностью образовавшейся при прохождении через ванну сорбитной структуры. Благодаря этому экономичность использования соответствующей установки еще более повышается.
Осуществление изобретения
Ниже рассмотрен предпочтительный вариант исполнения устройства для осуществления способа, поясняемый чертежом, на котором дано очень схематичное изображение в разрезе принципа конструкции устройства в соответствии с настоящим изобретением, ограниченное основными компонентами.
На чертеже очень схематично показана конструкция устройства для осуществления предлагаемого в изобретении способа, причем можно видеть и принципиальный технологический процесс.
В устройстве показаны только важные участки подобной установки для осуществления предлагаемого в изобретении способа, которые непосредственно связаны с выдерживанием стали при формировании бейнитной структуры. Углеродистая сталь 1 входит с одной стороны - на чертеже справа - по различным роликам 9 с не показанной здесь моталки в зону 10 предварительного нагрева ванны 2 с закалочной средой 21, где углеродистая сталь 1 по расположенным там роликам 11 проводится через уже нагретую закалочную среду 21. Закалочная среда 21 в левой части ванны 2 нагревается, как будет подробнее сказано ниже, поступающей в ванну 2 после прохождения станции аустенитизации 3 углеродистой сталью 1. Вследствие этого углеродистая сталь 1 подогревается в зоне 10 предварительного нагрева, после чего входит вертикально вверх на станцию аустенитизации 3, в которой, например, посредством индукционного нагревателя 4 в зоне нагрева 6 углеродистая сталь 1 нагревается до температуры аустенитизации. В верхней части станции аустенитизации 3 показано отклоняющее устройство 5, после прохождения которого углеродистая сталь 1 снова транспортируется вертикально вниз в направлении ванны 2. Затем в этой зоне 7 выравнивания температур углеродистая сталь 1 нагревается до окончательной температуры аустенитизации, причем вследствие процессов выравнивания она приобретает очень однородную аустенитную структуру и отдает в направлении зоны нагрева 6 тепловое излучение 8, которое падает на проходящую там в этот момент углеродистую сталь 1 и также участвует в ее нагреве. Благодаря такому расположению функциональных элементов в пределах станции аустенитизации 3 углеродистая сталь 1 нагревается очень равномерно и углерод внутри углеродистой стали 1 переходит в равномерный раствор.
После выхода углеродистой стали 1 с нижней стороны станции аустенитизации 3 в направлении ванны 2 углеродистая сталь 1 снова отклоняется расположенными в ванне 2 направляющими роликами 11 и при этом охлаждается в закалочной среде 21. При этом закалочная среда 21 для образования бейнитной структуры доводится до температуры около 400°С, обычно используемой для формирования бейнитной структуры углеродистых сталей 1. При проходе углеродистой стали 1 через ванну 2 в направлении к расположенным слева направляющим роликам 11 под башенным корпусом 14 углеродистая сталь 1 охлаждается до температуры бейнитизации, причем часть структуры углеродистой стали 1 превращается в бейнитную структуру. В зависимости от длительности прохождения через ванну 2 в бейнитную структуру превращается различная доля аустенитной структуры углеродистой стали 1, обычно эту долю выбирают примерно таким образом, чтобы около половины аустенитной структуры превращалось в бейнитную структуру.
После прохождения ванны 2 по расположенным слева направляющим роликам 11 углеродистая сталь 1 направляется вертикально вверх в башенный корпус 14 станцией 13 изотермического выдерживания и расположенными в ней теплообменниками 20, где происходит остальное образование бейнитной структуры по принципу, который будет описан ниже. Перед этим углеродистая сталь 1 еще входит в зону сдувающего устройства 12, в которой остатки закалочной среды посредством газовой струи сдуваются с поверхности углеродистой стали 1. При этом особенно важно, чтобы это само по себе известное устройство 12 струйного сдувания работало с использованием, например, инертных газов при таких температурах, чтобы углеродистая сталь не подвергалась воздействию температурных пиков при прохождении этого устройства 12 струйного сдувания, а чтобы образование бейнита в этой зоне продолжалось по возможности без нарушений и могло заканчиваться в зоне станции 13 изотермического выдерживания. Этому способствует также то, что углеродистая сталь 1 как вертикально входит в ванну 2 со станции аустенитизации 3, так и вертикально вверх выходит из ванны 2 в зону устройства 12 струйного сдувания и отклонение полосы углеродистой стали 1 происходит исключительно внутри ванны 2.
Станция 13 изотермического выдерживания заполнена, например, инертным газом, термостатируемым посредством теплообменника 20, температура которого выдерживается такой, чтобы температура бейнитизации внутри станции 13 изотермического выдерживания была как можно более постоянной. Благодаря этому и тому, что углеродистая сталь 1 на станции 13 изотермического выдерживания не подвергается механическим нагрузкам, остальная структура углеродистой стали 1, еще не образовавшаяся в ванне 2, может полностью превратиться в бейнитную структуру, поэтому в конце станции 13 изотермического выдерживания и непосредственно перед отклоняющим устройством 15 углеродистая сталь 1 имеет полностью бейнитную структуру.
После прохождения станции 13 изотермического выдерживания углеродистая сталь отклоняющим устройством 15 направляется в соседнюю зону башенного корпуса 14, где она входит в охлаждающее устройство 17, 18, в котором происходит охлаждение углеродистой стали 1, например, также инертным газом. При этом охладители 18 понижают температуру инертного газа в охлаждающем устройстве 17 таким образом, чтобы на выходе охлаждающего устройства 17 температура углеродистой стали 1 составляла 100°С или менее. Отсюда углеродистая сталь по ролику 9 подается на не показанный здесь в деталях намоточный барабан.
Посредством подъемного стола 19 ванну 2 можно регулировать по высоте таким образом, чтобы обеспечить, например, возможность проведения работ по техническому обслуживанию ванны 2 или нижних сторон станции аустенитизации 3 и башенного корпуса 14.
В отношении металлургических и технологических деталей процессов, происходящих в устройстве, следует сослаться на приведенное выше описание предлагаемого в изобретении способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
| СТАЛЬ С БЕЙНИТНОЙ СТРУКТУРОЙ | 2014 |
|
RU2578873C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЙНИТНЫХ РЕЛЬСОВЫХ СТАЛЕЙ | 2013 |
|
RU2608254C2 |
| СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2013 |
|
RU2532628C1 |
| СПОСОБ ВЫЯВЛЕНИЯ БЕЙНИТА В СТАЛИ | 2019 |
|
RU2734878C1 |
| Способ термомеханической обработки изделий | 1990 |
|
SU1731839A1 |
| Способ термической обработки углеродистых аустенитных сталей | 1978 |
|
SU863673A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1993 |
|
RU2034051C1 |
| Способ оценки ударной вязкости изделий из закаленной на бейнит конструкционной стали | 2022 |
|
RU2795997C1 |
Изобретение относится к области металлургии, конкретно к технологии производства горячеоцинкованной полосы повышенной прочности, предназначенной для изготовления деталей автомобиля методом штамповки Для повышения прочностных характеристик стали с сохранением высокой пластичности проводят аустенитизацию (3) углеродистой стали (1) при температуре, превышающей температуру аустенитизации, затем вводят сталь (1) в ванну (2) с закалочной средой (21) для охлаждения до температуры, меньшей температуры аустенитизации, доводят сталь (1) до температуры бейнитного превращения и выдерживают в течение определенного времени при этой температуре, при этом количество закалочной среды (21) и длительность контакта стали с закалочной средой (21) таковы, что в общей структуре углеродистой стали (1), находящейся в ванне (2) с закалочной средой (21), образуется заданная доля бейнитной структуры, при выходе углеродистой стали (1) из ванны (2) остатки закалочной среды (21) удаляют с ее поверхности воздействием газа, затем углеродистую сталь (1) перемещают через расположенную после ванны станцию (13) изотермической выдержки, в которой проводят превращение остальных составляющих структуры углеродистой стали (1) в бейнит, протекающее при температуре бейнитного превращения и без отклонения углеродистой стали (1) при ее перемещении до полного формирования в ней бейнитной структуры и окончательно охлаждают сталь (1) на станции (17, 18) охлаждения. 2 н. и 31 з.п. ф-лы, 1 ил.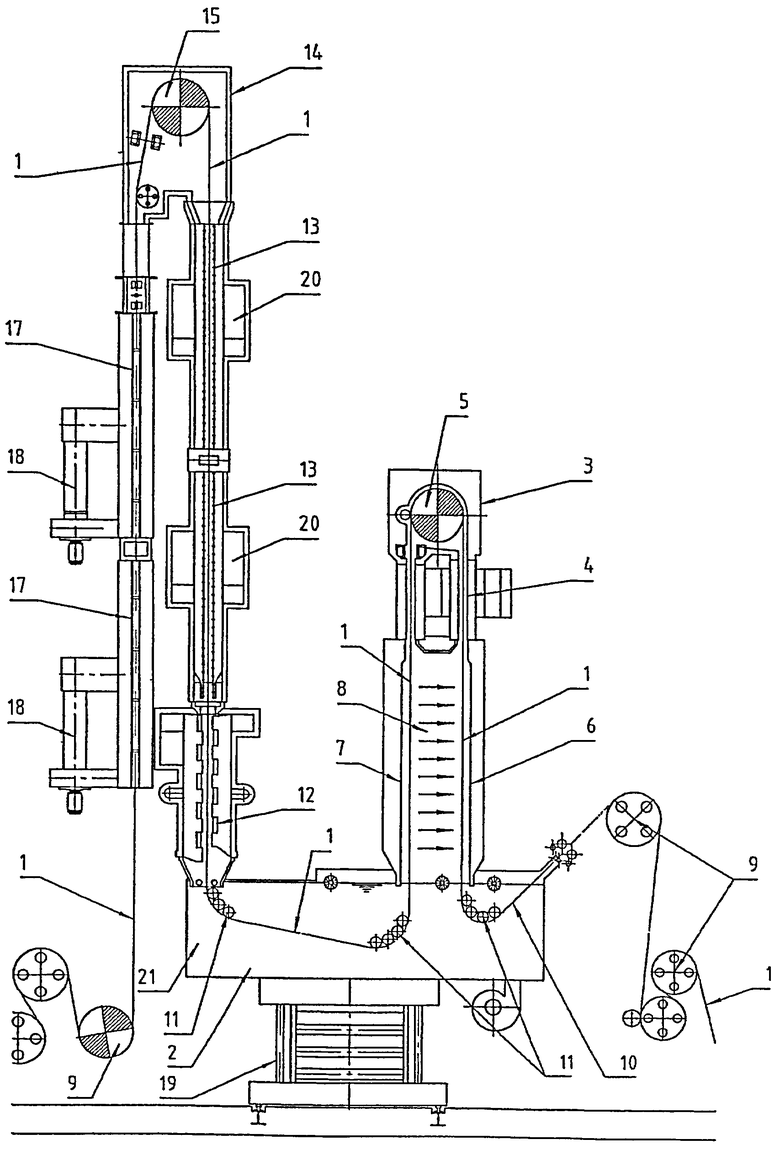
1. Способ непрерывного формирования бейнитной структуры в углеродистой стали (1), прежде всего в полосовой стали, включающий аустенитизацию (3) углеродистой стали (1) при температуре, превышающей температуру аустенитизации, введение аустенитизированной углеродистой стали (1) в ванну (2) с закалочной средой (21) для охлаждения углеродистой стали (1) до температуры, меньшей температуры аустенитизации, доведение углеродистой стали (1) до температуры бейнитного превращения и выдерживание (13) углеродистой стали (1) в течение определенного времени при этой температуре превращения с последующим охлаждением (17) углеродистой стали, причем после аустенитизации (3) углеродистую сталь (1) пропускают через ванну (2) с закалочной средой (21), при этом количество закалочной среды (21) и длительность контакта стали с закалочной средой (21) таковы, что в общей структуре углеродистой стали (1), находящейся в ванне (2) с закалочной средой (21), образуется заданная доля бейнитной структуры, при выходе углеродистой стали (1) из ванны (2) остатки закалочной среды (21) удаляют с поверхности углеродистой стали (1) воздействием газа, после чего при прохождении углеродистой стали (1) через расположенную после ванны станцию (13) изотермического выдерживания происходит превращение остальных составляющих структуры углеродистой стали (1) в бейнит, протекающее при температуре бейнитного превращения и без какого бы то ни было отклонения углеродистой стали (1) до полного формирования в ней бейнитной структуры.
2. Способ по п.1, отличающийся тем, что время воздействия ванны (2) с закалочной средой (21) на структуру углеродистой стали (1) выбирают таким, чтобы в ванне (2) с закалочной средой (21) образовывалась, по существу, половина бейнитной структуры углеродистой стали (1).
3. Способ по п.2 отличающийся тем, что время воздействия закалочной среды в ванне (2) и время пребывания углеродистой стали (1) на станции (13) изотермического выдерживания соответствуют типичной общей продолжительности образования бейнита.
4. Способ по любому из пп.1-3, отличающийся тем, что переход от ванны (2) с закалочной средой (21) к станции (13) изотермического выдерживания осуществляют, по существу, без изменения температуры углеродистой стали (1) при продолжающемся образовании бейнитной структуры.
5. Способ по п.1, отличающийся тем, что удаление остатков закалочной среды (21) с поверхности углеродистой стали (1) производят путем сдувания (12) закалочной среды с углеродистой стали (1).
6. Способ по п.5, отличающийся тем, что сдувание (12) закалочной среды (21) выполняют в среде защитного газа предпочтительно посредством термостатируемых инертных газов.
7. Способ по любому из пп.5 и 6, отличающийся тем, что термостатирование газов, предпочтительно инертных газов, для сдувания (12) закалочной среды (21) с углеродистой стали (1) регулируют таким образом, чтобы избежать изменения температуры углеродистой стали (1) при непрерывном образовании бейнитной структуры.
8. Способ по п.7, отличающийся тем, что термостатирование газов, предпочтительно инертных газов, для сдувания (12) закалочной среды (21) с углеродистой стали (1) регулируют таким образом, чтобы посредством термостатируемых инертных газов отводить теплоту превращения, выделяющуюся в углеродистой стали (1) при выходе из ванны (2) с закалочной средой, удерживая температуру углеродистой стали (1), по существу, постоянной на уровне температуры бейнитного превращения.
9. Способ по п.5, отличающийся тем, что в зоне сдувания (12) закалочной среды (21) не производят отклонение углеродистой стали (1), например, направляющими роликами (11).
10. Способ по п.1, отличающийся тем, что длительность воздействия изотермического температурного режима на станции (13) изотермического выдерживания устанавливают в зависимости от скорости прохождения углеродистой стали (1) таким образом, чтобы обеспечить полное образование в углеродистой стали (1) бейнитной структуры на станции (13) изотермического выдерживания.
11. Способ по п.1, отличающийся тем, что углеродистую сталь (1) после полного завершения образования бейнита пропускают через охлаждающее устройство (17, 18).
12. Способ по п.11, отличающийся тем, что в охлаждающем устройстве (17, 18) углеродистую сталь (1) охлаждают до температуры, исключающей изменения поверхности, прежде всего окисление, или изменение окраски поверхности.
13. Способ по п.11, отличающийся тем, что охлаждающее устройство (17, 18) применяют в среде защитного газа, чтобы избежать изменений поверхности, прежде всего окисления, или изменения окраски поверхности.
14. Способ по п.11, отличающийся тем, что охлаждающее устройство (17, 18) применяют в воздушной среде, чтобы вызвать изменение поверхности углеродистой стали в виде посинения.
15. Способ по любому из пп.11-14, отличающийся тем, что углеродистую сталь выводят из охлаждающего устройства (17, 18) с температурой на выходе, составляющей, по существу, 100°С или менее.
16. Способ по п.1, отличающийся тем, что в качестве закалочной среды (21) используют ванну расплавленного металла.
17. Способ по п.16, отличающийся тем, что в качестве закалочной среды (21) используют смесь из соли, свинца и висмута.
18. Способ по п.1, отличающийся тем, что для предварительного подогрева входящей на станцию аустенитизации (3) еще сравнительно холодной углеродистой стали (1) ее перед входом на станцию аустенитизации (3) пропускают через ванну (10) подогрева, предпочтительно через зону ванны (2) с закалочной средой (21).
19. Способ по п.1, отличающийся тем, что температуру ванны (2) с закалочной средой (21) поддерживают на уровне температуры бейнитного превращения в углеродистой стали (1) также за счет того, что углеродистую сталь (1) пропускают через эту ванну (2) еще до входа на станцию аустенитизации (3), при этом сталь отдает выделившееся при закалке тепло углеродистой стали (1), которая затем входит на станцию аустенитизации (3) в сравнительно холодном состоянии.
20. Способ по п.1, отличающийся тем, что в зоне аустенитизации углеродистой стали (1) движение углеродистой стали (1) направляют таким образом, чтобы еще сравнительно холодная углеродистая сталь (1), входящая (6) на станцию аустенитизации (3), нагревалась тепловым излучением (8) доведенной до температуры аустенитизации углеродистой стали (1) на выходной стороне станции аустенитизации (3).
21. Способ по п.20, отличающийся тем, что посредством теплового излучения (8), отдаваемого поступающей, еще сравнительно холодной углеродистой стали (1) более нагретой сталью (1) на выходной стороне (7) станции аустенитизации (3), достигают путем равномерного нагрева углеродистой стали (1) и обеспечивают установившиеся условия выдерживания при аустенитизации, а также однородность аустенитной структуры углеродистой стали (1).
22. Способ по любому из пп.20 и 21, отличающийся тем, что время пребывания углеродистой стали (1) на станции аустенитизации (3) под действием теплового излучения (8), отдаваемого уже более нагретой углеродистой сталью (1), выбирают настолько длительным, чтобы в углеродистой стали (1) установилась однородная аустенитная структура.
23. Способ по п.1, отличающийся тем, что углеродистую сталь (1) на станции аустенитизации (3) подвергают индукционному нагреву.
24. Устройство для формирования бейнитной структуры в углеродистой стали (1), прежде всего в полосовой стали, включающее станцию аустенитизации (3), в которой углеродистую сталь (1) нагревают до температуры, превышающей температуру аустенитизации, ванну (2) с закалочной средой (21) для охлаждения аустенитизированной углеродистой стали (1) до температуры, меньшей температуры аустенитизации, станцию (13) изотермического выдерживания углеродистой стали (1) в течение определенного времени при температуре бейнитного превращения, а также станцию охлаждения (17, 18) для последующего охлаждения углеродистой стали (1), отличающееся тем, что станция (13) изотермического выдерживания выполнена, по существу, вертикальной, башенного типа, а длина участка пути свободного движения углеродистой стали (1) через станцию (13) изотермического выдерживания обеспечивает превращение остальной части структуры в бейнит без отклонения углеродистой стали (1) при ее перемещении.
25. Устройство по п.24, отличающееся тем, что для образования заданной доли бейнитной структуры в общей структуре углеродистой стали (1) объем закалочной среды (21) в ванне (2) минимизирован.
26. Устройство по любому из пп.24 и 25, отличающееся тем, что внутри ванны (2) с закалочной средой (21) направляющие ролики (11) расположены по схеме, обеспечивающей вывод углеродистой стали (1) из ванны (2) на станцию (13) изотермического выдерживания и/или погружение в ванну (2) полосы углеродистой стали (1) со станции аустенитизации (3), по существу, в вертикальном направлении.
27. Устройство по п.24, отличающееся тем, что между ванной (2) с закалочной средой (21) и станцией (13) изотермического выдерживания установлено устройство (12) для удаления остатков закалочной среды (21) с поверхности углеродистой стали (1), прежде всего устройство (12) для сдувания закалочной среды (21) с углеродистой стали (1).
28. Устройство по п.24, отличающееся тем, что для термостатирования среды защитного газа на станции (13) изотермического выдерживания и/или на станции охлаждения (17, 18) предусмотрены средства регулируемого нагрева защитного газа или водяные теплообменники (18).
29. Устройство по п.28, отличающееся тем, что заданный температурный режим среды защитного газа на станции (13) изотермического выдерживания поддерживается нагревателем.
30. Устройство по п.24, отличающееся тем, что углеродистая сталь (1) проходит зону аустенитизации таким образом, чтобы входящая на станцию аустенитизации (3), еще сравнительно холодная углеродистая сталь (1) нагревалась тепловым излучением (8) доведенной до температуры аустенитизации углеродистой стали (1) на выходной стороне станции аустенитизации (3).
31. Устройство по п.24, отличающееся тем, что станция (13) изотермической выдержки, выполненная, по существу, башенного типа, имеет корпус (14), разделенный таким образом, что поддерживаемая в изотермическом состоянии углеродистая сталь (1) из ванны (2) с закалочной средой (21) проходит в первой камере (13) вертикально снизу вверх, а охлаждаемая углеродистая сталь (1) во второй, расположенной рядом камере (17) - вертикально сверху вниз.
32. Устройство по п.31, отличающееся тем, что в верхней точке корпуса (14) расположено отклоняющее устройство (15), направляющее углеродистую сталь (1), претерпевшую в корпусе полное бейнитное превращение, со станции (13) изотермического выдерживания на станцию охлаждения (17, 18).
33. Устройство по п.24, отличающееся тем, что ванна (2) с закалочной средой (21) заполнена смесью соли, свинца и висмута.
| US 2002100522 A1, 21.04.1978 | |||
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ | 2002 |
|
RU2238987C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| US 4052235 A, 04.10.1977. | |||

