Область техники
Изобретение относится к способу термообработки партий отжигаемого металла, который после выдувания воздуха продувочным газом нагревают в камере отжига в защитном газе до заданной температуры обработки, причем защитный газ в зависимости от скопления загрязнений транспортируют через камеру отжига в разных количествах.
Уровень техники
Металлические полосы и проволоки подвергают для рекристаллизации термообработки в защитном газе, который должен, прежде всего, воспрепятствовать из-за кислорода процессы окисления на поверхности отжигаемого металла. При этом сначала из камеры отжига посредством негорючего газа, преимущественно азота, выдувают воздух, пока содержание кислорода не понизится до допустимой максимальной величины, прежде чем будет проведена термообработка в защитном газе, например, азоте или водороде. Поскольку на отжигаемом металле обычно находятся остатки смазки, при нагреве отжигаемого металла до температуры обработки эти загрязнения на испарительной фазе испаряются, причем испарившиеся загрязнения разбавляются транспортируемым через камеру отжига защитным газом и выдуваются. По экономическим соображениям количеством транспортируемого через камеру отжига защитного газа управляют при этом в зависимости от соответственно скапливающегося количества испарившихся загрязнений. С возрастанием температуры поверхности отжигаемого металла быстро возрастает, прежде всего, количество испарившихся загрязнений, а затем снова уменьшается после испарения основного количества загрязнений, несмотря на возрастающие температуры поверхности. Количество испарившихся загрязнений на испарительной фазе определяет во время основного скопления испаряющихся загрязнений наибольший поток транспортируемого через камеру отжига защитного газа, причем по мере уменьшения испаряющихся загрязнений и увеличения разбавления загрязнений в защитном газе транспортируемое через камеру отжига количество защитного газа может быть уменьшено, пока к концу термообработки в камере отжига не окажется лишь такой остаток загрязнений, который больше не влияет на обработку отжигаемого металла, так что при его охлаждении следует компенсировать лишь обусловленное теплом уменьшение объема для поддержания заданного минимального давления в камере отжига. Несмотря на такое согласование с испарительной фазой транспортируемого через камеру отжига количества защитного газа, используемое на каждую партию количество защитного газа остается, однако, сравнительно высоким.
Изложение изобретения
В основе изобретения поставлена задача создания способа описанного выше типа для термообработки отжигаемого металла так, чтобы можно было уменьшить требуемое на каждую партию количество защитного газа.
Эта задача решается за счет того, что удаленный после основного скопления загрязнений из камеры отжига и загрязненный остаточным количеством загрязнений защитный газ, при необходимости после временного хранения во время основного скопления загрязнений следующей партии, транспортируют в камеру отжига, прежде чем в нее будет введен незагрязненный защитный газ.
В основе изобретения лежит тот факт, что соответственно высокая степень очистки защитного газа требуется только в конце термообработки отжигаемого металла, так что во время основного скопления загрязнений через камеру отжига может транспортироваться также загрязненный такими загрязнениями защитный газ, если ограничено загрязнение и, тем самым, обеспечено достаточное разбавляющее действие. По этой причине удаленный из камеры отжига после основного скопления загрязнений, загрязненный их остаточным количеством защитный газ может быть во время основного скопления загрязнений снова транспортироваться в камеру отжига, так что значительная часть обычно удаляемого количества защитного газа от предыдущей партии может быть снова использована, не оказывая влияния на обработку отжигаемого металла. Незагрязненный защитный газ используют лишь в такой степени, которая в конце термообработки обеспечивает в значительной мере свободную от загрязнений атмосферу защитного газа, имеющуюся также при традиционной термообработке. Чтобы удаленный при термообработке одной партии, загрязненный ограниченным остаточным количеством загрязнений защитный газ можно было использовать для термообработки следующей партии, удаленный из камеры отжига защитный газ может быть введен в дополнительную камеру отжига, эксплуатируемую параллельно, однако загрузкой со сдвигом по времени. Само собой, возможно также временное хранение удаленного из камеры отжига защитного газа, что гарантирует использование, согласно изобретению, защитного газа при наличии только одной камеры отжига и делает загрузку нескольких камер отжига независимой по времени друг от друга.
Аналогичным образом также загрязненный к концу процесса продувки остаточным количеством кислорода продувочный газ может быть использован для следующей партии, причем использование этого продувочного газа с остаточным количеством загрязнений для следующей партии зависит от того, находит ли применение продувочный газ в качестве защитного газа или нет. Например, при использовании азота в качестве продувочного и защитного газа удаленный из камеры отжига продувочный газ при соответственно небольшом загрязнении остаточным содержанием кислорода может быть введен в камеру отжига также во время следующей за процессом продувки термообработки, что невозможно у разных газов для продувки и термообработки.
Поскольку, в частности, при термообработке отжигаемого металла с поверхностными загрязнениями в области окончания испарительной фазы скопление загрязнений уменьшается асимптотически, для временно хранящегося, удаленного из камеры отжига защитного газа возникает среднее загрязнение, которое в отношении условий в камере отжига на испарительной фазе следует ограничить вверх. Чтобы заданное верхнее пороговое значение можно было соблюдать простым образом, загрязненный защитный или продувочный газ можно подвергнуть временному хранению, если доля его загрязнений ниже верхнего предельного значения, которое на 10% выше средней доли загрязнений временно хранящегося защитного или продувочного газа.
Краткое описание чертежей
Изобретение более подробно поясняется с помощью чертежей, на которых изображают:
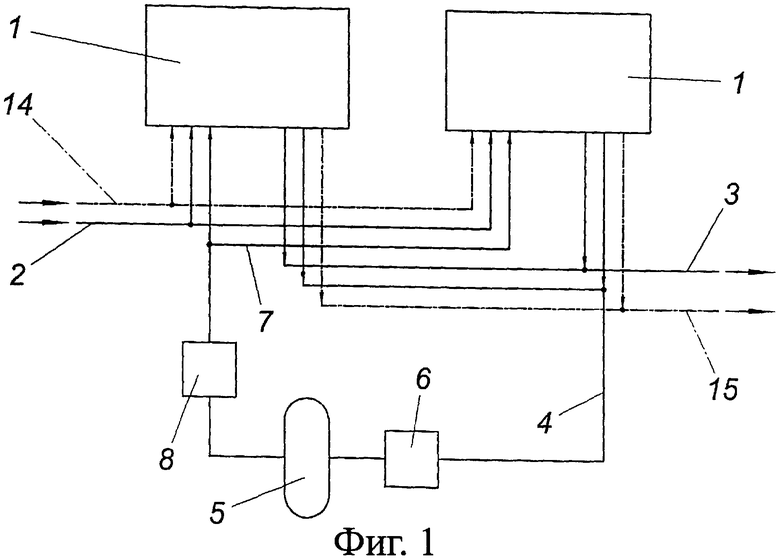
- фиг.1 блок-схему установки для термообработки отжигаемого металла способом согласно изобретению;
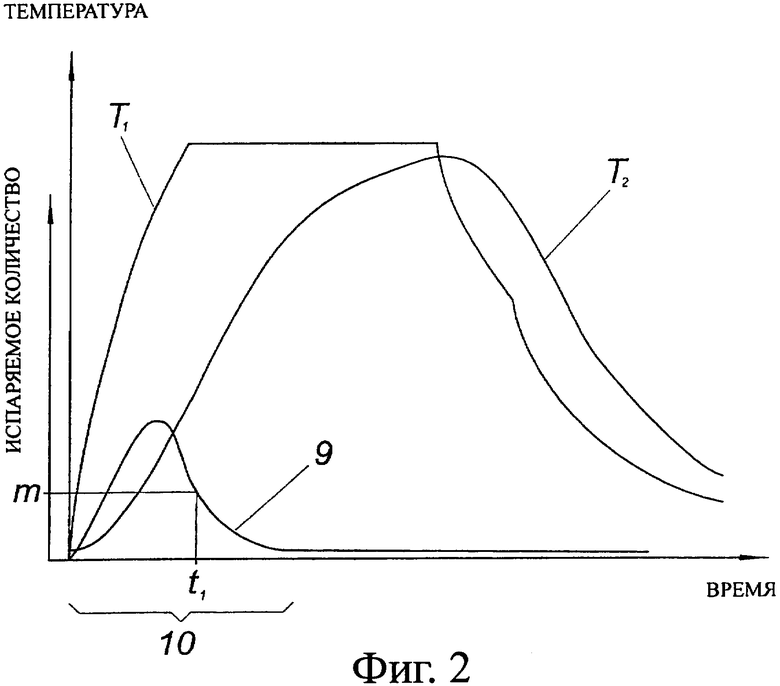
- фиг.2 температурную характеристику отжигаемого металла в зависимости от времени обработки на поверхности и внутри металла, а также возникающее при этом скопление испаряющихся загрязнений;
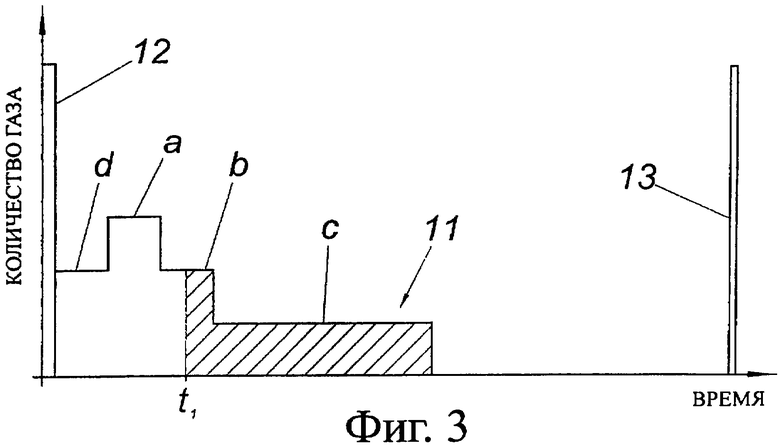
- фиг.3 возникшую в течение времени обработки потребность в защитном газе.
Пути реализации изобретения
На фиг.1 для термообработки отжигаемого металла, например рулонов металлической полосы или проволоки, предусмотрены камеры 1 отжига, загружаемые партиями отжигаемого металла. Эти образованные, например, колпаковыми печами камеры 1 отжига традиционным образом присоединены к подающему 2 и отводящему 3 трубопроводам для защитного газа. Кроме того, предусмотрен выпускной газопровод 4, через который может загружаться накопитель 5, а именно в данном примере с помощью компрессора 6. Разгружаться накопитель 5 может через присоединенный к камерам 1 отжига трубопровод 7, который соединен с накопителем 5 посредством устройства 8 для регулирования давления.
При нагреве отжигаемого металла в соответствующих камерах 1 отжига в атмосфере защитного газа после процесса продувки с помощью продувочного газа на поверхности отжигаемого металла возникает температурная характеристика T1. Кривая Т2 обозначает температурную характеристику внутри отжигаемого металла. За счет нагрева его поверхности приставшие к ней остатки смазки испаряются, причем согласно кривой 9, характеризующей испаряющиеся на испарительной фазе количества загрязнений, сначала испаряющиеся количества загрязнений сильно возрастают с температурой T1 поверхности, а затем вследствие возрастающей очистки поверхности уменьшаются и приближаются к остаточному значению, которым можно пренебречь. Это значит, что в области основного скопления испаряющихся загрязнений через камеры 1 отжига приходится транспортировать максимальное количество защитного газа, чтобы обеспечить выдувание и, тем самым, разбавление загрязнений. На фиг.3 соответственно требуемое количество защитного газа обозначено ломаной кривой 11. Отрезок а соответствует наибольшей потребности в защитном газе во время основного скопления испаряющихся загрязнений. Поскольку это основное скопление загрязнений не нужно разбавлять и выдувать незагрязненным защитным газом из подающего трубопровода 2, для этого используется лишь ограниченно загрязненный защитный газ из накопителя 5. Этот предварительно загрязненный защитный газ, дополнительно загрязненный основным скоплением загрязнений, удаляется из камеры 1 отжига и утилизируется или сжигается, если речь идет о горючем защитном газе. Вслед за отрезком а на отрезках b и с к камерам 1 отжига подается незагрязненный защитный газ из подающего трубопровода 2, чтобы обеспечить внутри них соответствующую очистку атмосферы защитного газа, если прерывается термообработка и начинается фаза охлаждения. Поскольку с уменьшением скопления испаряющихся загрязнений в соответствии с падающей ветвью кривой 9 и подачей незагрязненного защитного газа уменьшается его загрязнение испаряющимися загрязнениями, удаленный из камер 1 отжига, лишь незначительно загрязненный испаряющимися загрязнениями защитный газ может временно храниться при следующей партии. Для этой цели этот защитный газ подают по трубопроводу 4 к компрессору 6 для загрузки накопителя 5. Вследствие уменьшающейся по окончании испарительной фазы 10 скорости испарения в накопителе 5 происходит среднее загрязнение защитного газа испарившимися загрязнениями. Чтобы это среднее значение можно было поддерживать в пределах заданного предельного значения, газоотвод из камер 1 отжига может начинаться по трубопроводу 4 тогда, когда загрязнение удаленного защитного газа ниже верхнего предельного значения m, которое на 10% выше средней доли загрязнений временно хранящегося в накопителе 5 защитного газа. Загрязненный защитный газ из накопителя 5 может использоваться затем для начала испарительной фазы 10 следующей партии, а именно в области отрезков d и а кривой 11. Если в момент t1 достигнуто верхнее предельное значение m загрязнения удаляемого защитного газа на испарительной фазе 10, то в накопителе 5 может быть накоплено количество защитного газа, обозначенное на фиг.3 заштрихованной областью.
Если в качестве защитного газа используется горючий защитный газ, например водород, то воздух из камер 1 отжига перед каждым отжигом нельзя выдувать горючим защитным газом, а, напротив, следует использовать негорючий продувочный газ. На фиг.3 это использование продувочного газа обозначено кривой 12. Аналогичным образом горючий защитный газ перед вентиляцией камер 1 отжига в конце фазы охлаждения необходимо выдувать с помощью негорючего продувочного газа, как это обозначено кривой 13. На фиг.1 подающий трубопровод для продувочного газа обозначен поз.14. Удаление продувочного газа происходит по трубопроводу 15.
Само собой, изобретение не ограничено изображенным примером. Так, можно отказаться от накопителя 5, если загрузка камер 1 отжига происходит со сдвигом по времени так, что удаленное, начиная с момента t1, из одной камеры 1 отжига количество защитного газа подается к другой камере 1 отжига, а именно во время основного скопления испаряющихся загрязнений, так что необходимое количество защитного газа на отрезках d и а на фиг.3, по меньшей мере, частично может быть покрыто количеством защитного газа, удаленного из соответственно другой камеры 1 отжига.
Кроме того, возможно частичное повторное использование продувочного газа, использованного в соответствии с кривыми 12 и 13, если эти продувочные газы из камеры 1 отжига имеют соответственно небольшую долю загрязнений, определяемых при выдувании воздуха кислородом воздуха и при выдувании защитного газа защитным газом. Лишь сравнительно немного загрязненный продувочный газ может предпочтительно использоваться при следующей партии в начале процессов продувки. Если продувочный газ соответствует защитному газу, то, само собой, возможно использование незначительно загрязненного продувочного газа также во время термообработки в атмосфере защитного газа описанным образом.
Изобретение относится к области термообработки. Для уменьшения количества защитного газа в процессе термообработки партий отжигаемого металла после выдувания воздуха из камеры отжига продувочным газом металл нагревают в камере отжига в защитном газе до заданной температуры обработки, причем защитный газ в зависимости от скопления загрязнений транспортируют через камеру отжига в разных количествах, при этом удаленный после основного скопления загрязнений из камеры отжига и загрязненный остаточным количеством загрязнений защитный газ, при необходимости после временного хранения во время основного скопления загрязнений следующей партии, транспортируют в камеру отжига, прежде чем в нее будет введен незагрязненный защитный газ. 2 з.п. ф-лы, 3 ил.
1. Способ термообработки партий отжигаемого металла, который после выдувания воздуха продувочным газом нагревают в камере отжига в защитном газе до заданной температуры обработки, причем защитный газ в зависимости от скопления загрязнений транспортируют через камеру отжига в разных количествах, отличающийся тем, что удаленный после основного скопления загрязнений из камеры отжига и загрязненный остаточным количеством загрязнений защитный газ, при необходимости после временного хранения во время основного скопления загрязнений следующей партии, транспортируют в камеру отжига, прежде чем в нее будет введен незагрязненный защитный газ.
2. Способ по п.1, отличающийся тем, что загрязненный к концу процесса продувки остаточным количеством кислорода продувочный газ удаляют из камеры отжига и, при необходимости после временного хранения, транспортируют при следующей партии в камеру отжига.
3. Способ по п.1 или 2, отличающийся тем, что загрязненный защитный или продувочный газ временно хранят, если доля его загрязнений ниже верхнего предельного значения, которое на 10% выше средней доли загрязнений временно хранящегося защитного или продувочного газа.
| US 5158625 A, 27.10.1992 | |||
| Устройство для контроля блоков оперативной памяти | 1973 |
|
SU484569A1 |
| СПОСОБ ДВУХСТУПЕНЧАТОГО ЛАЗЕРНОГО ПОЛУЧЕНИЯ ВЫСОКООБОГАЩЕННОГО ИЗОТОПА С-13 | 2002 |
|
RU2228215C2 |
| Способ нагрева и охлаждения садки в колпаковых печах | 1984 |
|
SU1261966A1 |

