Изобретение относится к изготовлению сборных изделий из эластичных материалов типа прорезиненных тканей и материалов с полимерными покрытиями, в частности к способам изготовления полых резинотканевых изделий, например надувных плавательных средств.
Известен способ изготовления сборных резинотканевых изделий, при котором полотно прорезиненного материала сматывают с рулона, центрируют, размечают на полотне контуры заготовок изделия, выкраивают заготовки с прямолинейными и криволинейными продольными и прямолинейными поперечными контурами сторон, осуществляют обработку заготовок согласно принятой технологии, наносят клеевые покрытия на продольные криволинейные кромки заготовок, сушат покрытия и соединяют заготовки между собой по их продольным криволинейным кромкам поперечными швами, образуя сборные полотнища изделий, накладывают на поперечные швы герметизирующие ленты с обеих сторон, обрабатывают продольные кромки сборных полотнищ и соединяют их между собой продольными швами, образуя трубчатые сборные полотнища, накладывают на их продольные швы ленты, монтируют эластичные перегородки и соединяют окончания трубчатых сборных полотнищ кольцевыми швами с получением замкнутого по периметру полого изделия, наполняют его воздухом и монтируют к нему накладные детали.
Однако этот способ рассчитан на поштучную обработку предварительно выкроенных из настилов полотнищ заготовок согласно принятой технологии с последующим раздельным поштучным изготовлением изделий и непригоден для непрерывного изготовления заготовок из рулонного полотна материала с их непрерывной обработкой и соединением между собой в едином потоке, что увеличивает производственный цикл и трудоемкость изготовления изделий и ведет к нерациональному расходу материалов и производственных площадей.
Технический результат изобретения состоит в разработке способа, обеспечивающего непpерывное поточное изготовление полых резинотканевых изделий.
Для достижения технического результата в способе изготовления полых резинотканевых изделий для изготовления изделия используют два рулонных полотна одного прорезиненного материала разной ширины, полотна обрабатывают сначала раздельно друг от друга по контурам трех различных групп заготовок, образующих в изделиях прилегающие друг к другу участки, при этом крайнюю заготовку изделия выполняют составной по ширине из двух симметричных частей с прямолинейными продольными кромками для соединения частей между собой, контуры заготовок и частей заготовки размечают и обрабатывают на движущихся полотнах в непрерывно чередующихся по их длинам прямоугольных кусках в соответствии с длиной заготовки, продольными сторонами кусков являются продольные кромки обрабатываемых полотен, выполняют прорези по кромкам контуров обрабатываемых заготовок и составных частей с оставлением непрорезанных перемычек контуров их поперечных сторон, расположенных напротив окончаний прорезей контуров продольных сторон, смещают вершины криволинейных продольных контуров части заготовок и составных частей в продольном направлении в кусках полотен к одной их поперечной стороне, а вершины контуров смежных заготовок, прилегающих к указанным заготовкам по ширине кусков, на ту же величину в продольном направлении к другой поперечной стороне, закатывают полотна в раздельные рулоны, после чего последующую обработку полотен производят одновременно в параллельных потоках, разматывают полотна с рулонов и при их одновременном перемещении осуществляют нанесение клеевых покрытий на них вдоль прорезей кромок контуров заготовок и составных частей и промазывают обработанные участки полотен внутри контуров заготовок с их нелицевой стороны, после просушки покрытий отделяют заготовки и составные части друг от друга прорезанием перемычек и соединяют их в определенной последовательности между собой по их прямолинейным и криволинейным продольным кромкам для образования сборного полотнища отдельного изделия, причем поперечными кромками сборного полотнища являются прямолинейные продольные кромки частей составной заготовки, при этом замкнутое по периметру полое изделие получают соединением продольных и поперечных кромок сборного полотнища, а перед соединением последних монтируют на подготовленные участки эластичные перегородки и клапаны наполнения.
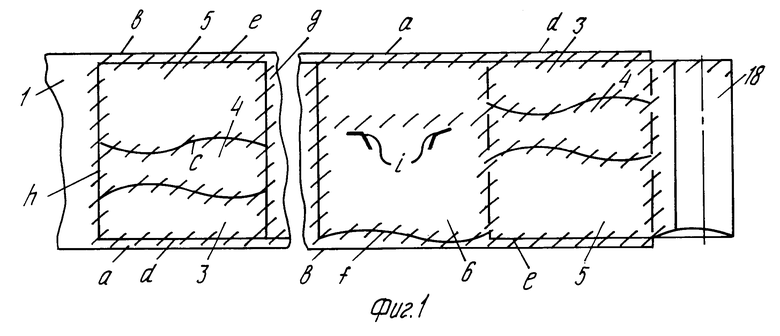
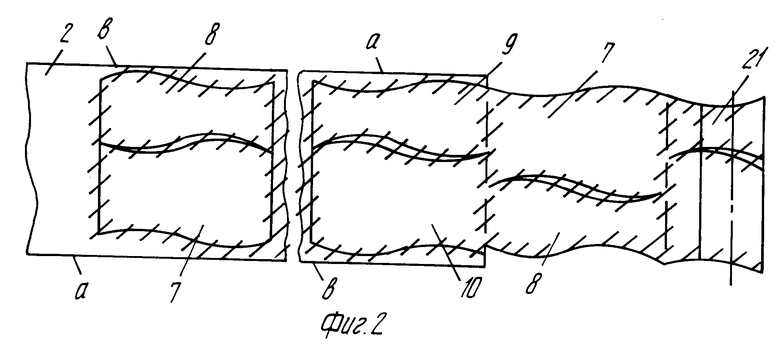
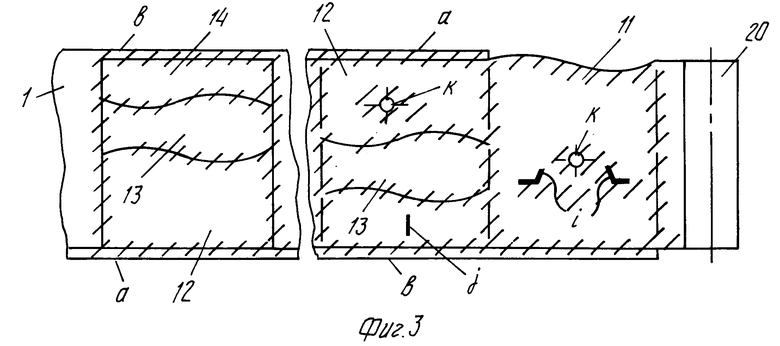
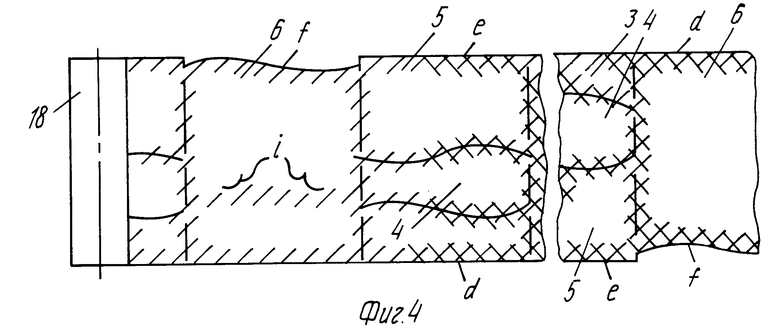
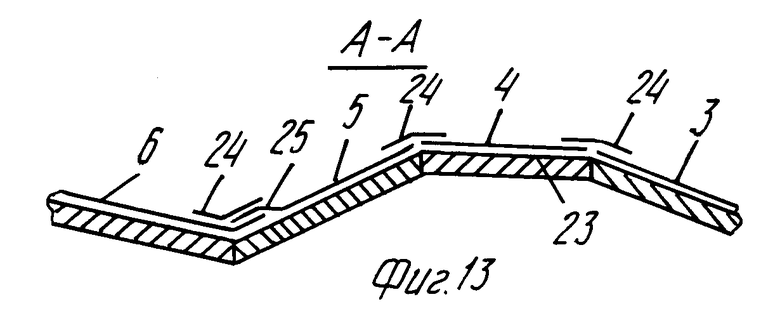
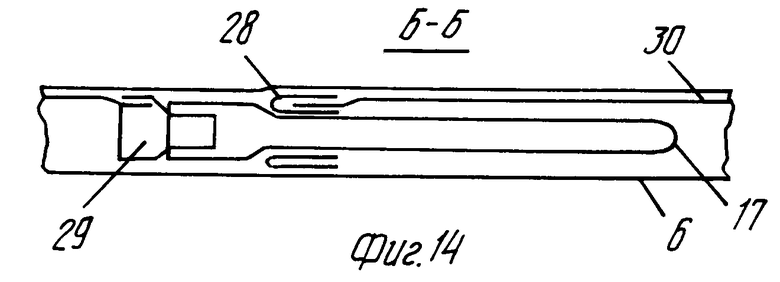
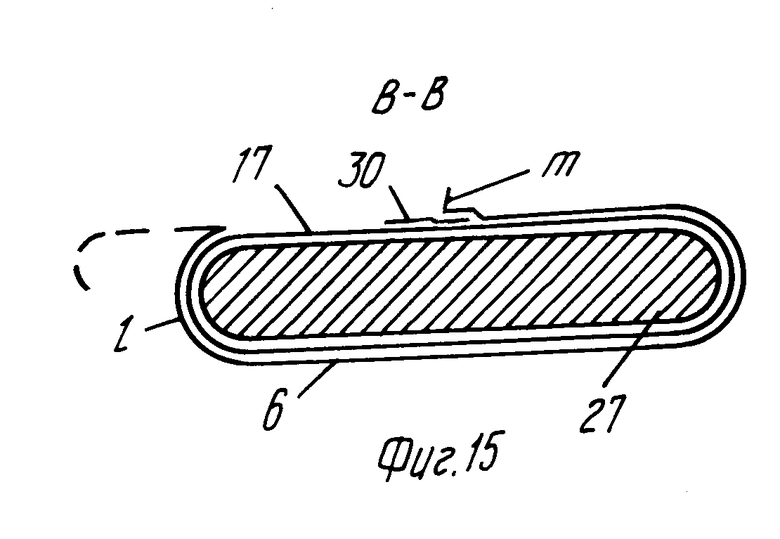
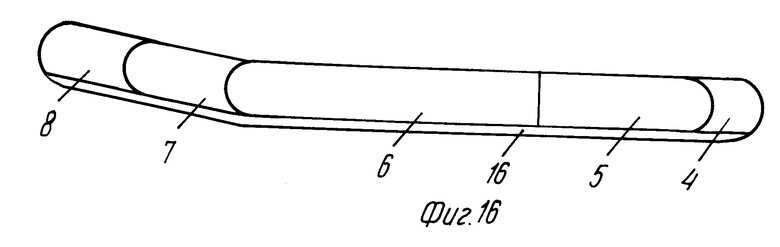
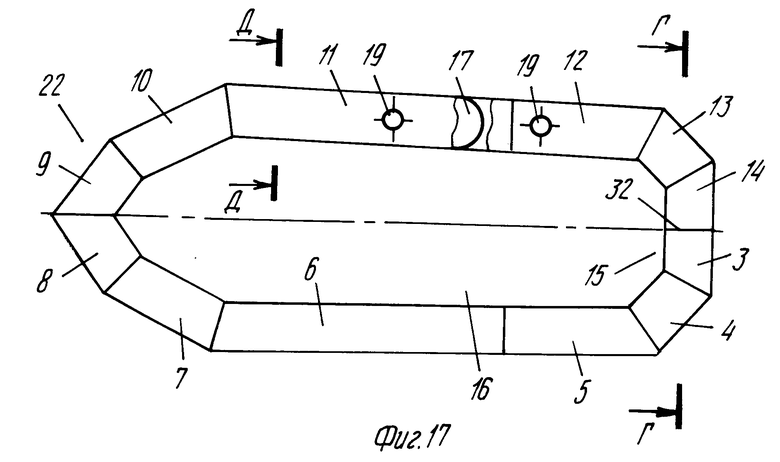
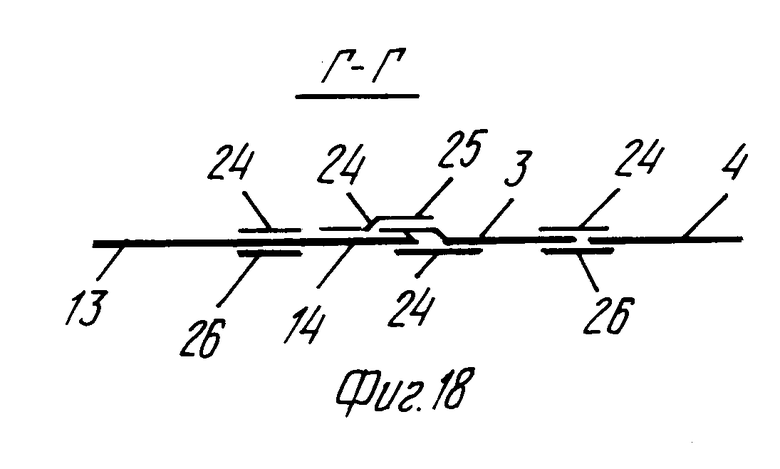
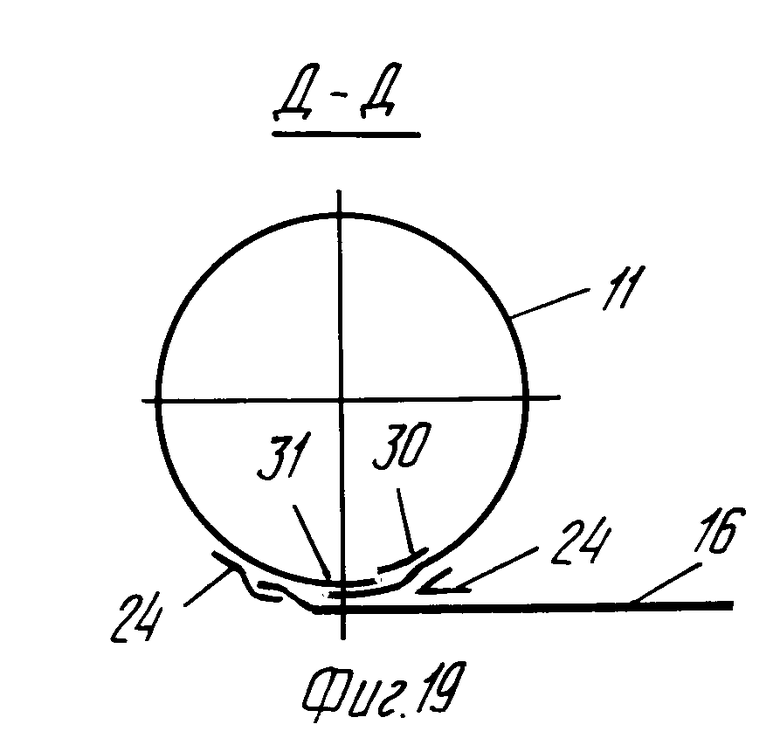
На фиг.1 3 изображены куски полотен прорезиненного материала на различных стадиях их обработки по контурам групп заготовок надувной лодки; на фиг. 4-9 то же, на различных стадиях изготовления групп заготовок; на фиг.10-12 последовательность сборки изделий; на фиг.13 сечение А-А на фиг.10; на фиг. 14 сечение Б-Б на фиг.12; на фиг.15 сечение В-В на фиг.12; на фиг.16 надувная лодка, вид спереди; на фиг.17 то же, вид сверху; на фиг.18 сечение Г-Г на фиг.17; на фиг.19 сечение Д-Д на фиг.17.
Изготовление полых резинотканевых изделий осуществляют следующим образом.
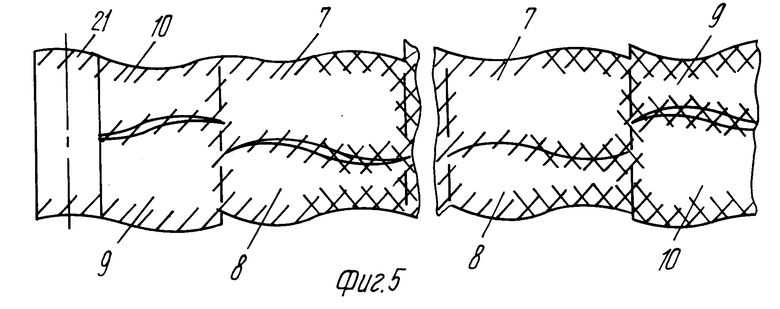
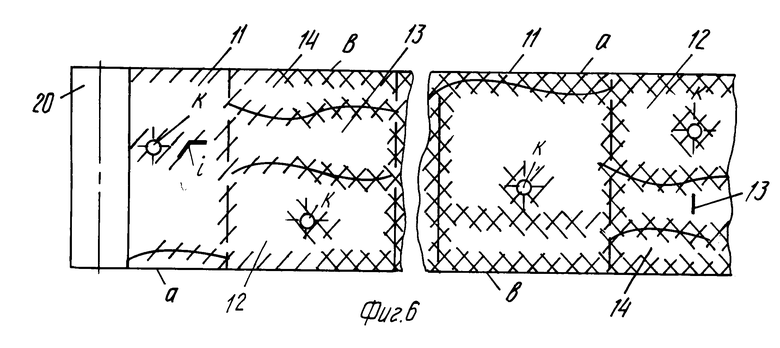
Для изготовления изделий, в частности надувных лодок, используют два рулонных полотна 1 и 2 одного прорезиненного материала разной ширины, которые обрабатывают сначала раздельно друг от друга по контурам трех различных групп заготовок 3-6, 7-10 и 11-14, образующих в изделиях прилегающие друг к другу участки, при этом крайнюю заготовку 15 изделия (фиг.17) выполняют составной по ширине из двух симметричных частей 3 и 14 с прямолинейными продольными кромками для соединения частей 3 и 14 между собой (фиг.1-3,17). Полотно 1 прорезиненной ткани, являющееся материалом для изготовления заготовок 4-6 и частей 3 заготовок 15 изделия, непрерывно сматывают с рулона материала, установленного в приводной механизм размотки (не показан), и пропускают его непрерывно через последовательно установленные по ходу перемещения полотна приводные механизмы центрирования, обработки поверхностей, раскроя и закатки (не показаны), в которых производят центрирование сматываемого с рулона движущегося полотна 1 материала по его продольной кромке а, и пропускают далее сцентрированное полотно 1 материала через устройства для двухсторонней обработки его поверхностей. При применении для изготовления изделий каландрованного прорезиненного полотна материала склеиваемые участки поверхностей заготовок согласно принятой технологии подлежат шерохованию в шероховальном устройстве, в котором производят непрерывное шерохование поверхности движущегося полотна 1 материала по контуру заготовок 4-6 и частей 3 с их лицевой стороны, которые размещают и обрабатывают на движущемся полотне 1 материала в непрерывно чередующихся по его длине прямоугольных кусках в соответствии с длиной заготовок 4-6 и частей 3, а продольными сторонами кусков являются продольные кромки а и b обрабатываемого полотна 1 материала (изображено соответственно тонкими линиями и односторонней штриховкой в левой части фиг.1). При этом смещают вершины криволинейных продольных контуров с заготовок 4 в кусках полотна 1 материала в продольном направлении к их поперечной стороне g, а вершины смежных по ширине кусков криволинейных продольных сторон с заготовок 5 и частей 3 в продольном направлении на ту же величину к другой поперечной стороне h кусков. Одновременно с шерохованием полотна материала по контурам заготовок 4-6 и частей 3 производят шерохование участков различной конфигурации внутри контуров заготовок для крепления к ним накладных деталей изделий эластичных формовых опор сидений, уключин, шайб леера (не показаны) и эластичных днищ 16. При выходе переднего конца отшерохованного с одной стороны полотна 1 материала из первого шероховального устройства разворачивают его на 180о на другую сторону и производят непрерывное шерохование движущегося полотна материала по контурам заготовок 4-6, частей 3 и участкам внутри их контуров для крепления к ним эластичных перегородок 17 и одновременно производят нанесение разметочных линий i внутри контуров заготовок 6 их отшероховыванием для центрированного крепления к заготовкам 6 эластичных перегородок 17 (фиг.1 средняя часть). Размеченный и обработанный с обеих сторон передний конец полотна 1 материала заправляют далее в устройство продольного раскроя, в котором производят непрерывное раскраивание обрабатываемого движущегося полотна 1 материала по кромкам контуров с и f продольных сторон обрабатываемых заготовок 4-6 и частей 3, а затем перемещают обрабатываемое полотно через устройство поперечного раскроя, в котором выполняют прорези по кромкам контуров поперечных сторон g и h обрабатываемых заготовок 4-6 и частей 3 с оставлением непрорезанных перемычек контуров их поперечных сторон g и h, расположенных напротив окончаний прорезей контуров продольных сторон с f (изображено контурными линиями в правой части фиг. 1), и закатывают обработанное прорезное полотно 1 в закаточном устройстве (не изображено) в рулон 18. При применении для изготовления изделий тонколистового прорезиненного полотна материала, не подлежащего шерохованию, производят двухстороннюю разметку на полотне участков внутри контуров изготавливаемых заготовок для центрированного крепления к ним накладных деталей изделий.
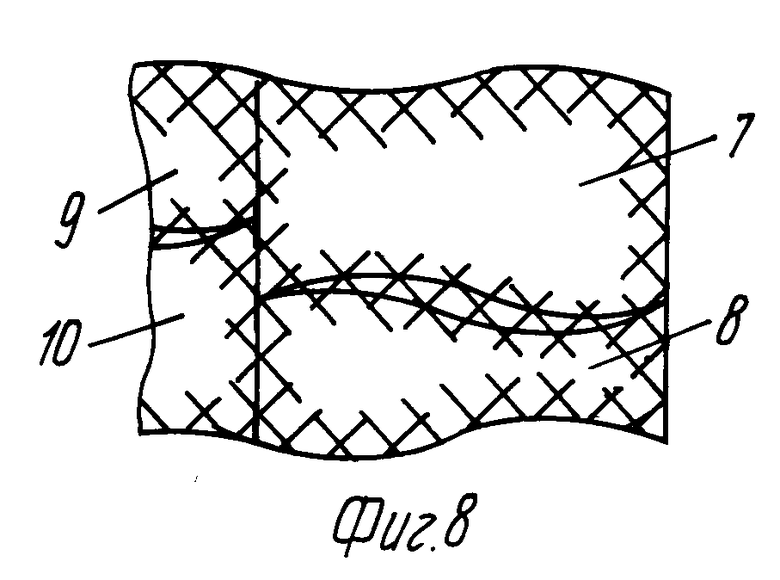
Аналогично описанному производят обработку рулонного прорезиненного полотна 1 по контурам другой группы заготовок 11-13 и частям 14 составной заготовки 15 изделия (фиг.3, 17). При этом в шероховальном устройстве одновременно с шерохованием полотна по контурам заготовок 11-13, частей 14 и участкам внутри их контуров производят одновременное шерохование участков внутри контуров заготовок 11 и 12 для крепления к ним клапанов 19 наполнения и отшероховывают на частях 14 метки j для центрированного присоединения к ним частей 3 составных концевых заготовок 15 изделия, а при поперечном раскрое обрабатываемого полотна 1 материала по кромкам поперечных сторон заготовок 11-13 и частей 14 вырезают в заготовках 11 и 12 отверстия k для монтирования в заготовках клапанов 19 наполнения (изображено соответственно односторонней штриховкой и контурными линиями в правой части фиг.3) и закатывают обработанное по контурам заготовок 11-13 и частей 14 прорезное полотно материала в другой рулон 20, а контуры заготовок 7-10 носового отсека камер лодок обрабатывают из другого рулонного полотна 2 прорезиненного материала меньшей ширины (аналогично обработке полотна 1 материала) и закатывают его после обработки в раздельный рулон 21 (фиг.2).
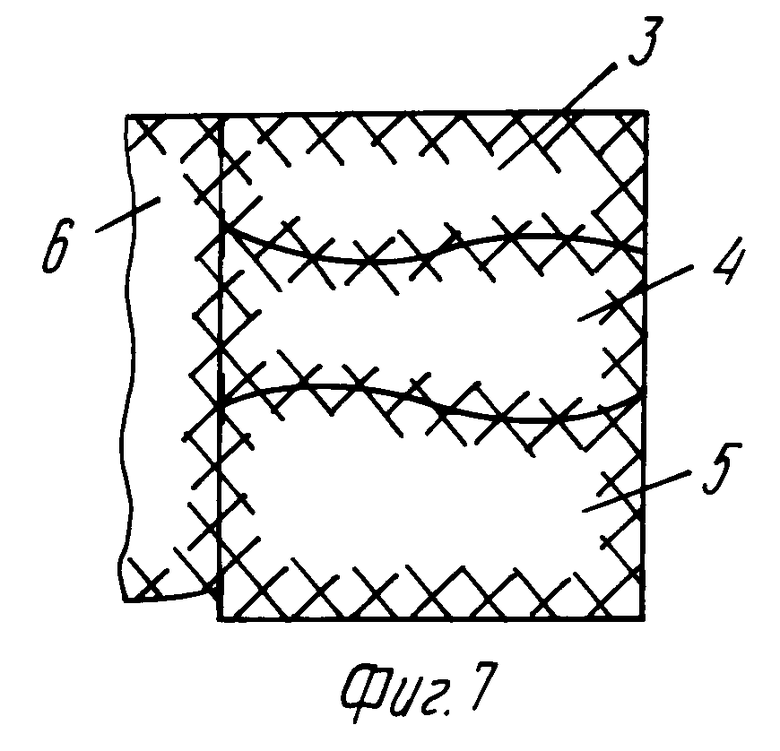
Последующую обработку прорезных полотен 1 и 2 производят одновременно в трех параллельных потоках. Для этого сматывают прорезные полотна 1 и 2 с рулонов 18, 20 и 21, установленных в приводные механизмы размотки (не показаны), и при их одновременном перемещении через установленные по ходу обработки приводные механизмы центрирования, нанесения клеевых покрытий, просушки и резки (не показаны) производят центрирование движущихся полотен по одной из их продольных кромок. Осуществляют непрерывное нанесение клеевых покрытий на движущиеся сцентрированные прорезные полотна 1 и 2 по периметрам контуров групп заготовок 4-6, 7-10, 11-13 и частей 3, 14 заготовок 15 и обработанным участкам внутри их контуров под крепление накладных деталей с нелицевой стороны полотен (изображено двухсторонней штриховкой в средней части фиг. 4-6) и просушивают предварительно клеевые покрытия в течение 5 мин при перемещениях обрабатываемых полотен в сушильных устройствах к последующей операции. При выходе передних концов обрабатываемых прорезных полотен 1 и 2 из сушильных устройств разворачивают их на 180о на другую сторону и промазывают клеем движущиеся полотна в других клеепромазочных устройствах по периметру контуров групп заготовок 4-6, 7-10, 11-13 частей 3, 14 с лицевой стороны (изображено двухсторонней штриховкой в правой части фиг.4-6). Просушивают эти покрытия при последующих непрерывных перемещениях полотен 1 и 2 в сушильных устройствах в течение 15 мин (время просушки клеевых покрытий согласно применяемой технологии составляет 18-20 мин) к последующей операции. При выходе передних концов промазанных с обеих сторон клеем прорезных полотен 1 и 2 с просушенными клеевыми покрытиями их укладывают на ленточные транспортеры с шаговыми приводами их перемещений (не показаны), на которых отделяют заготовки 4-6, 7-10, 11-13 и части 3, 14 друг от друга прорезанием перемычек (изображено контурными линиями на фиг.7-9). Перемещают обработанные детали к трем сборочным устройствам (не показаны), в которых производят параллельное соединение деталей 4-6, 7-10, 11-13 частей 3, 14 в каждой из групп между собой в последовательности их расположения в изделиях 22 путем размещения их присоединяемых криволинейных продольных кромок на объемных основаниях 23 сборочных устройств впритык друг к другу лицевыми сторонами, обращенными кверху, и накладывают внахлест на стыки соединенных кромок деталей 4-6, 7-10, 11-13 и частей 3, 14 герметизирующие ленты 24 (фиг.10, 13), а прямолинейные продольные кромки деталей 5 и 6, 11 и 12 соединяют между собой прямолинейными поперечными швами 25, накладывают на них и на заднюю прямолинейную кромку части 14 герметизирующие ленты 24 и соединяют концевые детали участков камеры лодки 6 и 7, 10 и 11 между собой, располагая их присоединяемые криволинейные продольные кромки встык друг к другу. Накладывают на них герметизирующие ленты 24, образуя сборное полотнище 3-14 отдельного изделия с прямолинейными продольными сторонами l и m, поперечными кромками которого являются прямолинейные продольные кромки частей 3 и 14 составной детали 15 камеры 22 лодки (фиг.10, 17).
Перекладывают сборное полотнище 3-14 камеры лодки с одновременным разворотом его на другую сторону и размещают его поперечные швы на стыках объемных оснований другого устройства, выполненных аналогично стыкам оснований 23 (не показаны). Одновременно с изготовлением второго и всех последующих сборных полотнищ 3-14 камер 22 лодок накладывают внахлест на криволинейные поперечные швы первого и всех предыдущих сборных полотнищ 3-14 предварительно изготовленные из материала деталей лодок и обработанные по технологии силовые ленты 26 и закрепляют к передней поперечной кромке сборного полотнища 3-14, образованной частью 3 детали 15, и на прямолинейные поперечные швы 25 герметизирующие ленты 24 (фиг.11). Закрепляют на обработанные участки деталей 6 и 11 сборного полотнища 3-14 по нанесенным меткам i нижние слои надетых на плоские оправки 27 периметров поясов, предварительно обработанных по технологии плоских двухслойных эластичных перегородок 17 с закрепленными к их поясам замкнутыми по периметрам регуляторами 28 (сложенные пополам вдоль их длины непрерывно замкнутые на поясе перегородки герметизирующие ленты с односторонней липкостью, обращенной наружу к присоединяемым поверхностям) и лентами 29, закрепленными по внутреннему периметру торцовых частей поясов перегородок 17 (фиг.14), монтируют в отверстия k деталей 11 клапаны 19 наполнения (фиг.11) и перекладывают сборное полотнище 3-14 на ленточный транспортер (не показан). При перемещении сборного полотнища 3-14 на транспортере накладывают на его продольную кромку m прерывистые по длине герметизирующие ленты 30, концы которых на участках крепления перегородок 17 к деталям 6 и 11 оставляют не закрепленными к кромке m, заворачивают последовательно по мере перемещения сборного полотнища 3-14 его участки с закрепленными лентами 30 в направлении к середине полотнища 3-14 и закрепляют при этом обработанные участки деталей 6 и 11 на участке верхних слоев периметров регуляторов 28 и поясов перегородок (фиг.12, 14, 15), а свободные концы лент 30 размещают внутри раструбов лент регуляторов 28 в местах стыков окончаний непрерывно замкнутых на поясах перегородок лент регуляторов 28, промазанных клеем при закреплении регуляторов 28 на поясах перегородок 17 (фиг. 12, 14 и 15). Затем заворачивают последовательно по мере перемещения сборного полотнища 3-14 его противоположные продольные участки в направлении к середине полотнища 3-14, накладывают последовательно его продольную кромку l на кромку m с лентами 30, при этом закрепляют обработанные участки деталей 6 и 11 на боковые участки периметров поясов перегородок 17 (фиг.12, 15). Убирают оправки 27 из внутренних полостей перегородок 17, закрепляют обработанные участки деталей 6 и 11 на верхние свободные участки периметров поясов двухслойных перегородок 17 и регуляторов 28, при этом образуют по мере соединения кромок l и m сборного полотнища 3-14 продольный шов 31 полого двухслойного трубчатого полотнища 3-14 со смонтированными в его внутренней полости перегородками 17 и клапанами 19 наполнения, и перекладывают передний конец трубчатого сборного полотнища 3-14 на поворотный (от привода ленточного транспортера изготовления трубчатого полотнища) стол (не показан). При продолжении соединения продольных кромок l и m однослойного полотнища собранная трубчатая часть этого полотнища перемещается на поворотный стол, на котором передний конец трубчатого полотнища поворачивают при вращении стола в направлении против часовой стрелки и перемещают его к задней поперечной кромке этого однослойного полотнища 3-14 (за счет многогранной формы замкнутой по периметру камеры лодки). Перед окончанием соединения продольных кромок l и m сборного однослойного полотнища 3-14 перекладывают его однослойное окончание, образованное составной частью 14, на стол и накладывают на него переднюю кольцевую прямолинейную кромку трубчатого полотнища 3-14, образованную составной частью 3 (изображено пунктирными линиями в нижней части фиг.12), центрируя при этом продольный шов 31 трубчатой части полотнища 3-14 с меткой j на концевой части 14 этого однослойного сборного полотнища 3-14 (фиг.12). По окончании соединения продольных кромок l и m сборного полотнища 3-14 образуют замыкающий кольцевой шов 32 замкнутой по периметру полой камеры лодки (фиг.17) и снимают ее со стола, на который укладывают передний конец следующего трубчатого полотнища камеры лодки. При непрерывном проведении операций описанным образом осуществляют непрерывное изготовление камер лодок; прикатывают их швы на прикаточном устройстве (не показано), затем наполняют камеры лодок воздухом и монтируют к ним подготовленные эластичные днища 14 и другие накладные детали.
Описанный способ обеспечивает непрерывное изготовление заготовок лодок из рулонного полотна материала с их обработкой и сборкой изделий в едином потоке, что позволяет сократить производственный цикл и снизить трудоемкость изготовления изделий примерно на 50% сократить расход применяемых материалов примерно на 20% и потребность в пpоизводственных площадях в 4-5 раз при улучшении качества изготовления и санитарно-гигиенических условий труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |
| ПОЛОЕ РЕЗИНОТЕХНИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ЗАГОТОВОК | 1991 |
|
RU2027597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| Плавсредство | 1989 |
|
SU1799798A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЗАГОТОВОК ИЗ ЛИСТОВЫХ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2027598C1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Способ настилания и раскроя эластичных полотен | 1986 |
|
SU1395577A1 |
Использование: для изготовления сборных изделий из эластичных материалов типа прорезиненных тканей, например надувных плавательных средств из резинотканевых изделий. Сущность изобретения: в способе изготовления полых резинотканевых изделий используют для изготовления изделия два рулонных полотна одного прорезиненного материала разной ширины. Полотна обрабатывают сначала раздельно друг от друга по контурам трех различных групп заготовок, образующих в изделиях прилегающие друг к другу участки. Крайнюю заготовку изделия выполняют составной по ширине из двух симметричных частей с прямолинейными продольными кромками для соединения частей между собой. Контуры заготовок и частей заготовки размечают и обрабатывают на движущихся полотнах в непрерывно чередующихся по их длинам прямоугольных кусках в соответствии с длиной заготовок. Продольными сторонами кусков являются продольные кромки обрабатываемых полотен. Выполняют прорези по кромкам контуров обрабатываемых заготовок и составных частей с оставлением непрорезанных перемычек контуров их поперечных сторон, расположенных напротив окончаний прорезей контуров продольных сторон. Смещают вершины криволинейных продольных контуров части заготовок и составных частей в продольном направлении в кусках полотен к одной их поперечной стороне. Вершины контуров смежных заготовок, прилегающих к указанным заготовкам по ширине кусков, смещают на ту же величину в продольном направлении к другой поперечной стороне. Закатывают полотна в раздельные рулоны. Последующую обработку полотен производят одновременно в параллельных потоках. Разматывают полотна с рулонов и при их одновременном перемещении осуществляют нанесение клеевых покрытий на них вдоль прорезей кромок контуров заготовок и составных частей, а затем промазывают обработанные участки полотен внутри контуров заготовок с их нелицевой стороны. После просушки покрытий отделяют заготовки и составные части друг от друга прорезанием перемычек и соединяют их в определенной последовательности между собой по их прямолинейным и криволинейным продольным кромкам для образования сборного полотнища отдельного изделия. Поперечными кромками сборного плотнища являются прямолинейные продольные кромки частей составной заготовки. Замкнутое по периметру полое изделие получают соединением продольных и поперечных кромок сборного полотнища, а перед соединением последних монтируют на подготовленные участки эластичные перегородки и клапаны наполнения. 19 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ, при котором полотно прорезиненного материала сматывают с рулона, центрируют, размечают на полотне контуры заготовок изделия, выкраивают заготовки с прямолинейными и криволинейными продольными и прямолинейными поперечными контурами сторон, осуществляют обработку заготовок согласно принятой технологии, наносят клеевые покрытия на продольные криволинейные кромки заготовок, сушат покрытия и соединяют заготовки между собой по их продольным криволинейным кромкам поперечными швами, образуя сборные полотнища изделий, накладывают на поперечные швы герметизирующие ленты с обеих сторон обрабатывают продольные кромки сборных полотнищ и соединяют их между собой продольными швами, образуя трубчатые сборные полотнища, накладывают на их продольные швы ленты, монтируют эластичные перегородки и соединяют окончания трубчатых сборных полотнищ кольцевыми швами с получением замкнутого по периметру полого изделия, наполняют его воздухом и монтируют к нему накладные детали, отличающийся тем, что используют для изготовления изделия два рулонных полотна одного прорезиненного материала разной ширины, полотна обрабатывают сначала раздельно друг от друга по контурам трех различных групп заготовок, образующих в изделиях прилегающие друг к другу участки, при этом крайнюю заготовку изделия выполняют составной по ширине из двух симметричных частей с прямолинейными продольными кромками для соединения частей между собой, контуры заготовок и частей заготовки размечают и обрабатывают на движущихся полотнах в непрерывно чередующихся по их длинам прямоугольных кусках в соответствии с длиной заготовок, продольными сторонами кусков являются продольные кромки обрабатываемых полотен, выполняют прорези по кромкам контуров обрабатываемых заготовок и составных частей с оставлением непрорезанных перемычек контуров их поперечных сторон, расположенных напротив окончаний прорезей контуров продольных сторон, смещают вершины криволинейных продольных контуров части заготовок и составных частей в продольном направлении в кусках полотен к одной их поперечной стороне, а вершины контуров смежных заготовок, прилегающих к указанным заготовкам по ширине кусков, на ту же величину в продольном направлении к другой поперечной стороне, закатывают полотна в раздельные рулоны, после чего последующую обработку полотен производят одновременно в параллельных потоках, разматывают полотна с рулонов и при их одновременном перемещении осуществляют нанесение клеевых покрытий на них вдоль прорезей кромок контуров заготовок и составных частей и промазывают обработанные участки полотен внутри контуров заготовок с их нелицевой стороны, после просушки покрытий отделяют заготовки и составные части одна от другой прорезанием перемычек и соединяют их в определенной последовательности между собой по их прямолинейным и криволинейным продольным кромкам для образования сборного полотнища отдельного изделия, причем поперечными кромками сборного полотнища являются прямолинейные продольные кромки частей составной заготовки, при этом замкнутое по периметру полое изделие получают соединением продольных и поперечных кромок сборного полотнища, а перед соединением последних монтируют на подготовленные участки эластичные перегородки и клапаны наполнения.
| Королев А.Н | |||
| и Жохов В.П | |||
| Надувные лодки | |||
| Л.: Судостроение, 1989, с.165-171. |
