Изобретение относится к мелкому судостроению.
Целью изобретения является повышение надежности и удобства в эксплуатации плавсредства, снижение трудоемкости изготовления и сокращение расхода применяемых материалов.
На фиг.1 изображена надувная лодка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - сборные днища; на фиг. 4 и 5 - схемы раскроя днищ,
Надувная лодка содержит два симметричных один другому независимых эластичных борта 1 и 2 С-образной формы, сочлененных между собой в окончаниях в замкнутую1 по периметру камеру плавучести
3. Каждый из бортов 1 и 2 снабжен клапанами 4 для их автономного наполнения воздухом. Во внутренней полости камеры 3 к ее бортам 1 и 2 закреплены (приклеены) формовые резиновые опоры сидений 5, выполненные с пазами (не изображены), в которых установлены деревянные пластины 6 сидений. В нижней части камеры плавучести 3 смонтировано эластичное днище 7. В конструкции лодок предусмотрено параллельное применение одинаковых по геометрической форме и размерам различных по выполнению днищ 7-9. Днище 7 выполнено цель- нокроенным по длине полотна материала, а другие днища 8 и 9 - сборными соответственно из дйух 8а, 8Ь и трех продольных
VI
ю чэ д ю
00
составных частей 9с, 9d, 9e, контуры продольных сторон которых также расположены в направлении длины (основы) полотна материала, а сами составные части симметричны друг другу относительно продольной оси сборных днищ 8 и 9 и соединены между собой по их прямолинейным сторонам продольными швами f, g, h по длине сборных днищ, расположенными соответственно по продольной оси днищ 8 и симметрично относительно продольной оси для днищ 9. На швы соединения f, g, h продольных составных частей сборных днищ 8, 9 между собой наложены с их обеих сторон усилительные ленты 10.
Изготовление лодок производят следующим образом. Сначала выкраивают заготовки камер 3, монтируют в соответствующие заготовки клапаны наполнения А, соединяют их между собой в определенной последовательности в борта 1 и 2, прикрепляют к ним формовые опоры сидений 5 и закрепляют борта 1 и 2 в их оконечностях друг с другом. Затем наполняют борта 1 и 2 через клапаны 4 воздухом, устанавливают в пазы опор сидений 5 пластины бив этом положении прикрепляют к разным камерам 3 лодок предварительно изготовленные эластичные днища 7, 8 или 9.
Параллельно изготавливают различные по выполнению пары днищ 7 и 8 или 7 и 9 путем совместного выкраивания заготовок этих пар днищ из одного куска полотна материала. Количественное соотношение между различными по выполнению днищами и взаиморасположение цельнокроенных днищ 7 и продольных составных частей сборных днищ 8 и 9 на полотне материала определяют в зависимости от ширины применяемых для их изготовления полотен материала с учетом выбранного способа его обработки.
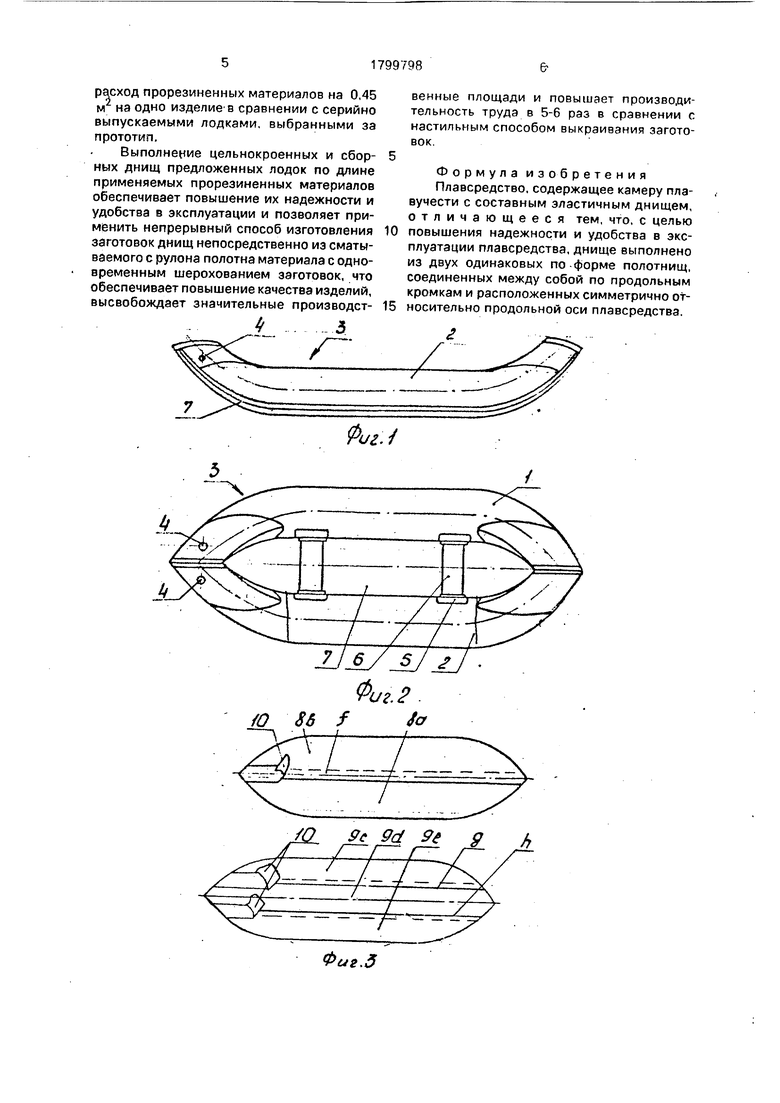
Пример 1, При применении для изготовления днищ полотна материала 11, ширина которого соответствует поперечным размерам днищ, из этого полотна последовательновыкраиваютцельнокроенные по длине полотна 11 днища 7 и чередующиеся с ними составные части 8а, 8Ь сборных днищ 8. Наружные прямолинейные участки контуров сборных днищ 8 выкраивают по продольной оси полотна 11, а их криволинейные окончания выкраивают раструбом наружу от продольной оси полотна 11 к его кромкам. При этом овальные окончания цельнокроенных днищ 7 размещают во впадинах (раструбах), образованных окончаниями составных.частей 8а, 8Ь сборных днищ 8 с перекрытием криволинейных контуров окончаний днищ 7 и
составных частей 8а, 8Ь относительно друг друга по длине полотна 11 с обоих торцев. При выкраивании днищ 7 и заготовок днищ 8 из настилов полотен 11 на каждые
два цельнокроенных днища 7 изготавливают одно сборное днище 8.
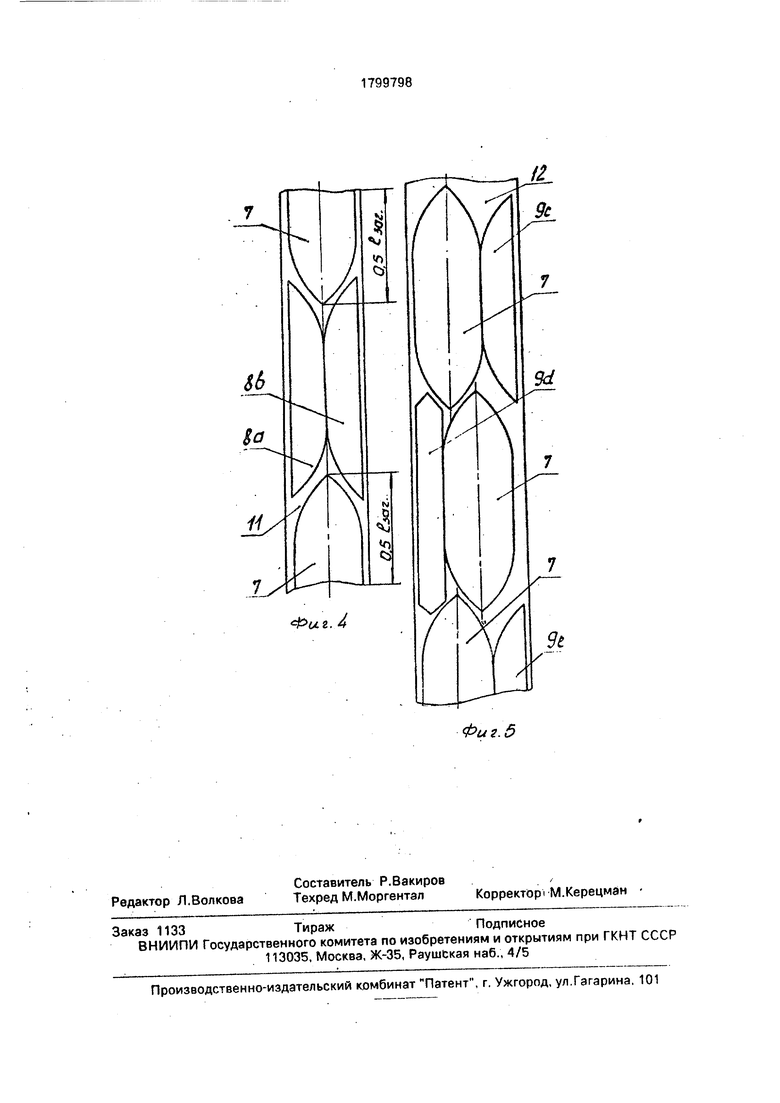
При применении для обработки полотна материала 11 непрерывного безнастильного способа (авт. св. № 1482813, 1987) изго0 товления заготовок из одиночного полотна материала, на каждое цельнокроенное днище 7 изготавливают одно сборное днище 8 (на фиг.4 изображена схема раскроя одиночного полотна непрерывным ротационным
5 способом, представляющая из себя развертку резака ножевого барабана).
Пример 2. При применении для изготовления днищ полотна материала 12, ширина которого превышает на треть попе0 речные размеры днищ из одного куска полотна 12 параллельно изготавливают на каждые три цельнокроенные днища 7 одно сборное из трех продольных составных частей 9с, 9d, 9e днище 9. При этом цельные
5 днища 7 размещают в шахматном порядке по длине полотна 12 вдоль его противоположных продольных сторон с перекрытием криволинейных торцевых окончаний конту ров их сторон по длине полотна отноЬитель0 но друг друга. Составные продольные части 9с, 9d, 9e сборных днищ 9 выкраивают со смещением по ширине полотна 12 относительно контуров цельнокроенных днищ 7 с размещением их прямолинейных сторон
5 вдоль-продольных кромок обрабатываемого полотна 12. Затем соединяют продольные составные части 8а-8Ь или 9c-9d-9e по их прямолинейным сторонам швами f или g, h в сборные днища 8 или 9, накладывают на
0 эти швы усилительные ленты 10 и передают готовые пары днищ 7 и 8 или 7 и 9 на операцию их монтирования к камерам 3 лодок.
На Уфимском заводе РТИ проведены
5 опытно-конструкторские работы по изготовлению описанных лодок предложенным способом. Для этого на базе серийно выпускаемых лодок Уфимка - 2 были изготовлены б лодок с различно выполненными
0 днищами и проведены их комплексные испытания в соответствии с техническими условиями на изготовление и приемку лодок, Результаты проведенных работ - положительные. Предложенная конструкция на5 дувных лодок и способ их изготовления позволяет снизить трудоемкость изготовления изделий за счет сокращения длины швов днищ на 0,5 м в пересчете на одно изделие, что сокращает расход усилительных лент на 1 м на одно изделие и снизить
расход прорезиненных материалов на 0,45 м на одно изделие в сравнении с серийно выпускаемыми лодками, выбранными за прототип.
Выполнение цельнокроенных и сборных днищ предложенных лодок по длине применяемых прорезиненных материалов обеспечивает повышение их надежности и удобства в эксплуатации и позволяет применить непрерывный способ изготовления заготовок днищ непосредственно из сматываемого с рулона полотна материала с одновременным шерохованием заготовок, что обеспечивает повышение качества изделий, высвобождает значительные произведетt/ .з
/
0
5
венные площади и повышает производительность труда в 5-6 раз в сравнении с настильным способом выкраивания заготовок.
Формула изобретения Плавсредство, содержащее камеру плавучести с составным эластичным днищем, отличающееся тем, что, с целью повышения надежности и удобства в эксплуатации плавсредства, днище выполнено из двух одинаковых по форме полотнищ, соединенных между собой по продольным кромкам и расположенных симметрично относительно продольной оси плавсредства.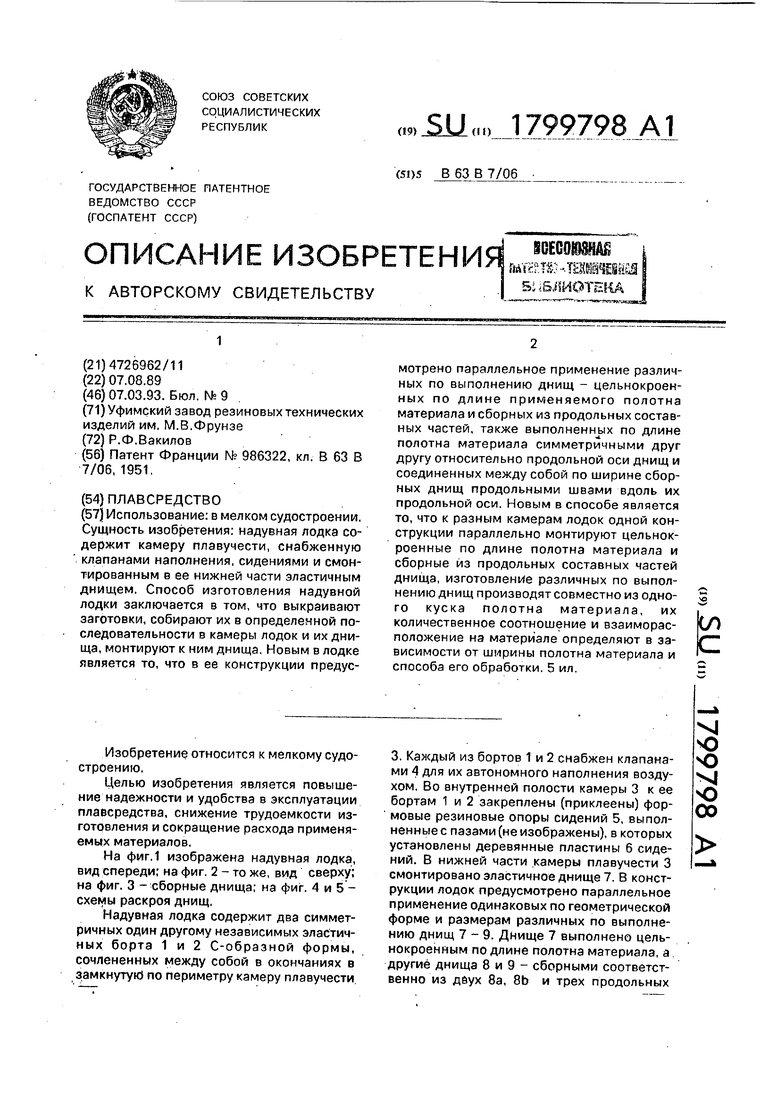

| название | год | авторы | номер документа |
|---|---|---|---|
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2250176C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |
| Надувная лодка | 1989 |
|
SU1765053A1 |
| Устройство для раскроя полотна эластичного материала на заготовки | 1983 |
|
SU1177162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |
| Складная жесткая надувная лодка | 2019 |
|
RU2715815C1 |
| НАДУВНАЯ ЛОДКА | 1996 |
|
RU2104205C1 |
| Устройство для раскроя полотна эластичного материала | 1985 |
|
SU1281426A1 |
Использование: в мелком судостроении. Сущность изобретения: надувная лодка содержит камеру плавучести, снабженную клапанами наполнения, сидениями и смонтированным в ее нижней части эластичным днищем. Способ изготовления надувной лодки заключается в том, что выкраивают заготовки, собирают их в определенной последовательности в камеры лодок и их днища, монтируют к ним днища. Новым в лодке является то, что в ее конструкции предусмотрено параллельное применение различных по выполнению днищ - цельнокроен- ных по длине применяемого полотна материала и сборных из продольных составных частей, также выполненных по длине полотна материала симметричными друг другу относительно продольной оси днищ и соединенных между собой по ширине сборных днищ продольными швами вдоль их продольной оси. Новым в способе является то, что к разным камерам лодок одной конструкции параллельно монтируют цельнок- роенные по длине полотна материала и сборные из продольных составных частей днища, изготовление различных по выполнению днищ производят совместно из одного куска полотна материала, их количественное соотношение и взаиморасположение на материале определяют в зависимости от ширины полотна материала и способа его обработки. 5 ил. СО с
Фиг.З
Фи г. 5
| Сошник для разбросного посева | 1981 |
|
SU986322A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
