Изобретение относится к области управления технологическими процессами и экологической безопасностью в аварийных ситуациях на предприятиях химической промышленности, нефтехимической промышленности, нефтеперерабатывающих предприятиях, сопровождающихся загрязнением воздушного бассейна, почвы, водного бассейна.
К настоящему времени разработаны многочисленные системы управления технологическим процессами, сопровождающимися выделением энергии, но ни одна из них не проводит экологический мониторинг, что особенно важно при нарушении технологии производства, в аварийных ситуациях при отказах оборудования, при техногенных воздействиях (Абросимов А.А. Управление промышленной безопасностью. - М.: КМК Лтд., 2000. - 320 с.).
Наиболее близким к заявленному техническому решению является система автоматического управления процессом полимеризации дивинил-стирольного каучука. (SU №1531069, кл. G 05 D 21/00, БИ №47, 1989), содержащая регуляторы расхода, регуляторы температуры, регулирующий клапан, датчики температуры, датчик расхода.
Однако известная система не решает проблему управления при нарушении технологии производства, в аварийных ситуациях при отказах оборудования, при техногенных воздействиях, в результате которых загрязняется воздушный бассейн, почва, водный бассейн.
Предлагаемое изобретение решает техническую задачу обеспечения экологической безопасности, снижения ущерба от загрязнения воздушного бассейна, почвы, водного бассейна за счет обеспечения автоматического управления технологическими процессами, сопровождающимися выделением энергии при нарушении технологии производства, в аварийных ситуациях при отказах оборудования, при техногенных воздействиях.
Указанная задача решается тем, что в систему автоматического управления технологическими процессами, сопровождающимися выделением энергии, содержащую регуляторы расхода, регуляторы температуры, регулирующий клапан, датчики температуры, датчик расхода, согласно изобретения введены блок прогнозирования сценариев риска, блок связи с органами контроля за техногенными воздействиями и с метеослужбой, датчики системы управления пожаротушением и системы управления очисткой, блоки контроля и диагностики системы управления технологическим процессом, системы управления пожаротушением и системы управления очисткой, блок контроля режимов технологического процесса, система управления пожаротушением и система управления очисткой, исполнительные механизмы системы управления пожаротушением и системы управления очисткой, средства пожаротушения, блок очистки, при этом выход каждого датчика подключен к первому входу соответственно системы управления технологическим процессом, системы управления пожаротушением, системы управления очисткой, причем выход датчиков системы управления технологическим процессом также соединен с четвертым входом своего блока контроля и диагностики и с третьим входом блока контроля режимов технологического процесса, а входы датчиков соединены соответственно с первыми выходами блока технологического процесса, средств пожаротушения, с выходом блока очистки, первые выходы систем управления соединены с первыми входами своих исполнительных механизмов, первые выходы исполнительных механизмов соответствующей системы управления соединены соответственно с первыми входами блока технологического процесса, средств пожаротушения, блока очистки, а вторые выходы соответственно соединены со вторыми входами блоков контроля и диагностики системы управления технологическим процессом, системы управления пожаротушением, системы управления очисткой, вторые выходы системы управления технологическим процессом, системы управления пожаротушением, системы управления очисткой соединены с первыми входами своих блоков контроля и диагностики, чьи вторые выходы соединены с третьими входами своих систем управления, третьи выходы системы управления технологическим процессом, системы управления пожаротушением, системы управления очисткой соединены соответственно с первым, вторым, третьим входами блока прогнозирования сценариев риска, четвертый, пятый, шестой, седьмой, восьмой входы которого соответственно соединены с первыми выходами блоков контроля и диагностики системы управления очисткой, системы управления пожаротушением, системы управления технологическим процессом, блока контроля режимов технологического процесса, с выходом блока связи с органами контроля за техногенными воздействиями: лесные пожары, наводнения, землетрясение и прочее, первый выход блока прогнозирования сценариев риска соединен со вторыми входами системы управления технологическим процессом, системы управления пожаротушением, системы управления очисткой, второй выход блока прогнозирования сценариев риска соединен с первым входом блока контроля режимов технологического процесса, третий выход блока прогнозирования сценариев риска соединен с третьим входом блока контроля и диагностики системы управления технологическим процессом, третий выход которого соединен со вторым входом соответствующего исполнительного механизма, четвертый выход системы управления технологическим процессом соединен со вторым входом блока контроля режимов технологического процесса, второй выход которого соединен с четвертым входом системы управления технологическим процессом, второй выход средств пожаротушения соединен со вторыми входами блока технологического процесса и блока очистки, второй выход блока технологического процесса соединен с третьим входом блока очистки; при этом система управления очисткой выполнена с возможностью реализации различных способов очистки, использования различного темпа и средств очистки в зависимости от места источника загрязнения в технологическом процессе, продукта технологического процесса - источника загрязнения, средств пожаротушения - вторичного источника загрязнения, определяемых соответствующим сценарием работы, поступающим из блока прогнозирования сценариев, а блок прогнозирования сценариев риска содержит промышленный контроллер, устройства приема, передачи информации для обмена данными с органами контроля за техногенными воздействиями: лесные пожары, наводнения, землетрясения и прочее, и с метеослужбой, с системой управления технологическим процессом, с блоком контроля и диагностики системы управления технологическим процессом, с блоком контроля режимов технологического процесса, с системой управления пожаротушением, с блоком контроля и диагностики системы управления пожаротушением, с системой управления очисткой, с блоком контроля и диагностики системы управления очисткой; при этом промышленный контроллер в блоке прогнозирования сценариев риска содержит модель технологического процесса в штатном технологическом режиме, модели технологического процесса при неправильных действиях оператора, модели технологического процесса при отказах оборудования, участвующего в технологическом процессе, модели технологического процесса при техногенных воздействиях, модели прогноза сценариев развития рисков, модели работы системы управления пожаротушением в штатном режиме работы оборудования участвующего в технологическом процессе, модели работы системы управления пожаротушением при неправильных действиях оператора, при отказах оборудования, участвующего в технологическом процессе, при техногенных воздействиях, модели работы системы управления очисткой в штатном режиме работы оборудования, участвующего в технологическом процессе, модели работы системы управления очисткой при неправильных действиях оператора, при отказах оборудования, участвующего в технологическом процессе, при техногенных воздействиях.
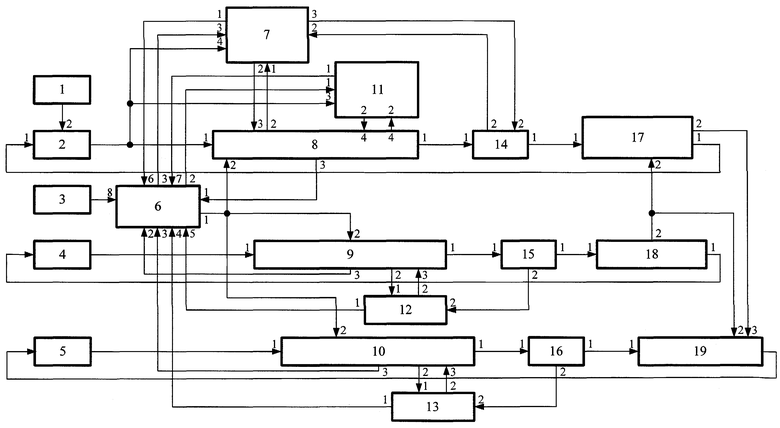
На чертеже представлена блок-схема системы автоматического управления технологическими процессами, сопровождающимися выделением энергии.
Система автоматического управления технологическими процессами, сопровождающимися выделением энергии содержит: 1 - оператор системы управления технологическим процессом; 2 - датчики системы управления технологическим процессом; 3 - блок связи с органами контроля за техногенными воздействиями: лесные пожары, наводнения, землетрясения и прочее, и с метеослужбой; 4 - датчики системы управления пожаротушением; 5 - датчики системы управления очисткой; 6 - блок прогнозирования сценариев риска; 7 - блок контроля и диагностики системы управления технологическим процессом; 8 - система управления технологическим процессом; 9 - система управления пожаротушением; 10 - система управления очисткой; 11 - блок контроля режимов технологического процесса; 12 - блок контроля и диагностики системы управления пожаротушением; 13 - блок контроля и диагностики системы управления очисткой; 14 - исполнительные механизмы системы управления технологическим процессом; 15 - исполнительные механизмы системы управления пожаротушением; 16 - исполнительные механизмы системы управления очисткой; 17 - блок технологического процесса; 18 - средства пожаротушения; 19 - блок очистки.
Система работает следующим образом.
Штатный режим.
Система управления технологическим процессом 8 совместно с оператором 1, датчиками системы управления технологическим процессом 2, исполнительными механизмами системы управления технологическим процессом 14, блоком контроля и диагностики системы управления технологическим процессом 7, блоком контроля режимов технологического процесса 11 управляет блоком технологического процесса 17.
Система управления пожаротушением 9 совместно сдатчиками системы управления пожаротушением 4, исполнительными механизмами системы пожаротушением 15, блоком контроля и диагностики системы управления пожаротушением 12 следит за пожарным состоянием блока технологического процесса 17.
Система управления очисткой 10 совместно с датчиками системы управления очисткой 5, исполнительными механизмами системы управления очисткой 16, блоком контроля и диагностики системы управления очисткой 13 управляет блоком очистки 19 в штатном режиме.
Нештатный режим.
Нештатный режим, это ситуация, которая возникает при неправильных действиях оператора, приводящих к нарушению технологии производства; при отказах оборудования, приводящих к авариям; при техногенных воздействиях - лесные пожары, наводнения, землетрясения и прочее.
Нештатный режим, вызванный неправильными действиями оператора, отказами оборудования выявляется блоком контроля и диагностики системы управления технологическим процессом 7.
Нештатный режим, вызванный техногенными воздействиями, определяется блоком связи с органами контроля за техногенными воздействиями и метеослужбой 3.
При выявлении нештатной ситуации работа системы управления технологическим процессом 8, работа системы управления пожаротушением 9, работа системы управления очисткой 10 происходит с учетом работы блока прогнозирования сценариев риска 6.
Рисками назовем неправильные действия оператора, приводящие к нарушению технологии производства; отказы оборудования, приводящие к авариям; техногенные воздействия - лесные пожары, наводнения, землетрясения и прочее.
Блок прогнозирования сценариев рисков 6 содержит промышленный компьютер, в памяти которого находятся модель технологического процесса в штатном технологическом режиме, модели технологического процесса при неправильных действиях оператора, модели технологического процесса при отказах оборудования, участвующего в технологическом процессе, модели технологического процесса при техногенных воздействиях, модели прогноза сценариев развития рисков, модели работы системы управления пожаротушением в штатном режиме работы оборудования, участвующего в технологическом процессе, модели работы системы управления пожаротушением при неправильных действиях оператора, при отказах оборудования, участвующего в технологическом процессе, при техногенных воздействиях, модели работы системы управления очисткой в штатном режиме работы оборудования, участвующего в технологическом процессе, модели работы системы управления очисткой при неправильных действиях оператора, при отказах оборудования, участвующего в технологическом процессе, при техногенных воздействиях.
В случае возникновения рисков, из блока прогнозирования сценариев рисков 6 в систему управления технологическим процессом 8, в систему пожаротушения 9, в систему управления очисткой 10, в блок контроля режимов технологического процесса 11, в блок контроля и диагностики системы управления технологическим процессом 7 поступают соответствующие сценарии ликвидации рисков.
Система управления очисткой 10, получив соответствующий сценарий работы из блока прогнозирования сценариев 6, выбирает соответствующие способы, темп и средства очистки.
Сценарии работы блока управления очисткой 10 определяются в блоке прогнозирования сценариев 6 из условий: место источника загрязнения в технологическом процессе, продукт технологического процесса - источник загрязнения, средства пожаротушения - вторичный источник загрязнения.
Таким образом, предлагаемое изобретение по сравнению с прототипом обеспечивает автоматическое управление технологическими процессами, сопровождающимися выделением энергии при нарушении технологии производства, в аварийных ситуациях при отказах оборудования, при техногенных воздействиях, что предотвращает попадание загрязняющих веществ в воздушный бассейн, в почву, в водный бассейн, то есть технологический процесс становится экологически безопасным.
Изобретение найдет применение на предприятиях химической промышленности, нефтехимической промышленности, нефтеперерабатывающих предприятиях, технологические процессы которых сопровождаются загрязнением воздушного бассейна, почвы, водного бассейна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТЬЮ ПОЖАРОВЗРЫВООПАСНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, СОПРОВОЖДАЮЩЕГОСЯ ВЫДЕЛЕНИЕМ ВЫСОКОЙ ЭНЕРГИИ | 2005 |
|
RU2294003C1 |
| Система поддержки принятия решений с модульной структурой для операторов судов двойного действия | 2019 |
|
RU2713077C1 |
| СИСТЕМА ПОДДЕРЖКИ ЭКИПАЖА В ОПАСНЫХ СИТУАЦИЯХ | 1996 |
|
RU2128854C1 |
| Способ долгосрочного прогнозирования индивидуального ресурса гидроагрегата в условиях часто меняющихся режимных факторов | 2020 |
|
RU2756781C2 |
| СИСТЕМА ПРОГНОЗИРОВАНИЯ И ОЦЕНКИ БЕЗОПАСНОСТИ ОПАСНОГО ПРОИЗВОДСТВЕННОГО ОБЪЕКТА С ИСПОЛЬЗОВАНИЕМ КОМПЛЕКСНОЙ МОДЕЛИ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ | 2013 |
|
RU2549514C2 |
| КОМПЛЕКС СПЕЦИАЛЬНОЙ АВТОМАТИКИ ВЗРЫВОЗАЩИТЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2012 |
|
RU2515581C2 |
| СПОСОБ СЕЙСМИЧЕСКОГО МОНИТОРИНГА ПРОЦЕССА ОСВОЕНИЯ НЕФТЕГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ СЕВЕРА РФ | 2021 |
|
RU2761052C1 |
| СИСТЕМА МНОГОПАРАМЕТРИЧЕСКОГО НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННОЙ ПОВРЕЖДАЕМОСТИ ОБОРУДОВАНИЯ АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2014 |
|
RU2574578C2 |
| Тренажерный комплекс для подготовки эксплуатационного персонала Автоматизированных систем управления технологическим процессом (АСУ ТП) | 2019 |
|
RU2699688C1 |
| ИНФОРМАЦИОННО-УПРАВЛЯЮЩИЙ КОМПЛЕКС АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ ПОДГОТОВКОЙ ДВИГАТЕЛЬНЫХ УСТАНОВОК И ТЕХНОЛОГИЧЕСКИМ ОБОРУДОВАНИЕМ РАКЕТ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ НА ТЕХНИЧЕСКОМ И СТАРТОВОМ КОМПЛЕКСАХ | 2015 |
|
RU2604362C1 |
Изобретение относится к области управления технологическими процессами на предприятиях химической и нефтехимической промышленности, нефтеперерабатывающих предприятиях. Система включает систему управления технологическим процессом, систему управления пожаротушением и систему управления очисткой, каждая из которых содержит соответствующие датчики, блоки контроля и диагностики, а также исполнительные устройства. При этом все три системы связаны между собой и с блоком прогнозирования сценариев риска, который содержит модели штатных и нештатных режимов технологического процесса. Изобретение обеспечивает экологическую безопасность и снижение ущерба от загрязнения при нарушении технологии производства, при отказах оборудования и при техногенных воздействиях. 3 з.п. ф-лы, 1 ил.
| Система автоматического управления процессом полимеризации дивинил-стирольного каучука | 1987 |
|
SU1531069A1 |
| Система оперативного управления процессами нефтедобычи | 1977 |
|
SU714403A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОТИВОПОЖАРНОЙ ЗАЩИТОЙ | 1998 |
|
RU2135240C1 |
| Пневмоэлектронная система централизованного контроля и управления | 1987 |
|
SU1529183A1 |
| АВТОМАТИЗИРОВАННАЯ РЕЗЕРВИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ЗАПРАВКОЙ КРИОГЕННОГО РАЗГОННОГО БЛОКА | 2001 |
|
RU2216760C2 |

