Изобретение относится к первичной обработке лубоволокнистого материала, преимущественно льнотресты, касается процессов и устройств для трепания промятого стеблевого лубоволокнистого материала с использованием в трепальных машинах.
Широко применяется способ получения длинного волокна с формированием слоя, промином стеблей и трепанием промятого сырца на мяльно-трепальных агрегатах; удаление отходов трепания осуществляется системой пневмотранспорта через бункеры со скошенными стенками [1 с. 173-205].
Установка бункеров по всей площади трепальных секций создает большой воздушный объем с хаотичными потоками, что приводит к образованию намотов на трепальных барабанах и снижению производительности.
В авторском свидетельстве №1770465 [2] на трепально-промывочную машину для лубоволокнистого материала при одном трепальном барабане в каждой из двух секций слой луба прижимается к бильным планкам для обработки струями воздуха из щелевых сопел, а дугообразные деки предполагают создание замкнутого воздушного пространства, но не приводится решение по удалению отработавших воздуха и воды, выделившихся костры и коротких волокон.
Близко поставленная задача раскрывается в патентах РФ 2099447 [3] и 2179205 [4].
По патенту 2099447 способ включает операции формирования стеблевого слоя или порций, их промина и трепания, выполняемого за три последовательных операции: первоначальное одностороннее, двухстороннее и вновь одностороннее трепание.
В зонах одностороннего контакта барабанов с материалом радиально к барабанам установлены направляющие козырьки с зазорами по отношению к трепальным барабанам, уменьшающимися по ходу обработки и от сечения закрепления слоя к его концам. В устройстве частично решается задача удаления отходов трепания: при одностороннем трепании установлены направляющие козырьки, а при двухстороннем трепании - основном виде рабочих воздействий, решение по удалению отходов трепания не приводится.
Патентом 2179205 ставится задача обеспечения эффективного удаления отходов трепания. Устройство содержит транспортер, трепальные секции с парными трепальными барабанами, приводом их вращения. Барабаны в секциях выполнены разной длины и образуют две зоны трепания: одностороннюю и двухстороннюю. Указаны интервалы варьирования параметров обработки. Короткие барабаны в трепальных секциях установлены консольно и могут быть выполнены конусными или цилиндрическими. Для эффективного удаления отходов трепания устройство имеет в зоне одностороннего трепания направляющий козырек, установленный с зазором к вертикальной оси барабана, а для обработки длинного стебельного сырья смонтированы дополнительные козырьки с зазорами к вертикальной оси барабана и зазором по отношению к рабочим кромкам бильных планок. Для предотвращения попадания отходов трепания в зону обработки в зонах одностороннего и двухстороннего трепания установлены отбойные козырьки с зазором по отклонению к кромкам бильных планок. Недостатком данного устройства является установка дополнительных козырьков при двухстороннем трепании под сферой трепания, что приведет к оседанию отходов трепания на этих козырьках и, как следствие, к намотам на трепальных барабанах и увеличению простое оборудования. Не приводятся также решения по устранению главной причины образования намотов - хаотичных воздушных потоков, а установка отбойных козырьков за вертикальной осью трепальных барабанов требует устройства широких бункеров для отбора отходов трепания, увеличивая воздушный объем в трепальных секциях. Наиболее близким аналогом относительно заявленной группы изобретений является устройство для обработки лубоволокнистого материала (Дворников В.М., Мовнин М.А. Первичная обработка льна. М.: Легкая индустрия, 1976, с.120-125, р.37), реализующее способ обработки лубоволокнистого материала, включающий формирование слоя, промин, двухстороннее трепание и последующее пневматическое удаление отходов трепания, при этом при трепании образуют замкнутый ограниченный воздушный объем.
Реализация данного способа осуществляется посредством устройства, содержащего транспортер, парные трепальные барабаны с конусными и цилиндрическими частями, в каждой трепальной секции выполнен кожух.
Недостатком известного средства является низкая производительность устройства.
Задачей заявленной группы изобретений является повышение производительности при обработке лубоволокнистых материалов.
Технический результат, заключающийся в устранении указанных недостатков в способе первичной обработки лубоволокнистого материала достигается тем, что он включает формирование слоя, промин, двухстороннее трепание и последующее пневматическое удаление отходов трепания, при трепании образуют замкнутый ограниченный воздушный объем с направлением воздушных потоков от технологических щелей для пропуска обрабатываемого материала к зоне удаления отходов трепания и приближением зоны удаления отходов трепания к зоне их образования, при этом количество удаляемого воздуха в начальный период трепания превышает количество удаляемого воздуха в начальный период трепания превышает количество удаляемого воздуха в период окончания процесса трепания.
Технический результат, заключающийся в устранении указанных недостатком в устройстве для первичной обработки лубоволокнистого материала, достигается тем, что он содержит транспортер, парные трепальные барабаны с конусными и цилиндрическими частями, в каждой трепальной секции выполнен ограждающий кожух, совпадающий по форме с траекторией бильных ножей трепальных барабанов, при этом вдоль сферы трепания установлена приемная воронка, ширина верхней части которой меньше межосевого расстояния трепальных барабанов, нижняя часть приемной воронки имеет переменную ширину, уменьшающуюся по ходу обработки материала.
По верхним краям приемной воронки установлены эластичные направляющие козырьки.
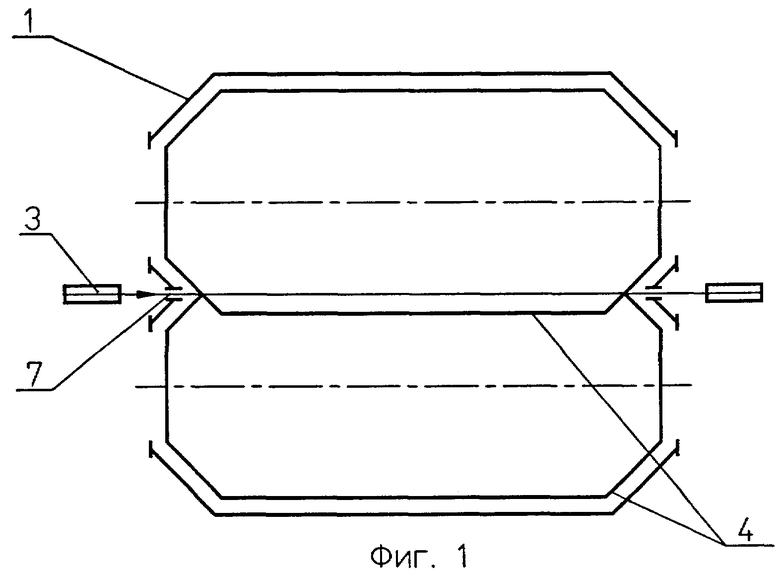
Повышение производительности достигается за счет сокращений времени простоев на устранение намотов на рабочих органах машины. При решении задачи изобретения стабилизируются воздушные потоки в трепальных секциях, создается направленная их циркуляция от необходимых для осуществления процесса трепания технологических щелей для прохода обрабатываемого материала, через зону трепания промятого сырца, где образуются отходы трепания, включающие часть волокна, костру и пыль, в зону удаления отходов обработки. Указанная задача достигается образованием замкнутого ограниченного воздушного объема в трепальной секции при установке кожуха ограждающего 1 и воронки приемной 2, при этом межосевое расстояние трепальных барабанов А больше ширины Б воронки приемной 2.
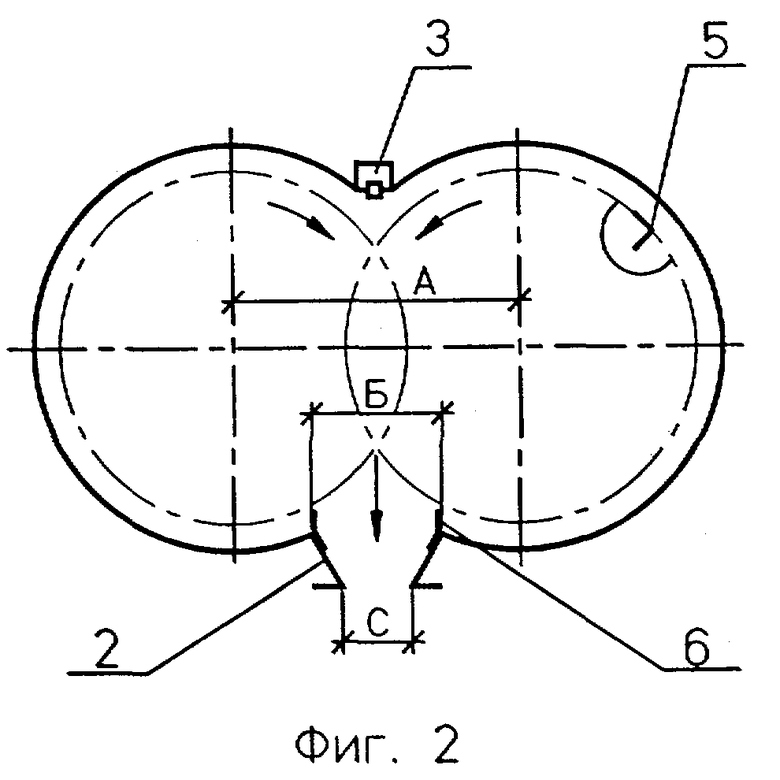
Способ осуществляется в специальном устройстве, на фиг.1 изображена технологическая схема процесса трепания с созданием ограниченного воздушного пространства, а на фиг.2 дан поперечный разрез трепальной секции с системой отбора и удаления отходов обработки. Способ осуществляется следующим образом. Слой стеблей лубоволокнистого материала, сформированный и промятый известными способами, подводят зажимным транспортером 3 в замкнутую рабочую зону, созданную кожухом ограждающим 1, где осуществляется обескостривание рабочими органами трепальных барабанов 4 с траекторией бильных ножей 5. Зону удаления отходов трепания, образованную воронкой приемной 2 и эластичными направляющими козырьками 6, приближают к зоне их образования в сфере трепания и устанавливают вдоль линии выделения отходов обработки. Эластичные направляющие козырьки 6 выполняют также функцию разделения воздушных потоков. Ширина С нижней части воронки приемной 2 переменная и уменьшается по ходу обработки материала для увеличения количества удаляемого воздуха в начальный период трепания, где выделяется наибольшее количество отходов, с уменьшением количества удаляемого воздуха в конце обработки, где выделяется меньшее отходов. Такое решение обеспечивает также положительный технологический эффект по улучшению перемещения обрабатываемого материала с опережением ввода концов обрабатываемого сырца в зону обработки, концы длинных волокон не перекашиваются и не задерживаются во входной технологической щели 7.
После обработки одного конца слой стеблей передается известными устройствами под другой зажимной транспортер для аналогичной обработки второй части стеблей лубоволокнистого материала. Условия и режимы обработки устанавливают в зависимости от свойств обрабатываемого лубоволокнистого материала. К примеру, при обработке однородной стланцевой льнотресты с нормальной вылежкой скорость движения ремней зажимного транспортера 50-90 м/мин, число оборотов трепальных барабанов 150-300 в минуту. Зазор между траекторией бильного ножа трепального барабана и ограждающим корпусом устанавливают в пределах 3-30 мм.
Устройство для первичной обработки лубоволокнистого материала содержит кожух ограждающий 1, воронку приемную 2, зажимной транспортер 3, трепальные барабаны 4 с конусными и цилиндрическими частями, бильные ножи 5, эластичные направляющие козырьки 6, технологические щели для прохода обрабатываемого материала - входную 7.
Устройство работает следующим образом. Промятый слой стеблей лубоволокнистого материала зажимным транспортером 3 вводится через входную технологическую щель 7 в рабочую зону трепальных барабанов 4 и обескостривается бильными ножами 5. Отходы трепания, выделенные по длине рабочей зоны по мере обработки сырца, поступают в воронку приемную 2, по верхним краям которой установлены эластичные направляющие козырьки 6.
Уменьшение воздушного объема в зонах трепания, устранение хаотичных воздушных потоков с превращением циркуляции в определенном направлении от среды трепания к зоне забора воздуха системой пневмотранспорта с установкой их в непосредственной близости одна от другой и устройство равномерного отбора вдоль сферы трепания предотвращают хаотичное движение отходов обработки и обеспечивают эффективное удаление отходов трепания.
Уменьшение площади отбора отходов трепания позволяет уменьшить высоту и ширину приемных воронок, что обеспечивает уменьшение технических каналов под машиной и снижение расхода металла на пневматическую систему удаления отходов трепания. Циркуляция воздуха от технологических щелей к приближенной системе пневмотранспорта предотвращает выбивание запыленного воздуха в цех.
При устройстве кожуха ограждающего по форме, соответствующей контуру траектории бильных ножей трепального барабана, представляется возможность изменить дизайн машины и уменьшить длину прямоугольного ремня зажимного транспортера.
Источники информации
1. Справочник по заводской первичной обработке льна. Под редакцией В.Н.Храмцова. М.: Легкая и пищевая промышленность, 1984.
2. А.с. СССР №1770465. Трепально-промывочная машина для лубоволокнистого материала. Опубл. 23.10.92. Бюл. №39.
3. Патент РФ №2099447. Способ получения длинного лубяного волокна и устройство для его осуществления. Опубл. 20.12.97. Бюл. №35.
4. Патент РФ №2179205. Устройство для очистки промятых стеблей лубяных культур. Опубл. 10.02.2002 Бюл. №4,
5. Н.Н.Суслов, И.Н.Левитский, М.И.Иванов. Ремонт и монтаж оборудования заводов первичной обработки лубяных волокон. М.: Легкая и пищевая промышленность, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРВИЧНОЙ ОБРАБОТКИ ЛУБОВОЛОКНИСТОГО МАТЕРИАЛА | 2006 |
|
RU2334026C2 |
| Способ трепания лубоволокнистого материала и устройство для его осуществления | 1990 |
|
SU1796680A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОМЯТЫХ СТЕБЛЕЙ ЛУБЯНЫХ КУЛЬТУР | 2000 |
|
RU2179205C1 |
| СПОСОБ ДИФФЕРЕНЦИАЦИИ ПРОЦЕССА ТРЕПАНИЯ | 2006 |
|
RU2310021C1 |
| Трепально-промывная машина для лубоволокнистого материала | 1990 |
|
SU1770465A2 |
| СЕКЦИЯ ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 2000 |
|
RU2165487C1 |
| СЕКЦИЯ ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 1999 |
|
RU2145649C1 |
| АГРЕГАТ МЯЛЬНО-ТРЕПАЛЬНЫЙ ДЛЯ ОБРАБОТКИ ЛЬНА | 2005 |
|
RU2317354C2 |
| СПОСОБ ПОДГОТОВКИ ЛЬНЯНОЙ ТРЕСТЫ К ТРЕПАНИЮ | 2008 |
|
RU2363778C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОГО ЛУБЯНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2099447C1 |
Способ первичной обработки лубоволокнистого материала, включающий формирование слоя, промин, двухстороннее трепание и последующее пневматическое удаление отходов трепания, при трепании образуют замкнутый ограниченный воздушный объем с направлением воздушных потоков от технологических щелей для пропуска обрабатываемого материала к зоне удаления отходов трепания и приближением зоны удаления отходов трепания к зоне их образования, при этом количество удаляемого воздуха в начальный период трепания превышает количество удаляемого воздуха в период окончания процесса трепания. Устройство для первичной обработки лубоволокнистого материала, содержащее транспортер, парные трепальные барабаны с конусными и цилиндрическими частями, в каждой трепальной секции выполнен ограждающий кожух, совпадающий по форме с траекторией бильных ножей трепальных барабанов, при этом вдоль сферы трепания установлена приемная воронка, ширина верхней части которой меньше межосевого расстояния трепальных барабанов, нижняя часть воронки имеет переменную ширину, уменьшающуюся по ходу обработки материала. Использование данной группы изобретений позволяет повысить производительность процесса обработки лубоволокнистого материала. 2 с. и 1 з.п. ф-лы, 2 ил.
| ДВОРНИКОВ В.М | |||
| МОВНИН М.А | |||
| Первичная обработка льна, Москва, Легкая индустрия, 1976, с.120-125 | |||
| Приспособление к письмосортировочной машине для установки писем на движущуюся транспортерную ленту | 1962 |
|
SU151135A1 |
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| СПОСОБ ПОЛУЧЕНИЯ СЖАТОГО ОСУШЕННОГО ГАЗА | 2015 |
|
RU2600345C1 |
| 0 |
|
SU209410A1 | |

