(54) СТАНОК ДЛЯ ОБРАБОТКИ ВАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки валов | 1977 |
|
SU733878A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Станок для обработки многогранных изделий | 1980 |
|
SU973243A1 |
| Станок для обработки многогранныхиздЕлий | 1979 |
|
SU810383A2 |
| Станок для токарной обработки | 1984 |
|
SU1192904A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
Изобретение относятся к станкостроению и может быть использовано для обработки круглых и некрзо-лых валов точением, фрезерованием и шлифованием.
Известен станок для обработки валов методом точения, содержащий станину с расположенными на ней шпиндельной бабкой с заготовкой, суппортом с обоймой, в которой эксцентрично установлен с возможностью регулировки инструментальный шпиндель с резцовой головкой 11.J
Недостатком известного станка является недостаточная универсальность, обусловлен- , ная возможностью осуществления обработки деталей только точением.
Цель изобретения - расошрение технологических возможностей стайка.
Для достижения этой цели станок ЪнаСн жен дополнительным регулируемым приводом и механизмом переключения кинематической цепи.
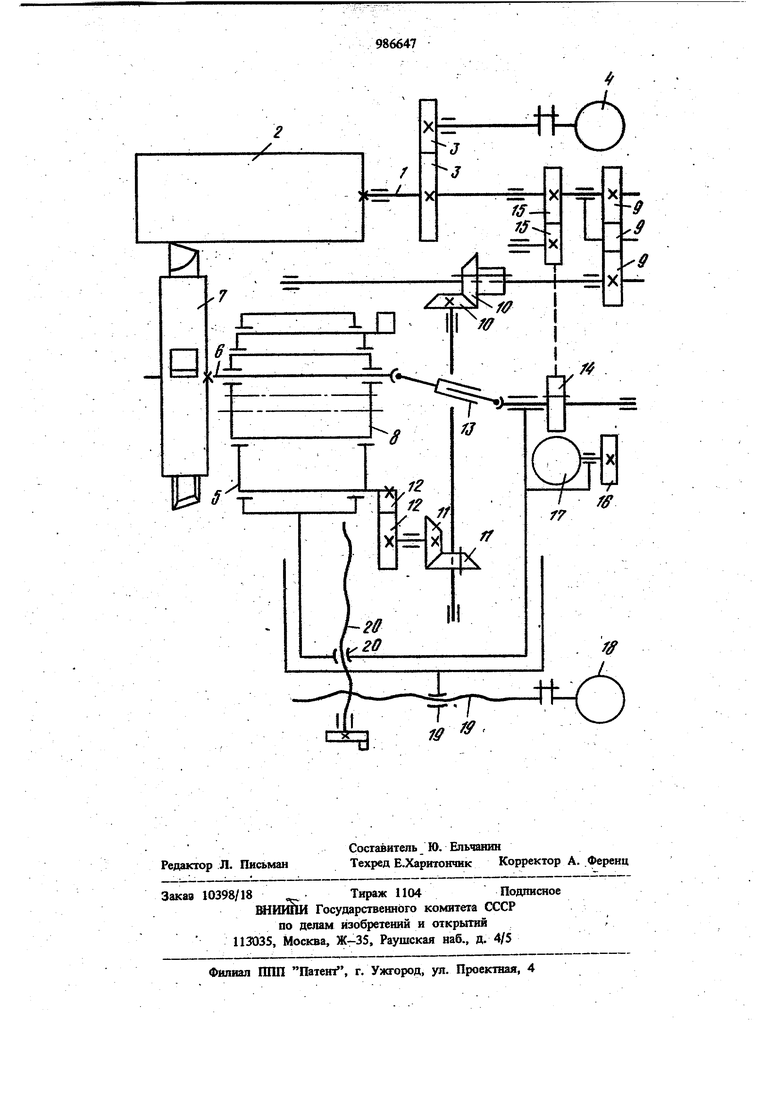
На чертеже представлена кинемалсческая схема станка.
Шпиндель 1, нес}Г1ций заготовку 2, связан ; через передачу 3 с регулируемым приводом 4. Параллельно шпинделю 1 в обойме 5 смонтирован с возможностью вращения щпиндель 6 с HHCTpjnvieHTOM 7. Обойма 5 снабжена устройством 8 для регулировки при на- стройке станка расстояния между осями вращения шпинделя 1 и обоймы 5.
Шпиндель 1 соединен с обоймой 5 кинема10тической цепью деления, содержащей орган настройки (гитару сменных зубчатых колес) 9 и постоянные передачи 10-12.
Инструментальный ппгандель через телескопическое шарнирное соединение 13, подвиж15ное колесо 14, и передачу 15 связан с шпинделем 1 и далее по цепи деления с обоймой 5.
Посредством механизма перемещения (на схеме не показан) колесо 14 может быть введено в зацепление с колесом 16, установ20ленным на выходном валу дополнительного ., :регулируемого привода 17. Таким образом, посредством механизма переключения инструментальный шпиндель б может быть соеди39нен либо с его дополнительным приводом 17, либо со шпинделем 1 и обоймой 5. Регулируемый привод 18 с винтовой парой 19 служит для сообщения инструменту продольной подачи, а виитовая пара 20 для установки заданного расстояния между вращения обоймы 5 и шпинделя 1. В качестве инструмента 7 на шпинделе 6, при обработке многогранных валов, могут быть установлены резцовая головка с количеством режущих элементов, равным числу обрабатываемых граней (при обработке по методу прерываемого точевия), многолезвийный дисковый инструмент (для обработки фрезерованием) и шлифовальный круг. При обработке некруглых валов прерывистым точением инструментальный шпиндель 6 посредством механизма переключения соединяется кинематически со шШ1нделем 1 и обоймой 5, а при обработке фрезерованием и шлифованием - с дополнительным приводом 17. Во всех случаях кинематическая цепь меж - ду шпинделем 1 и обоймой 5 настраивается так, чтобы угловая скорость обоймы 5 бы-: ла равна произведению угловой скорости заготовки и числа обрабатываемых граней. При обработке многогранных валов прерывистым точением передаточное отношение кинематической цепи между шпинделями 1 и 6 настраивается в зависимости от количест ва режущих элементов у резцовой головки и числа обрабатываемых граней. Например, при равенстве этих величин передаточное отношение кинематической цепи между шпинделями должно быть равно едини}1е. Направления вращений шпинделя 1 и обо мы 5 одинаковы при всех реализуемых методах обработки. При обработке точением вращение инструмента совпадает с направлен ем вращения шпинделя 1 и обоймы 5. При других методах обработки вращение инструмента может совпадать с вращением заготов ки (встречная схема резания) или быть про тивоположным (попутная схема). Станокпри обработке некруглых валов работает следующим образом. При обработке по методу прерывистого точения от привода 4 получает вращение шпиндель 1 .с заготовкой 2. Одновременно по кинематической цепи, содержащей передачи 15 и 14, получает вращение шпиндель 6 с инструментом 7, а по кинематической цепи с передачами 9-12 - обойма 5. Привод 17 в этом случае отключен. Профилиров.ание некруглого поперечного сечения осуществляется вершинами режущих элементов в результате сложения вращательных движений обоймы 5, заготовка 2 и инструмента 7. Для формирования изделия по длине инструменту ,7 от привода 18 через винтовую пару 19 сообщается прямолинейное движение подачи вдоль оси шпинделя I. При обработке по методу фрезерования или шлифования шпиндель 6 с инструмент том 7 получает независимое вращение со скоростью резания (главное движение) от привода 17 через передачи 16-14 и телескопическое шарнирное соединение 13. Одновреме шо от привода 4 обойма 5 и шпиндель 1 с заготовкой 2 получают одинаково) направленные вращательные движения с отношением угловых скоростей равным числу обрабатываемых граней. Вращение заготовки в этом случае является движением круговой подачи. Профилирование накругло1-о вала осуществляется в этом случае окружностью, диаметр которой равен диаметру инструмента, в результате согласованных вращательных движений шпинделя .1 и обоймы 5. На станке возможна также обработка круглых валов по двум схемам. При первой размыкается кинематическая цепь между шпщделем 1 и обоймой 5 и обработка производится инструментом (фрезой, шлифовальным кругом), получающим вращение от привода 17 и продольное движение от привода 18. При второй схеме заготовке сообщается вращение, а неподвижной резцовой головке - продольное движение. Станок по сравнению с известным является более универсальным и имеет более широкие технологические возможности. Формулаизобретения Станок для обработки валов по авт. св. N 733878, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительным регулируемым приводом и механизмом переключения кшсематической цепи Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 733878, кл. В 23 С 3/02, 1977.
/
к)
t- 9 i I
