Изобретение относится к штыревой оснастке для формообразования участков оболочек.
Предпочтительное применение: космическая, авиационная и судостроительная промышленность.
Изобретение касается улучшений конструкции, которые направлены на повышение точности формообразования, на расширение применения в различных режимах, для разнообразные металлических материалов и для использования более широкого ассортимента толщин и размеров.
В устройствах с постоянным нагружением заготовки рабочие органы являются неустранимой причиной длительного взаимодействия свободных областей заготовки и областей, зажатых рабочими органами в местах их точечного контакта. Смещение материала свободных областей относительно зажатых приводит к появлению локальных областей сжатия, при потере устойчивости которых возникают цуги, содержащие одну или две гофры, длина волны λ которых определяется для данного материала при данной температуре толщиной заготовки h и межосевыми расстояниями L соседних рабочих органов в направлении максимального сжатия.
Потеря устойчивости в общих областях сжатия, например на периферии поверхности положительной полной кривизны, вызывает гофрообразование, длина волны которого λ также определяется толщиной заготовки h и межосевыми расстояниями L между соседними рабочими органами в направлении максимального сжатия.
Более частое расположение рабочих органов уменьшает градиенты скоростей перемещений в касательных к оболочке плоскостях между зажатыми и свободными участками и ограничивает размеры области, способной потерять устойчивость при сжатии листа толщиной h.
Более частое расположение рабочих органов предпочтительно и в отношении более точного соответствия теоретической поверхности и реально полученной точечным взаимодействием стержней и заготовки, однако в машинах с двусторонним постоянным зажатием заготовки это трудно достижимо. Линейные двигатели, обеспечивающие перемещения деформирующих стержней с заданными скоростями на заданные расстояния независимо от колебаний нагрузки (в дальнейшем именуемые позиционными двигателями) трудоемки в изготовлении, поэтому количество рабочих органов, в каждом из которых содержится один такой двигатель, лимитируется стоимостью. Для малых толщин заготовки более плотное расположение рабочих органов трудновыполнимо ввиду сравнительно больших сечений и громоздкости позиционных двигателей.
Для исключения неточностей формы в более ранних машинах поверхность изделия с участками двойной кривизны разделяли на области, соотнесенные с рабочими органами, и для каждого рабочего органа изготовляли две опорные поверхности, сопряженные с поверхностями изделия с двух его сторон [1].
Однако, такая мера, увеличивая точность изделия при малочисленных рабочих органах, увеличивает градиенты скоростей между соседними областями заготовки и требует дополнительных мер для их уменьшения.
Позиционными двигателями в устройстве [1] являются винтовые пары с шестеренными передачами, приводимые от общего источника вращения. Дифференциальными двигателями являются грузы или пружины, сжатые предварительно.
В известном устройстве [2] позиционные двигатели представлены гидроцилиндрами, которые связаны с непрерывно действующими дозаторами, причем каждому гидроцилиндру соответствует свой дозатор. Каждый позиционный двигатель обеспечивает перемещение со строгим заданием скоростей независимо от колебаний нагрузки; дифференциальные двигатели - гидроцилиндры, включенные параллельно, которые совершают вынужденное движение, задаваемое изменяющейся формой заготовки и взаимодействующими с ней позиционными двигателями.
Наблюдение сжатых областей указывает на то, что потеря устойчивости происходит за некоторое критическое время Δtкрит и распадается на стадию гофрообразования и ее развитие в излом.
Картина гофрообразования, наблюдаемая на штыревой оснастке, достаточно сложная, и в силу принципа действия устройства ее нельзя изменить, пока не закончился процесс формообразования.
Для упрощения задачи экспериментального изучения, т.е. для исключения краевых эффектов, вызванных постоянным контактом органов в различных областях заготовки, наблюдения проводились на устройстве, включающем выпуклую матрицу, на которой располагается лист, а сверху листа - металлическая сетка из полос. Относительным перемещением натянутой сетки и матрицы лист постепенно формировался в нагретом состоянии в поверхность двойной кривизны. При этом оказалось, что гофрообразование имеет правильную периодическую структуру с длиной волны λ(h) и гофры перпендикулярны контуру К, проведенному в направлении максимального сжатия.
Более частое расположение полос, чем λ и постепенное прилегание полос на область достаточно полно сформировавшейся волновой системы устраняло гофрообразование.
Если напряжения сжатия недостаточны для гофрообразования вдоль всего контура на периферии поверхности двойной кривизны и достигали критических значений только вдоль некоторых участков Ki, то волны гофрообразования определялись величиной h, а их амплитуда - значением полной кривизны на этих участках. Такая ситуация возникала, если выпуклая матрица имела различную кривизну в разных направлениях.
Наиболее близким к заявленному является устройство для формообразования (1), содержащее камеру формообразования, рабочие органы с противостоящими приводами, расположенными снаружи камеры формообразования, каждый рабочий орган состоит из двух деформирующих стержней, расположенных соосно и установленных с возможностью перемещения в камеру формообразования с двух ее противоположных сторон, двух линейных двигателей, один из которых позиционный, а другой дифференциальный, каждый двигатель имеет установленную с возможностью возвратно-поступательного перемещения от источника перемещения осеподвижную часть, на которой закреплен упомянутый деформирующий стержень, линейные позиционные двигатели выполнены с возможностью задания формы поверхности оболочки, а линейные дифференциальные и линейные позиционные двигатели выполнены с возможностью совместного воздействия на заготовку.
Задачей изобретения является улучшение конструкции, обеспечивающее повышение точности формообразования, использование различных режимов для различных материалов и для получения широкого ассортимента толщин и размеров.
Поставленная задача достигается за счет того, что в устройстве для формообразования участков оболочек с гладкой поверхностью, содержащем камеру формообразования, рабочие органы с противостоящими приводами, расположенными снаружи камеры формообразования, каждый рабочий орган состоит из двух деформирующих стержней, расположенных соосно и установленных с возможностью перемещения в камеру формообразования с двух ее противоположных сторон, двух линейных двигателей, один из которых позиционный, а другой дифференциальный, каждый двигатель имеет установленную с возможностью возвратно-поступательного перемещения от источника перемещения осеподвижную часть, на которой закреплен упомянутый деформирующий стержень, линейные позиционные двигатели выполнены с возможностью задания формы поверхности оболочки, а линейные дифференциальные и линейные позиционные двигатели выполнены с возможностью совместного воздействия на заготовку, противостоящие приводы рабочих органов с каждой стороны камеры формообразования выполнены по схеме дифференциального группового привода, рабочие органы разделены на равные группы, в каждой из которых линейные двигатели связаны общими для группы линиями передачи перемещений их осеподвижных частей с возможностью согласования в режиме формообразования на включение упомянутых групп в различных фазах, а в других режимах - софазно, каждая группа разделена на подгруппы, подгруппы из групп различных фаз расположены с чередованием, каждая подгруппа выполнена из двух однорядных блоков, расположенных с противоположных сторон камеры формообразования, по меньшей мере один из линейных дифференциальных двигателей каждого рабочего органа имеет устройство регламентации формообразубющего хода его осеподвижной части, выполненное в виде неподвижного упора для остановки перемещения его осеподвижной части и подвижного ограничителя его осеподвижной части с линейно-подвижным элементом преобразователя угла поворота в перемещение, связанных между собой односторонней передачей.
На фиг. 1 показано устройство для экспериментального формообразования поверхностей двойной кривизны.
Устройство содержит выпуклую матрицу А из жаропрочного бетона с поверхностью двойной кривизны, на которой расположены листовая заготовка В из алюминий-титанового сплава и пуансон С, представляющий собой сетку. Сетка образована элементами D, наложенными друг на друга. Каждый элемент D выполнен из полос из нержавеющей стали в виде частокола, перечеркнутого перпендикулярно расположенной полосой из той же стали. Пересечения полос соединены сваркой. На концах параллельных полос шарнирно закреплены подвижные ролики Е, охваченные тросом F, проходящим через неподвижные ролики G на раме Н, расположенной снаружи матрицы А в направлении, перпендикулярном к проекции матрицы А в плане.
При сближении рамы Н и матрицы А пуансон С полосами прижимает заготовку В. Перпендикулярно к линиям наибольшего ската матрицы А на площади, не охваченной сеткой пуансона С, образовывалась зона зона сжатия на контуре К, а перпендикулярно ей край заготовки приобретал волнистый вид.
На устройстве применялось несколько матриц с поверхностью различной положительной и отрицательной полной кривизны. Матрица А, заготовка В и пуансон С находились в термокамере, нагреваемой галогенными лампами, а привод пуансона С через прорези в термокамере располагался снаружи, так что ролики Е и трос F находились за пределами высоких температур. Максимальные температуры нагрева - 700oС, режим деформирования заготовки В - ползучесть, смещенная к зоне сверхпластичности.
В основу предлагаемого решения положен принцип динамического воздействия в различных, меняющихся местах контура максимального сжатия. Чтобы не определять особо саму область сжатия и контур, вдоль которого возможно гофрообразование, тот же эффект достигают эпизодическим воздействием на всю заготовку в разных ее местах, причем для любого органа время взаимодействия его с заготовкой меньше времени гофрообразования, с тем, чтобы локальные области потери устойчивости не смогли образоваться.
Достигается это тем, что рабочие органы выполнены из периодически действующих составляющих и разделены на равные группы, каждая из которых пребывает, по крайней мере, в двух состояниях: формообразующего хода или покоя, и разные группы в каждый момент находятся в разных фазах; в свою очередь каждая из равных групп разделена на подгруппы, и подгруппы из разных групп расположены так, что у соседних подгрупп отличаются фазы.
На фиг.2 показаны рабочие органы штыревой многорядной оснастки.
Каждый рабочий орган оснастки содержит два деформирующих стержня 1 и 2, соосные между собой. Между концами стержней внутри камеры формования может располагаться листовая заготовка 3, с которой концы стержней 1 и 2 при формообразующем ходе находятся в контакте, по крайней мере, с одной стороны, а в большей части формообразующего хода с двух сторон. Концы стержней 1 и 2 снаружи камеры формования связаны устройствами 4 и 5 для перемещения стержней вдоль оси рабочего органа. Средства перемещения 4 и 5 в дальнейшем именуются линейными двигателями.
В соседних рядах оснастки при формообразовании рабочие органы пребывают в различных фазах: в состоянии покоя деформирующих стержней в одном ряду и в состоянии движения стержней в соседнем ряду (при двухфазной системе). Состояния движения и покоя в рядах периодически меняются. В состоянии движения стержни 1 и 2 находятся под нагрузкой сжатия, сообщаемой им со стороны линейных двигателей 4 и 5, которая передается на заготовку 3 в области контакта стержней и заготовки. В состоянии покоя стержни 1 и 2 не нагружены.
На фиг.3 показано сечение штыревой оснастки плоскостью, перпендикулярной к осям рабочих органов. Соседние ряды рабочих органов состоят из сечений в виде кружков. В одном ряду кружки заштрихованы, в другом - нет. Заштрихованные кружки обозначают рабочие органы, пребывающие в фазе движения стержней под нагрузкой со стороны их линейных двигателей, не заштрихованные кружки обозначают рабочие органы, пребывающие в фазе снятой нагрузки на стержнях 1 и 2 (см. фиг. 2). При двухфазной системе количество рядов, пребывающих в нагруженном состоянии стержней их рабочих органов, и количество рядов, где стержни не нагружены, одинаково. Множество всех рядов рабочих органов при двухфазной системе их нагружения разбито на две равные группы. Каждый ряд образует подгруппу. Чередующиеся подгруппы из разных групп являются, т.о., соседними рядами, и пребывают в различных фазах. Сказанное касается состояния штыревой оснастки при формовании в двухфазном режиме. При других режимах, достигаемых переключением, пересоединением коммуникаций рабочие органы могут быть либо нагруженными, либо все ненагруженными, либо даже в состоянии, когда стержни рабочего органа осуществляют движение в разные стороны, например, при выемке готового изделия, или при установке заготовки 3 в новое положение.
Как и известные машины с постоянным нагружением рабочих органов, предлагаемое устройство содержит камеру формообразования, рабочие органы, содержащие соосные деформирующие стержни и средства их перемещения. На этом сходство заканчивается.
Предпочтений избрать в качестве прототипа любое из устройств [1] или [2] , а также иные известные машины с постоянным нагружением стержней, связанных с позиционными и дифференциальными двигателями, нет. В известных многоштоковых устройствах заготовка нагружена постоянно. Предлагаемое устройство основано на принципе периодического нагружения соседних областей заготовки.
В предложенном устройстве линейный позиционный двигатель образован присовокуплением к дифференциальному двигателю устройства для регламентации его формообразующего хода, при этом регламентация формообразующего хода включает, по крайней мере, две фазы: формирование ограничения хода в устройстве регламентации и его силовое повторение дифференциальным двигателем, входящим в состав позиционного. При использовании составного дифференциального двигателя, ступени которого связаны серводействием с разделением во времени срабатывания ступеней, фазность позиционного двигателя увеличивается.
На фиг. 4 показан линейный позиционный двигатель, в котором последовательно во времени осуществляются две фазы: формирование ограничения хода выходного звена 7 двигателя 6 при помощи жесткой механической связи между выходным звеном 7 и основанием камеры формования и затем силовое повторение сформированного перемещения выходного звена 7 на расстояние z при включении дифференциального двигателя 6.
Силовое повторение сформированного в устройстве регламентации ограниченного хода дифференциальным двигателем 6 возможно при определенном его устройстве: дифференциальный двигатель 6 на выходном звене 7 должен иметь продолжение как в сторону камеры формования, так и в противоположную от нее сторону.
Со стороны камеры формования на подвижном выходном звене 7 закрепляют формирующий стержень 1, а на продолжении выходного звена 7 в противоположную сторону закрепляют соответствующие элементы, обеспечивающие ограничение хода выходного звена 7.
Рассмотрим простейший случай внешнего управления непосредственно человеком с ручной установкой дискретных значений координаты z.
В этом случае устройство регламентации содержит два ограничителя 8 и 9 на линейной части 10 и два упора 11 и 12, один неподвижный относительно камеры формования, другой - неподвижный относительно выходного звена 7 двигателя 6, линейная часть 10 выполнена в виде рейки с отстоящими на равных расстояниях отверстиями, а ограничители 8 и 9 содержат параллельные направляющие с отверстиями в их стенках. Ограничители 8 и 9 закрепляют на рейке 10 помещением штифтов в совпадающие отверстия рейки 10 и ограничителей.
На основании камеры формования расположен упор 11, а на подвижном выходном звене 7 двигателя 6 упор 12. Упоры выполнены в виде отверстий, больших поперечного сечения рейки 10, но меньших чем поперечные сечения ограничителей 8 и 9.
Возможные варианты расположения подвижных и неподвижных частей простейшего демонстрационного устройства регламентации с заданием координаты z вручную показаны на отдельных фрагментах фиг.4.
Принцип регламентации перемещений выходного звена 7 односторонней жесткой механической связью со стороны основания предполагает наличие тех же составных элементов и при более сложных реализациях с использованием автоматики, что и при регламентации вручную.
Кроме двухступенчатых позиционных двигателей возможны и иные, построенные на ограничении хода выходного звена дифференциального двигателя, например позиционный двигатель, трехступенчатый, в котором первой ограничивается перемещение второй, а второй ограничивается перемещение третьей ступени.
Срабатывание ступеней разделено во времени. Состояния движения ступеней занимают случайные промежутки времени и отличаются от систематических, фазных состояний, циркулирующих в общих силовых коммуникациях, которые, в зависимости от природы состоянии, именуются переменными натяжениями, переменными давлениями, а сами коммуникации, по аналогии с фазными электрическими цепями, именуются также фазными.
Дифференциальность идентичных ступеней группы обеспечена их общей коммуникацией, допускающей перераспределение перемещений носителей силовых импульсов, которым определяется различие в перемещениях выходных звеньев дифференциальных двигателей группы, но для одной ступени данного позиционного двигателя только в пределах достижения позиции, заданной координатой 7 от предыдущей ступени.
На фиг. 5 показаны трехступенчатый позиционный двигатель и устройство двигателя с положением деталей в различных фазах, в котором ступень I образована шаговым двигателем и винтовой парой, задающими ограничение перемещений для гидравлического дифференциального двигателя II, связанного с источником пульсирующего давления Р0 через обратный клапан и с последующим, конечным звеном III через пороговый клапан. Гидравлический двигатель II имеет общий вытеснитель с гидравлическим двигателем IV, связанным с пульсирующим давлением P1, которым осуществляются обратный ход двигателя II и прямой ход конечного звена - двигателя III. Полость двигателя III работает на заполнение, а его выходное звено осуществляет прямой ход.
На фиг. 6 показаны трехступенчатый позиционный двигатель обратного хода основного звена и устройство с положением его деталей в различных фазах, в котором ступень I образована шаговым двигателем и винтовой парой, задающим ограничение перемещений для гидравлического дифференциального двигателя II, связанного с источником давления Р0 через обратный клапан и с гидросопротивлением к сливу через пороговый клапан. Гидравлический двигатель II имеет общий вытеснитель с гидравлическим двигателем IV, который через однопозиционный переключатель связан со сливом и через второй однопозиционный переключатель с конечным звеном - гидродвигателем III, осуществляющим обратный ход.
Возможность задания координаты на конечной ступени III и на промежуточной IV основана на явлении несжимаемости жидкости в широком диапазоне давлений, и линейная зависимость H(x)=kx может быть обеспечена с помощью цилиндрического сосуда переменной высоты  где V - объем, Н - высота, S - площадь сечения кругового цилиндра. Полагая 1/S=k=const, H(V)=kV. Построение задающего координату z* агрегата, аналогичного функционально механическому с винтовой парой и приводом, задающим угол ϕ, так что Н(ϕ)=kϕ где k - шаг резьбы самотормозящейся, обеспечивающей одностороннюю передачу угла ϕ от источника вращения, возможно и в гидравлическом исполнении, обеспечивающем одностороннее движение посредством обратного и порогового клапанов, а в устройстве на опорожнение дополнением однопозиционных переключателей, сообщающих поочередно слив и гидравлический конечный двигатель, работающий на опорожнение.
где V - объем, Н - высота, S - площадь сечения кругового цилиндра. Полагая 1/S=k=const, H(V)=kV. Построение задающего координату z* агрегата, аналогичного функционально механическому с винтовой парой и приводом, задающим угол ϕ, так что Н(ϕ)=kϕ где k - шаг резьбы самотормозящейся, обеспечивающей одностороннюю передачу угла ϕ от источника вращения, возможно и в гидравлическом исполнении, обеспечивающем одностороннее движение посредством обратного и порогового клапанов, а в устройстве на опорожнение дополнением однопозиционных переключателей, сообщающих поочередно слив и гидравлический конечный двигатель, работающий на опорожнение.
Так, устроенные позиционные двигатели - периодического действия и коренным образом отличаются от позиционных двигателей постоянного действия. Последние обеспечивают заданные перемещения с заданными скоростями независимо от колебаний нагрузки. Позиционные двигатели периодического действия обеспечивают перемещения на заданные расстояния, а скорости этих перемещений зависят от нагрузки, и заданные расстояния при различных нагрузках достигаются в различные промежутки времени.
В отличие от жесткой матрицы, образованной позиционными двигателями в машинах с постоянным нагружением рабочих органов, в предлагаемом устройстве матрица упругая, и под действием нагрузок со стороны достаточно жесткой заготовки и действующих на нее с обратной стороны дифференциальных двигателей может и не достигать сразу заданной формы, а только тогда, когда заготовка будет достаточно сдеформирована, особенно при одноступенчатых дифференциальных двигателях, формообразующий ход которых регламентируется.
При использовании в позиционном двигателе периодического действия многоступенчатого дифференциального двигателя на стадии формообразующего хода позиционный двигатель заданное расстояние достигает с переменной скоростью, зависящей от нагрузки, и только после осуществления формообразующего хода приобретает жесткость в силу запертой жидкости в конечной ступени.
Дифференциальные двигатели допускают работу как в постоянном, так и в периодическом режимах. Принцип их может быть основан на различных явлениях. Линейные дифференциальные двигатели могут быть как гидравлическими, так и механическими; последние допускают более высокие температуры нагрева и менее требовательны к средствам охлаждения, но уступают гидравлическим по величине усилий и быстродействию.
На фиг. 7 показана принципиальная схема дифференциального двигателя на основе гидроцилиндра. (Гидроцилиндр есть объемный гидродвигатель с прямолинейным возвратно-поступательным движением выходного звена. В зависимости от конструкции возвратное движение цилиндра может осуществляться посторонним источников возврата, а при определенной его конструкции то и другое движение осуществляется без посторонних приспособлений).
Дифференциальность, независимо от возможностей расхода Q(t) источника достигнута параллельным соединением группы идентичных гидроцилиндров.
(Утверждение, независимо от возможностей расхода Q(t) источника, означает, например, что при одном гидроцилиндре и при строго постоянном расходе источника Q(t)= const, выходное звено гидроцилиндра, его шток или плунжер движутся с постоянной скоростью, v(t)=const, независимо от колебаний нагрузки. Или вторая возможность, при одном гидроцилиндре и его питании от пневмогидроаккумулятора, скорость движения его выходного звена испытывает колебания с колебаниями нагрузки).
Здесь 6 - гидроцилиндры, 7 - их выходные звенья, 13 - источник давления, 14 - коммуникации (трубопроводы, второе название: гидромагистрали). За счет перераспределения жидкости, поступающей в гидроцилиндры в зависимости от нагрузок Pi на выходных звеньях 7, скорости движения vi различны.
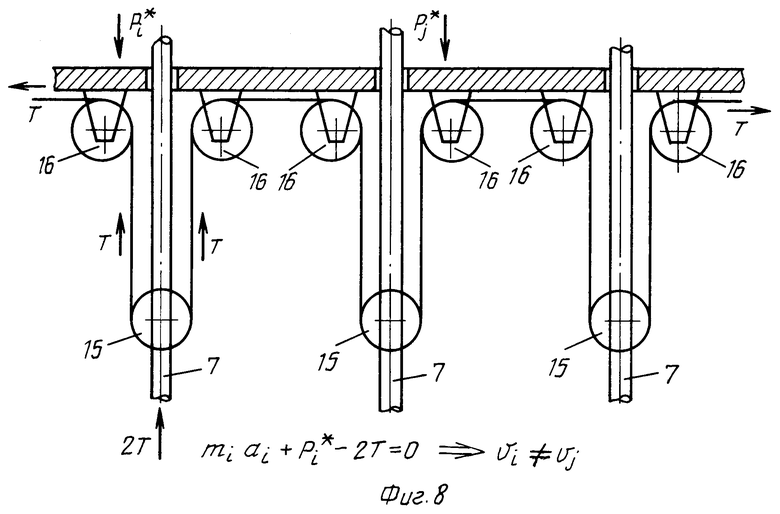
На фиг.8 показан механический дифференциальный двигатель (аналогичный с упоминавшимся ранее при описании устройства для экспериментального изучения формования поверхностей двойной кривизны, показанного на фиг.1). Перераспределение перемещений достигнуто тем, что на стержнях 7, имеющих возможность осевого перемещения, закреплены ролики 15, а на неподвижном относительно стержней сновании закреплены ролики 16, охваченные совместно с роликами 15 общим гибким элементом 17, например тросом или лентой. Гибкий элемент 17 выполняет ту же роль, что и параллельно соединяющие гидроцилиндры 6 коммуникации 14.
По крайней мере, один из линейных дифференциальных двигателей рабочего органа снабжен устройством регламентации его формообразующего хода. В пределах ограниченного хода движение происходит с теми же особенностями, что и без ограничения.
На фиг.9 показан рабочий орган, который содержит стержни 1 и 2, связанные с линейными двигателями 4 и 5, один из которых позиционный, другой - дифференциальный.
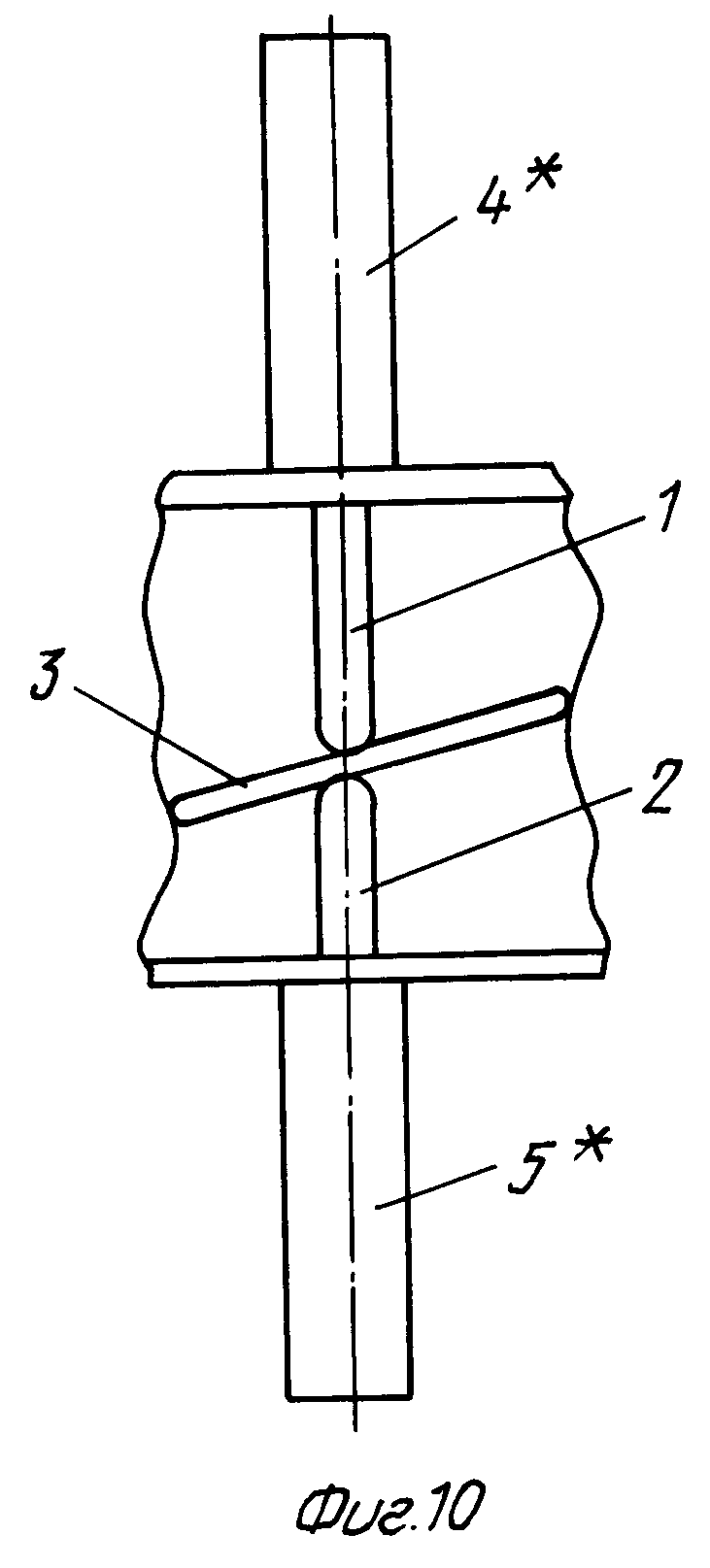
На фиг. 10 показан рабочий орган, который содержит стержни 1 и 2, связанные с линейными двигателями 4* и 5*, оба из которых позиционные.
Позиционность в обоих случаях достигнута снабжением линейных дифференциальных двигателей устройствами регламентации их формообразующего хода. Ступенчатость двигателей 4* и 5*, а также одного из двигателей 4 или 5 не оговорена, так что рабочие органы и на фиг.8, и на фиг.9 периодического действия.
Устройство регламентации содержит подвижный ограничитель осеподвижной части дифференциального двигателя, неподвижный упор для остановки ее движения, при этом подвижный ограничитель включает линейно подвижный элемент преобразователя угла поворота в перемещение, который связан односторонней передачей с его управляемым приводом.
На фиг. 11 показана схема механического устройства регламентации формообразующего перемещения деформирующего стержня 1. Устройство показано в различных фазах.
Позиционное перемещение стержня 1 достигается при двухступенчатой схеме позиционного двигателя, ограничением перемещений выходного звена 7 (см. фиг. 4) дифференциального двигателя 6, имеющего продолжение выходного звена 7 наружу от камеры формования.
Ограничение перемещения достигается при помощи устройства 18, в котором угол поворота ϕ источника вращения 19 и связанного с ним входного звена 20 преобразователя вращательного движения в перемещение выходного звена 21, преобразуется по зависимости H=kϕ, где k=const.
После задания перемещения Н(ϕ), при помощи ограничителя 8, содержащего упор 9 и линейную часть 10, в следующей фазе оно повторяется силовым дифференциальным двигателем 6 путем ограничения перемещений его выходного звена 7 замыканием упоров 9 и неподвижного упора 11 при их контакте. В качестве преобразователя угла поворота ϕ в перемещение Н может быть применена, например, винтовая пара, которая удовлетворяет условию H=kϕ, если нагрузка на ее элементы и при задании координаты, и при удержании выходного звена 7 дифференциального двигателя 6 односторонняя. При нагрузке, чередующейся по направлению, неизбежные люфты могут нарушать линейность соотношения, и оно становится линейным только приближенно: H≈kϕ. В этом случае применяются особые меры, обеспечивающие одностороннюю нагрузку и при задании кординаты z, и при ее силовом повторении. Одной из таких мер является расположение винтовой пары на выходном звене 7 двигателя 6.
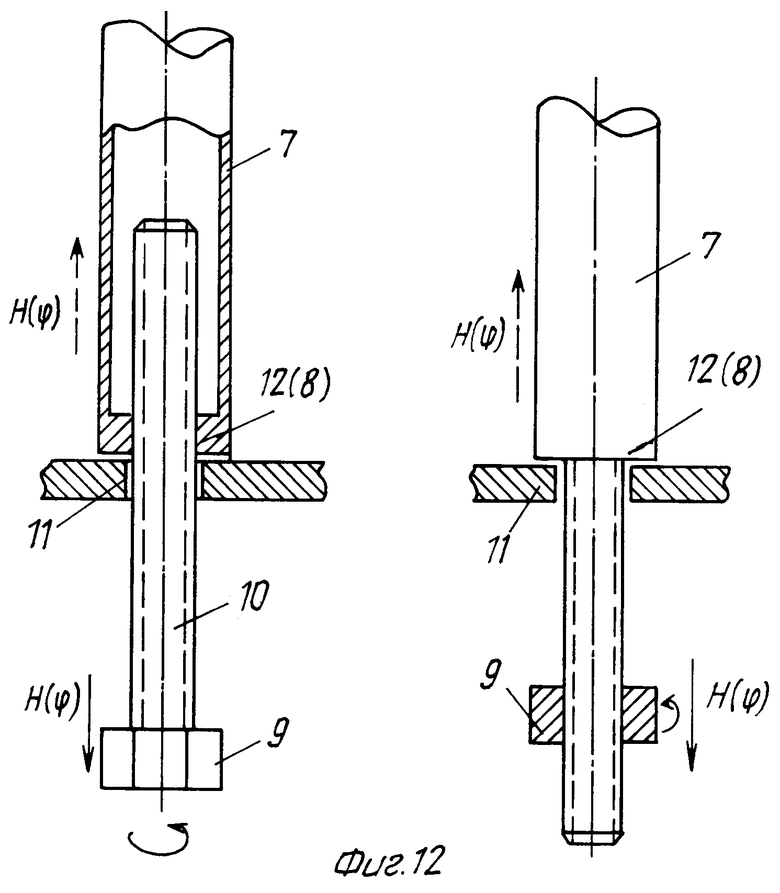
На фиг.12 показано устройство регламентации, содержащее винтовую пару на выходном звене 7 двигателя 6. Таких расположений два: а) либо гайка неподвижна относительно выходного звена 7, а болт и его резьбовую часть ввинчивают в гайку; b) либо резьбовая часть закреплена на выходном звене 7, а гайка осеподвижна вдоль резьбовой части. В первом случае головка болта является подвижным упором 9, а его резьбовая часть - линейной частью 10, во втором случае подвижным упором 9 является гайка, а резьбовая часть винта - линейной частью 10.
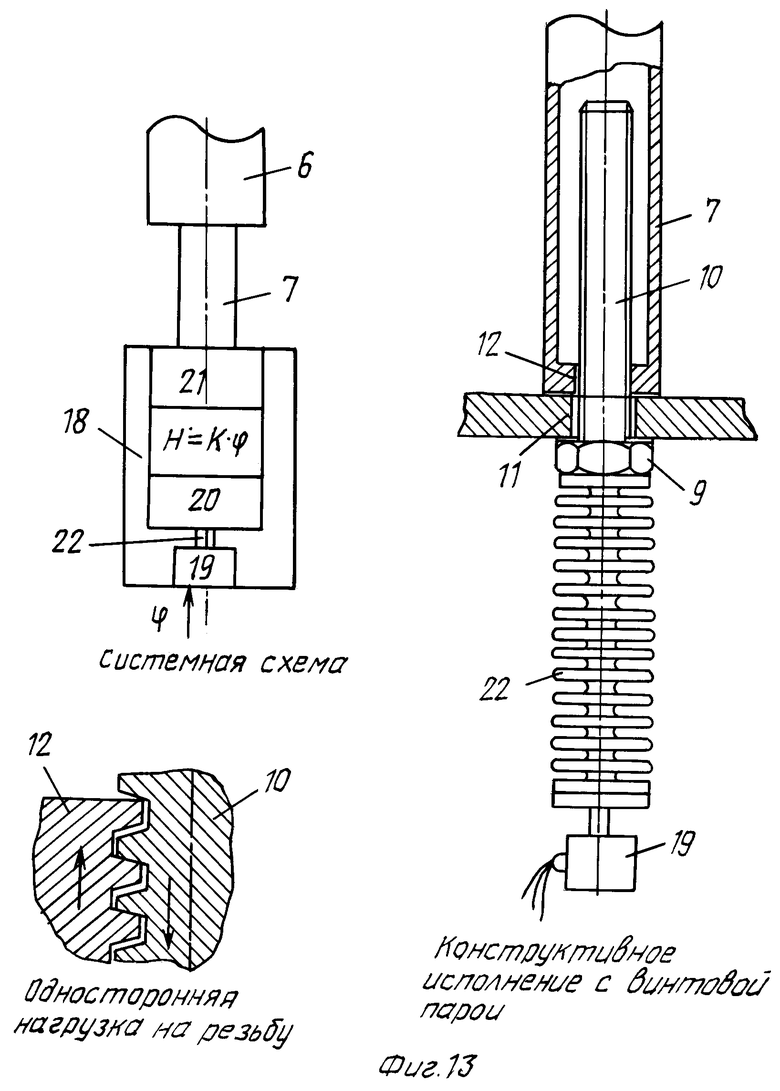
На фиг. 13 показано устройство регламентации с неподвижной гайкой на выходном звене 7 двигателя 6. Источник вращения 19 и входное звено 20 преобразователя 21, осуществляющего преобразование H(ϕ)=kϕ, представлено винтовой парой, содержащей неподвижную гайку на выходном звене 7 двигателя 6, и подвижный болт 10, головка которого 9 может опираться на края отверстия 11 в основании камеры формования. Головка 9 болта и источник вращения 19 связаны механической коммуникацией 22 для передачи вращения, выполненной из гофрированной трубки с малой продольной жесткостью. Задание угла поворота ϕ управляемым источником вращения 19 и его передача посредством вращательной коммуникации 22 на преобразователь 21 в виде винтовой пары осуществляются в фазе покоя дифференциального двигателя 6.
Отметим, что винтовая пара, как преобразователь H(ϕ)=kϕ, односторонняя передача от источника вращения 19, в том смысле, что в следующей фазе нагрузка на резьбу максимальна, а самовращения назад не происходит, так как винтовая пара - самотормозящаяся.
В отличие от штыревых оснасток [1] и [3], где винты работают на сжатие, все приведенные применения винтовой пары в устройствах регламентации отличаются работой винта исключительно на растяжение, и, таким образом, проблемы с потерей устойчивости винтов при их сжатии не имеют места.
Устройство регламентации допускает множество вариантов. Например, если преобразователь угла поворота управляемого привода выполнен на основе винтовой пары, то она является одновременно и односторонней передачей от управляемого привода к линейно подвижному элементу, который в то же время так или иначе входит в состав ограничителя.
При конструкции преобразователя угла поворота в перемещение, например, на основе червячной передачи с одним или с двумя червячными колесами червячная передача является односторонней передачей от управляемого привода к линейно подвижному элементу, который выполнен отдельным звеном.
В предлагаемом устройстве не оговаривается и управляемый привод. Приводами могут быть и шаговые двигатели, и электромагнитные муфты, снабженные счетчиками, которые расположены на осях реверсивных двигателей различного действия. Управляемость предполагается программная, например, от компьютера, хотя не исключается и от других устройств, и даже ручное осуществление программы.
Это связано с тем, что регламентацию определяет число оборотов, которое преобразовано в линейное перемещение, а как число оборотов достигнуто, не важно, была ли скорость вращения постоянной, переменной или изменялась ступенчато и даже с перерывами.
В качестве управляемого привода устройства регламентации может быть применен и асинхронный двигатель со счетчиком оборотов и электромагнитной муфтой, которая по программе отключает источник оборотов от устройства преобразователя угла поворота в линейное перемещение, и шаговый двигатель, совмещающий в себе источник вращения и счетчик оборотов и т.п.
В известных штыревых оснастках винтовая пара и источник вращения выполняют роль одноступенчатого позиционного двигателя [1], [3], в предлагаемом же устройстве для формообразования агрегат из винтовой пары и управляемого источника вращения выполняет вспомогательную роль управляющего звена.
Касательно двухступенчатых позиционных двигателей, образованных из дифференциального двигателя и устройства регламентации перемещений, принципиально не важно, как устроен и на каких принципах работает дифференциальный двигатель: гидравлика применена или пневматика, тросовая передача, винтовая ли с двигателем достаточной приемистости - точность задания координаты обеспечивается только жесткостью и устойчивостью связи, ограничивающей перемещение выходного звена.
Однако в силу периодичности работы круг или область приемлемых дифференциальных двигателей, используемых в позиционном двигателе в силовых ступенях, ограничен требованием экономичности по затратам энергии и малой инерционностью подвижного ограничиваемого звена. Таким требованиям удовлетворяют гидроцилиндры и двигатели на основе применения троса, стержня, подвижных и неподвижных роликов, охваченных тросом, и малопригодны пневматические, а также на основе винтовой пары или иной конструкции линейного преобразователя вращения приемистого двигателя из-за громоздкости и возможного закусывания при остановках вращающихся массивных частей привода преобразователя в линейное перемещение.
В предлагаемом устройстве рабочие органы разделены, по крайней мере, на две равные группы, в которых линейные двигатели связаны общими для группы линиями передачи перемещений их осеподвижных частей, а указанные линии сообщены с источниками перемещений посредством однопозиционных переключателей.
Особенностью дифференциального двигателя, на любом принципе основанного, является неограниченность перемещения его подвижного звена в пределах максимально допустимого хода.
Остановка возможна только в двух случаях: если на выходное звено наложена останавливающая перемещение связь, по типу упор или стяжка, в первом случае, или прекратилось воздействие на входное звено со стороны линии передачи перемещений, во втором случае.
Исключение из второго случая составляют дифференциальные двигатели, принцип действия которых основан на физическом законе всемирного тяготения. Тяготение нельзя прекратить или прервать, подобно другим источникам перемещения.
Дифференциальные двигатели на основе тяготения приведены в материалах известного устройства [1], где имеется пример применения гирь, каждая из которых размещена на деформирующем стержне штыревой оснастки при осуществлении формообразующего хода ее рабочих органов.
В предлагаемом устройстве идентичные дифференциальные двигатели объединены в фазные группы, в каждой из которых силовая коммуникация общая для всех элементов группы. Дифференциальные двигатели к силовой коммуникации подключены непосредственно, так как дифференциальность обеспечивается самоуправлением, которое не требует наличия управляемых извне переключателей. Остановка перемещений всей группы дифференциальных двигателей достигается прерыванием связи источника и входа в коммуникацию. Прерывать связи, именуемый однопозиционным переключателем, для каждой фазной группы не может быть расположен иначе, кроме как на входе коммуникаций в группу, т.е., вынесен за пределы порядно расположенных вдоль фазной коммуникации дифференциальных идентичных двигателей.
Сказанное верно только для двухступенчатых позиционных двигателей, включающих дифференциальные двигатели во вторых ступенях, позиции остановок у которых определены внешними связями в виде стяжек или упоров, и безусловно верны для дифференциальных двигателей с одной только функцией прижима заготовки.
Для этих случаев конструктивно силовые коммуникации за пределами входов не содержат приспособлений, прерывающих непрерывность потоков носителей перемещений.
Для гидравлических многоступенчатых позиционных двигателей сказанное верно только принципиально. При последовательных перемещениях подвижных частей различных дифференциальных двигателей в составе позиционного, в коммуникациях, связывающих последовательно срабатывающие дифференциальные двигатели или их одновременно срабатывающие цепочки, неизбежно применение однопозиционных переключателей, самоприводящихся по типу самодействующих клапанов, или управляемых.
Приводы управляемых переключателей срабатывают в соответствии с фазами сообщения их общих магистралей с источниками и стоками, т.е., являются групповыми приводами, и в течение соответствующих фаз однопозиционные переключатели находятся в положениях: открыто для одной группы переключателей и закрыто для другой группы переключателей. Под группой переключателей в одном положении срабатывания понимается, имеется в виду соответствующая группа, связанная с группой идентичных дифференциальных двигателей или с группой их последовательных цепочек в группах многоступенчатых позиционных двигателей, включенных софазно.
Связанные последовательно общими потоками или общими вытеснителями в течение фазы дифференциальные двигатели, содержащие синхронно подвижные вытеснители, представляют многоступенчатый дифференциальный двигатель, входящий в качестве составной части многоступенчатого позиционного двигателя. Синхронность для этого случая понимается в смысле одновременности начала и конца движения и его непрерывности, но не всегда равенства скоростей, как в случае механических синхронных цепочек.
В гидравлическом исполнении для трехступенчатых позиционных двигателей прямого хода составным дифференциальным двигателем является цепочка из дифференциального двигателя, используемого в качестве привода дозатора при его обратном ходе (при этом вытесняется отмеренный объем жидкости из дозатора), сам дозатор и конечное звено позиционного двигателя. Все элементы такой цепочки имеют последовательное включение соединяющих магистралей.
Для трехступенчатого позиционного двигателя обратного хода составным дифференциальным двигателем является цепочка: конечное звено, дифференциальный двигатель привода дозатора и дозатор при его обратном ходе.
Под конечным звеном имеется в виду гидроцилиндр, на подвижной части которого закреплен деформирующий стержень.
При использовании в штыревой оснастке с одной стороны ее позиционных многоступенчатых двигателей, а с другой - дифференциальных, последние могут быть включены непрерывно. Ограничения на применение пневматики при этом отпадают.
При достаточно жестких заготовках, когда постоянная нагрузка с одной стороны, именно со стороны дифференциальных двигателей, не вносит изменений в процесс формования (продавливания заготовки стержнями), дифференциальные двигатели могут быть включены непрерывно и при двухступенчатых позиционных двигателях. В этом случае ограничения на применение пневматики для привода дифференциальных двигателей также отпадают.
Линии передачи перемещений от источника до дифференциальных двигателей однофазной группы могут иметь различную природу в зависимости от явлений, которые заложены в принципе движения дифференциального двигателя. При использовании гидроцилиндров в качестве линейных дифференциальных двигателей носителем движения является жидкость, а линия передачи - трубопровод, дифференциальность движения обеспечивает параллельное и непосредственное сообщение гидроцилиндра с источником давления; при использовании механических линейных двигателей носитель движения и линия передачи, а также средства, обеспечивающие дифференциальность, отличаются от применяемых для гидроцилиндра. Соответственно будут отличаться и однопозиционные переключатели.
Вынос переключателей за пределы расположения дифференциальных двигателей и соосное расположение каждого устройства регламентации позволяют расположить рабочие органы группы достаточно плотно, а их упрощенная конструкция позволяет выполнить органы с меньшими сечениями, чем в машинах постоянного нагружения рабочих органов. Увеличение количество органов ввиду их сравнительной дешевизны не лимитируется существенно стоимостью.
Применение для группы линейных двигателей общей линии передачи перемещений связано с тем, что силовые коммуникации сами по себе занимают мало места в пространстве расположенных порядно рабочих органов штыревой оснастки. Это соображение было одной из причин построения привода стержней на основе дифференциальных двигателей.
Для двухступенчатых позиционных двигателей ограничение перемещений выходных звеньев дифференциальных двигателей достигается связями по типу растяжек и упоров, и эти связи расположены вне силовых коммуникаций, а коммуникации по обеспечению ограничения - сигнальные, с маломощной циркуляцией сигнала, и, как правило, удалены от силовых коммуникаций дифференциальных двигателей. Связи же, обеспечивающие ограничение, перпендикулярны к силовым коммуникациям и к тому же, в рационально спроектированных конструкциях, нагружены усилиями растяжения, которые могут быть уравновешены прочностью деталей с малыми сечениями.
Сообщение силовых коммуникаций и источников перемещений вынесено за пределы группы линейных двигателей, поэтому громоздкие объемы переключателей и их большие сечения, сравнительно с сечениями коммуникаций, не влияют на плотность монтажа линейных двигателей в рядах штыревой оснастки.
Применение однопозиционных переключателей конструктивно оправдано тем, что обеспечит различные схемы подключения коммуникаций к линейным двигателям более доступно, чем переключателями двухпозиционными, трехпозиционными и более позиционными: от присоединения отдельных рядов к источникам и стоков до присоединения всех линейных двигателей к стоку или истоку, а также другие мыслимые соединения выполнить при двухлозиционных, трехпозиционных и более позиционных переключателях весьма сложно, а для некоторых соединений и невозможно ввиду недостатка пространства для расположения соединяющих магистралей.
Точность формы изделия и исключение гофрообразования могут быть в предложенном устройстве достигнуты более полно, чем на машинах постоянного действия для аналогичных изделий в близких режимах.
В предлагаемом устройстве рабочие органы каждой однофазной группы разделены на подгруппы, которые расположены так, что подгруппы из групп различной фазы чередуются, при этом каждая подгруппа рабочих органов состоит из двух однорядных блоков, расположенных с противоположных сторон камеры формообразования.
Если провести осевое сечение штыревой оснастки вдоль ряда рабочих органов, то оно содержит три зоны: две крайних и среднюю. В каждой из крайних зон расположены основание, стержни и средства их перемещения, в средней - концы стержней, где возможно расположение заготовки, и по краям - стенки или иные стяжки, например стойки, воспринимающие усилия при формовке, а также удерживающие основания отстоящими друг от друга, независимо от процессов в камере формования.
Если средства перемещения стержней периодического действия, а сами они есть дифференциальные двигатели, агрегатированные в более сложные позиционные двигатели, или не агрегатированные, а используются только для удержания заготовки между стержнями рабочих органов, то вдоль ряда идентичных двигателей в таком сечении содержится и общая для ряда силовая коммуникация, а в случае позиционных многоступенчатых двигателей на гидравлической основе, и несколько дополнительных, сигнальных магистралей, которыми приводы однопозиционных переключателей параллельно соединены с управляющим устройством их группового открытия и закрытия по окончании или в начале фазы. Порядно расположены и вспомогательные средства возврата основных двигателей стержней в исходное положение, и также приводятся всей группой от общей для группы магистрали, например, по окончании или в начале формовки.
Это позволяет рядную группу двигателей расположить на отдельном основании, которое вместе с двигателями стержнями и протяженными вдоль основания силовыми и сигнальными магистралями образует блок.
Соединение двух отстоящих блоков на их краях элементами, удерживающими блоки между собой, образует секцию. Конструктивные вопросы идентичности блоков, вопросы идентичности секций при их соединении в монолитное образование, равноценное по плоскостности цельному основанию, выходит за круг вопросов, подробно рассматриваемых в данной заявке.
Однако, один из немногих шансов, что многоступенчатая схема гидравлического позиционного двигателя может найти применение в качестве средства перемещения в рабочих органах штыревой оснастки, является блочное устройство оснастки, вернее ее секционное исполнение.
Штыревая оснастка с многоступенчатыми гидравлическими позиционными двигателями пригодна для весьма грубых работ с особо большими толщинами заготовок, где усилия позиционных двигателей, выполненных по двухступенчатой схеме, недостаточны. Однако изготовить оснастку с цельными основаниями достаточной для этой цели жесткости вряд ли возможно из-за отсутствия достаточно больших металлический плит. Изготовить же секции, содержащие основание достаточной жесткости, узкие и протяженные, возможно, о чем говорит практика использования грузоподъемных механизмов типа кран-балок. В инженерном отношении задача не простая как в части монолитности креплений, так и в части соблюдения идентичности секций по размерам и по жесткости. Отметим также, что точность задания координат на основе гидравлики в этом случае невысокая, т. к. применяемые в технической гидравлике жидкости имеют коэффициент объемного расширения более чем на порядок выше, чем у конструкционных сталей.
На фиг. 14 показано устройство секции, состоящей из двух блоков α и β, каждый из которых содержит линейные двигатели γ с деформирующими стержнями i и j на их выходных звеньях. Плоскости, в которых лежат оси стержней i и j блоков α и β совпадают. Блоки α и β отстоят друг от друга и соединены по краям стяжками f. Противостоящие стержни i и j в блоках α и β расположены соосно и совпадают с осями выходных звеньев линейных двигателей γ, на которых они закреплены.
Соосно расположенные стержни i и j и средства их перемещения - линейные двигатели γ - являются рабочими органами, концы стержней которых в пространстве между блоками α и β могут обрабатывать заготовку. Указанное пространство между блоками α и β и между стяжками f является частью камеры формования.
Линейные двигатели γ блоков α и β коммуникациями сообщены софазно с источниками и стоками и образуют подгруппу. Подгруппы соседних секций, по сравнению с данной, имеют отличающуюся фазность. Каждая секция является блочной парой из блоков α и β.
Принцип блочного устройства позволяет воспринимать нагрузки блоками и обойтись без специальных конструкций для этой цели, что также делает устройство более простым и доступным для осуществления.
Кроме того, при переустройстве машины с изделий меньших размеров на существенно большие вопрос решается добавлением идентичных блочных пар.
Особенностью деформирования на штыревых оснастках с постоянным нагружением заготовки является относительно медленное перемещение ее областей вдоль осей рабочих органов. Критерием при деформировании является относительная деформация, поэтому для заготовок малой площади прогибы fi вдоль i-го органа будут соответственными. С увеличением линейных размеров заготовок в соответствующих пропорциях возрастают и прогибы fi.
Для заготовок размерами (2•2)м2 и меньше при изготовлении изделий с поверхностью двойной кривизны скорости перемещения рабочих органов лежат в пределах (5-10) см/мин для пластического деформирования вхолодную и еще меньшие скорости используются в режиме ползучести с нагревом материала до температур порядка 0,5Тo плав.
При изготовлении изделий, содержащих поверхности, получаемые изгибом и скручиванием и комбинациями этих видов деформирования скорости перемещений областей вдоль осей рабочих органов несколько больше, но тоже лежат в пределах (10-20) см/мин.
В гидросистемах таких оснасток явлений таких ударов в напорных и сливных магистралях, а равно и в емкостях гидроцилиндров не возникает.
На предлагаемых оснастках с периодическим действием их рабочих органов, при тех же режимах и размерах заготовок при изготовлении аналогичных изделий скорости перемещения деформируемой заготовки могут быть увеличены в 1,5-2 раза, но при длительности фаз порядка минуты и более, и при длительности срабатывания однопозиционных переключателей в течение (2-5)секунд, работа гидросистем в части возникновения гидроударов озабоченности не вызывает.
С увеличением объема установок, содержащих штыревые оснастки, при неизменных применяемых средних давлениях скорости перемещения рабочих органов возрастают пропорционально кубу линейных размеров. Штыревые оснастки постоянного действия имеют довольно длинные напорные магистрали, но вопрос о гидроударах в них остро не стоит, такие ситуации возможны только в начале формообразования и в его конце.
Предлагаемые оснастки принципиально отличаются от известных наличием периодической составляющей в потоках и давлениях, и конструктивно неизбежными становятся сливные магистрали, сопоставимые с длиной напорных, а также поочередное использование магистралей в качестве сливных и в качестве напорных, поэтому в гидросистемах требуется применение особых мер, связанных с наличием систематических колебаний длинного столба жидкости, который в области однопозиционных переключателей и на удаленных концах магистралей будет вызывать нежелательные пики давлений в результате остановки столба жидкости.
Расширение сортамента изделий, пригодных для обработки на предлагаемых оснастках, и увеличение в связи с этим размеров штыревой оснастки как по площади, так и по прогибам и по толщинам изделий приводят к увеличению объемов гидросистем, а также скоростей потоков жидкостей. Учитывая, что длительность обработки для малых заготовок и для больших должна оставаться прежней, в особенности нагретых заготовок, и эта длительность определяется, как уже было сказано, в основном скоростью относительной деформации, частота ходов, т.е. длительность фаз, что при обработке больших заготовок, что малых, будет примерно равна. Однако при этом абсолютные длины участков прогибов, достигаемые за один ход рабочего органа, для больших заготовок будут, соответственно, большими. Практическое же достижение заданной точности деформирования вынуждает к более частому дроблению прогиба на участки, и, соответственно, ведет к увеличению частоты срабатываний. Накопленный опыт гидросистем постоянных давлений позволяет известными мерами избежать нежелательных явлений. Однако такая, например, известная мера, как установка компенсаторов в начале гидромагистрали и в ее конце, а также установка компенсаторов в полостях гидроцилиндров как на повышение давления, так и на его падение, есть превращение гидросистемы постоянного давления в гидросистему периодических давлений.
Гидросистемы, содержащие резонансные источники давлений, в некоторых отношениях более просты, чем гидросистемы постоянных давлений, но поскольку предметом заявки является не источник давления периодического действия, а устройство, в котором такой источник наиболее полно удовлетворяет эксплуатационным потребностям, заявитель и авторы ограничиваются только кратким пояснением его принципа и упоминанием о возможности его применения в штыревых оснастках штыревого действия.
В предлагаемом устройстве каждая из групп рабочих органов сообщена с источником перемещений их осеподвижных частей посредством однопозиционных переключателей, управляемые приводы которых могут подключать группу и отключать ее от источника с частотой, которую можно менять, так как привод переключателя управляем. Перемещение осеподвижной части дифференциального двигателя лимитируется действием источника за время, в течение которого он был подключен к источнику. Изменением частоты переключателей можно изменять и суммарное перемещение осеподвижных частей дифференциальных двигателей в течение одного акта включения источника. Известными мерами, например, введением в состав каждого рабочего органа элемента, смещающего во время формообразующего хода его фазу относительно переключателей, можно получить зависимость суммарного перемещения рабочих органов от частоты их переключений. При этом можно менять и интенсивность самого источника.
Заготовка, нагруженная в подвижных областях распределенной поточечно нагрузкой, будет деформироваться со скоростями, средняя величина которых управляема, в силу управляемости приводов переключателей. Пределы деформирования заданы допустимыми перемещениями рабочих органов. Ограничение перемещений достигают предварительным заданием всей величины прогиба в каждом устройстве регламентации, при этом конечная величина каждого прогиба достигается постепенно, по мере исчерпания всего перемещения многократными периодическими малыми перемещениями рабочего органа без участия устройства регламентации в каждом.
В этом режиме задают ограничителями конечные прогибы fi, fj в соответствии с прогибами изделия. При использовании группового гидропривода, подключении его в течение τ- длительности фазы к источнику давления вызывает свободное деформирование заготовки в том смысле, что она деформируется под действием только приложенной поточечно нагрузкой, которую для простоты можно считать распределенной. Многократное приложение такой нагрузки приводит к разделению прогибов изделия на промежутки, так что

здесь i, j - числа нумерации рабочих органов, fi, fj - конечные прогибы изделия вдоль осей рабочих органов, К - количество промежутков Δfi, Δfj, соответствующих промежуточным поверхностям деформируемой заготовки.
Оценим суммарный ход одной фазной группы при одном фазном включении за время τ действия фазы.
Если Δfi,k - ход вытеснителя, N - число вытеснителей, действующих в течение промежутка τ, то суммарное их перемещение при образовании промежуточной k-й поверхности определится как сумма перемещений
а объем жидкости, требуемый для такого перемещения
Vk=LkS, где S - площади вытеснителей.
Но Vk - объем не произвольный, а определяемый расходом q через фазную магистраль и временем фазы τ. Если известно q(t), то
если же известно только среднее значение, то
Vk=qсрτ.
Поверхность заготовки, т.о., не может произвольно изменяться, а только в пределах изменения Δfi,k, не изменяя их суммы  а это означает, что изменение формы заготовки, превышающее величину Lk, невозможно. Учитывая, что в соседней фазной группе нагрузки на заготовку в последующей фазе смещены, развитие в излом, которое наблюдается в случае штыревых оснасток с предварительной настройкой ограничителей с одной стороны и действием непрерывно стержнями с постоянной нагрузкой с другой при чрезмерной величине удаления заготовки от ограничителей, на предлагаемой оснастке весьма затруднены, и тем больше, чем чаще деление fi на участке Δfi.
а это означает, что изменение формы заготовки, превышающее величину Lk, невозможно. Учитывая, что в соседней фазной группе нагрузки на заготовку в последующей фазе смещены, развитие в излом, которое наблюдается в случае штыревых оснасток с предварительной настройкой ограничителей с одной стороны и действием непрерывно стержнями с постоянной нагрузкой с другой при чрезмерной величине удаления заготовки от ограничителей, на предлагаемой оснастке весьма затруднены, и тем больше, чем чаще деление fi на участке Δfi.
Такой принцип работы устройства возможен только при одноступенчатых дифференциальных двигателях в составе позиционных. Здесь заранее может быть задан конечный прогиб, а промежуточные значения его могут быть получены регулированием частоты приводов переключателей и регулированием интенсивности источников перемещения.
Другой принцип работы устройства заключается в том, что устройствами регламентации задают все промежуточные поверхности деформируемой заготовки, а не только конечные, как в предыдущем случае.
Третий принцип позволяет задать сразу матрицу и осуществить ее в полном объеме, а затем заготовку деформировать на матрице, начиная с ее выпуклой, наиболее высокой части, постепенно достигая прилегания заготовки к матрице на периферийных участках поверхности двойной кривизны. Дифференциальные двигатели при этом могут работать как в периодическом, так и в постоянном режиме.
Возможны и комбинации указанных принципов.
В режиме исправления недоформовки, а также, если камера формообразования снабжена источником нагрева, в режиме термофиксации управляемые приводы переключателей согласованы на включение их софазно в состоянии включенных источников перемещений с определенной частотой или при ее нулевом значении, т.е. в постоянном режиме.
При отводе стержней из камеры формообразования приводы согласованы так, что переключатели также включены софазно при нулевом значении частоты с отключенными источниками перемещений.
Устройствами привода переключателей могут быть шаговые двигатели или иные электромагнитные устройства, пребывающие в двух состояниях: включено, выключено. Приводы каждого устройства регламентации перемещений осеподвижной части линейных двигателей каждого рабочего органа также дискретного действия, поэтому цифровая система управления может быть применена непосредственно, что упрощает информационные сети и повышает их надежность. В особенности это связано еще и с бесконтактным принципом работы периодических электромагнитных приводов.
Для сравнения можно указать, что в многоштоковой машине постоянного действия [2] применены гидрораспределители непрерывного действия и сопутствующие им непрерывно действующие системы слежения с использованием контактных датчиков потенциометрического типа. Это вынуждает к применению отдельных информационных аналоговых систем для каждого органа, которые могут быть согласованы с общей для всех органов цифровой системой с помощью преобразователей аналоговых сигналов.
В предлагаемом устройстве применительно к формообразованию в режиме ползучести скорости деформирования могут быть существенно увеличены с выходом на смешанные режимы в силу принципиальной невозможности лавинообразного развития деформаций при задании ограничителями промежуточных поверхностей деформируемой заготовки от плоскости до конечного изделия.
В связи с этим неточности в учете возникающих напряжений при сложных формах изделия не играют большой роли, если не оговорены особые требования к повреждаемости материала.
Применение устройства не ограничивается формообразованием в смешанных режимах, включающих режимы ползучести. При использовании гидравлических линейных двигателей, особенно составных, ступени которых связаны тем или иным видом серводействия, возможно применение устройства в кораблестроении для изготовления обшивки судна пластическим деформированием вхолодную, где в настоящее время применяются многоштоковые пресса постоянного действия с заранее настраиваемой матрицей, состоящей из винтовых домкратов [3].
Подобное применение возможно в авиастроении при формообразовании материалов, которые в режиме ползучести дают худшие результаты, чем при практическом деформировании вхолодную и т.п.
Источники информации
1. Авт. свид. СССР от 1 декабря 1984 г., 1147471, В 21 D 11/20, Соснин О.В., Шубин И.А., Горев Б.В., Раевская Г.А.
2. Научно-технический сборник "Вопросы авиационной науки и техники". Cерия: Авиационная технология, вып. 3(5), 1988 г., М., НИАТ, стр.57-60 К вопросу об автоматизации формообразования монолитных панелей в режиме ползучести. Е.Ф. Каримова, И.А. Шарипoв, Б.В. Горев, В.П. Зиньковский.
3. Патент Японии 52-5018, В 21 D 5/01 от 27.11.73 г., Нисимаки Е., Нисиока Т., Мациуси М.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ФОРМОВАНИЯ | 2002 |
|
RU2251464C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216422C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2336966C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2275267C2 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2004 |
|
RU2258138C1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2005 |
|
RU2291299C1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2007 |
|
RU2354828C2 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2006 |
|
RU2325524C2 |
| СПОСОБ ИМПУЛЬСНОГО ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ ВЫСОКОРАДИОАКТИВНЫХ ОТХОДОВ НА ЗАХОРОНЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2161830C2 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2006 |
|
RU2324054C2 |









Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий двойной кривизны из листов и панелей в режиме ползучести. Устройство для формообразования участков оболочек с гладкой поверхностью содержит камеру формообразования, рабочие органы с противостоящими приводами, расположенными снаружи камеры формообразования. Каждый рабочий орган состоит из двух деформирующих стержней, расположенных соосно и установленных с возможностью перемещения в камеру формообразования с двух ее противоположных сторон, двух линейных двигателей, один из которых позиционный, а другой дифференциальный. Каждый двигатель имеет установленную с возможностью возвратно-поступательного перемещения от источника перемещения осеподвижную часть, на которой закреплен упомянутый деформирующий стержень. Противостоящие приводы рабочих органов с каждой стороны камеры формообразования выполнены по схеме дифференциального группового привода. Рабочие органы разделены на равные группы, в каждой из которых линейные двигатели связаны общими для группы линиями передачи перемещений их осеподвижных частей с возможностью согласования в режиме формообразования на включение упомянутых групп в различных фазах, а в других режимах - софазно. Каждая группа разделена на подгруппы, подгруппы из групп различных фаз расположены с чередованием, каждая подгруппа выполнена из двух однорядных блоков, расположенных с противоположных сторон камеры формообразования. По меньшей мере один из линейных дифференциальных двигателей каждого рабочего органа имеет устройство регламентации формообразующего хода его осеподвижной части, выполненное в виде неподвижного упора для остановки перемещения его осеподвижной части и подвижного ограничителя его осеподвижной части с линейно-подвижным элементом преобразователя угла поворота в перемещение, связанных между собой односторонней передачей. Повышается качество и расширяются технологические возможности. 14 ил.
Устройство для формообразования участков оболочек с гладкой поверхностью, содержащее камеру формообразования, рабочие органы с противостоящими приводами, расположенными снаружи камеры формообразования, каждый рабочий орган состоит из двух деформирующих стержней, расположенных соосно и установленных с возможностью перемещения в камеру формообразования с двух ее противоположных сторон, двух линейных двигателей, один из которых позиционный, а другой дифференциальный, каждый двигатель имеет установленную с возможностью возвратно-поступательного перемещения от источника перемещения осеподвижную часть, на которой закреплен упомянутый деформирующий стержень, линейные позиционные двигатели выполнены с возможностью задания формы поверхности оболочки, а линейные дифференциальные и линейные позиционные двигатели выполнены с возможностью совместного воздействия на заготовку, отличающееся тем, что противостоящие приводы рабочих органов с каждой стороны камеры формообразования выполнены по схеме дифференциального группового привода, рабочие органы разделены на равные группы, в каждой из которых линейные двигатели связаны общими для группы линиями передачи перемещений их осеподвижных частей с возможностью согласования в режиме формообразования на включение упомянутых групп в различных фазах, а в других режимах - софазно, каждая группа разделена на подгруппы, подгруппы из групп различных фаз расположены с чередованием, каждая подгруппа выполнена из двух однорядных блоков, расположенных с противоположных сторон камеры формообразования, по меньшей мере один из линейных дифференциальных двигателей каждого рабочего органа имеет устройство регламентации формообразующего хода его осеподвижной части, выполненное в виде неподвижного упора для остановки перемещения его осеподвижной части и подвижного ограничителя его осеподвижной части с линейно-подвижным элементом преобразователя угла поворота в перемещение, связанных между собой односторонней передачей.
| Способ формообразования деталей двойной крутизны и устройство для его осуществления | 1983 |
|
SU1147471A1 |
| Способ правки цилиндрических изделий | 1989 |
|
SU1761333A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| US 4176713, 04.12.1979. | |||

