Настоящее изобретение относится к спеченному стальному материалу и к способу его изготовления.
Cпеченные стальные материалы, полученные спеканием из прессованных смесей, содержащих порошок теплостойкой инструментальной стали, железный порошок и углеродные добавки в виде графита, известны из Европейской патентной заявки №0418943 А, принадлежащей заявителю по данной заявке. Основу теплостойкой инструментальной стали обычно составляет один или несколько материалов, известных как Н11, Н12 и Н13 по классификации Американского института черной металлургии. Хотя детали, изготовленные из этих материалов, например вкладыши седла клапана для двигателей внутреннего сгорания, работают хорошо, с их изготовлением связаны некоторые недостатки. Чтобы обеспечить необходимое сопротивление износу при применении таких деталей, как вкладыши седла клапанов, необходимо иметь определенный минимальный уровень углерода в структуре, поскольку в теплостойких инструментальных сталях уровень легирующих добавок относительно низкий. Однако в сталях углерод действует как стабилизатор аустенита. Если предполагается использование этих материалов по вышеуказанному назначению, желательно не иметь остаточного аустенита в деталях, поскольку аустенит нестабилен и, если он постепенно преобразуется в неотпущенный мартенсит во время работы в двигателе из-за высокотемпературной окружающей среды, то размеры детали могут измениться, а характеристики износа детали могут стать неустойчивыми. Поэтому, чтобы удалить аустенит, выполняют многократные термические обработки при низкой температуре и термические обработки для отпуска с тем, чтобы избежать присутствия аустенита. Однако такие многократные термические обработки по своей сути требуют значительных затрат времени и, следовательно, являются невыгодными с точки зрения производственных затрат. Если уровень углерода ограничивать для исключения проблемы остаточного аустенита, сопротивление износу неблагоприятно ухудшается.
В Европейской патентной заявке №0312161 А, также принадлежащей заявителю по данной заявке, описаны стали, полученные спеканием, изготовленные из прессованных и подвергнутых спеканию смесей быстрорежущих инструментальных сталей, железного порошка и углеродных добавок в виде графита. Быстрорежущие инструментальные стали, предназначенные для использования, обычно основаны на классе М3/2. Полученные спеканием стали, описанные в Европейской патентной заявке №0312161 А, обычно имеют более низкое содержание углерода, чем полученные спеканием стали, описанные в Европейской патентной заявке №0418943 А. Это является следствием того, что легирующие дополнительные уровни основных карбидообразующих элементов Мо, V и W в этих материалах выше, и они поддерживают необходимую высокую степень сопротивления износу при таких применениях, как, например, вкладыши седла клапана. В результате более низкого уровня углерода возникают меньшие трудности при удалении аустенита из структуры после спекания. Однако проблема, связанная с легирующими элементами, описанными в Европейской патентной заявке №0312161 А, заключается в стоимости материала, обусловленной относительно высоким уровнем легирующих добавок.
Дальнейший недостаток материалов, описанных в Европейской патентной заявке №0312161 А, заключается в их относительно низкой сжимаемости из-за относительно высокого содержания легирующих добавок и, следовательно, более высокой скорости деформационного упрочнения.
Задача настоящего изобретения заключается в создании спеченного стального материала, который является более простым и более выгодным для производства при меньших затратах материала, чем другие материалы согласно уровню техники, наряду с сохранением сопоставимого уровня характеристик при таких применениях, как, например, вкладыши седла клапана для двигателей внутреннего сгорания. Однако эти критерии также применимы к любым областям применения, в которых требуются сопротивление абразивному износу и сопротивление износу при повышенных температурах.
В соответствии с первым аспектом настоящего изобретения предусмотрен способ изготовления материала методом порошковой металлургии, содержащий стадии образования первого предварительно легированного стального порошка, имеющего состав, содержащий в маc.%: С 0,5-2, Сr 3,5-6, (2Mo+W) 12-22, V 0,5-5, Со 0-12, Mn 0,1-0,5, Si 0,1-0,6, Fe - остальное, не считая случайных примесей; образования второго предварительно легированного стального порошка, имеющего состав, содержащий в маc.%: С 0,3-0,7, Сr 3-5,5, Мо 1-2,5, V 0,3-1,5, W 0-2, Mn 0,1-0,6, Si 0,8-1,2, Fe - остальное, не считая случайных примесей;
смешивания друг с другом от 2 до 50 маc.% первого предварительно легированного стального порошка с от 98 до 50 маc.% второго предварительно легированного стального порошка, по усмотрению с вплоть до 60 маc.% железного порошка, и с углеродным порошком таким образом, чтобы конечное содержание углерода в матрице спеченного стального порошка составляло максимум 1,1 маc.%; прессования указанной смеси и спекания для образования указанного спеченного стального материала.
Максимальное содержание первого предварительно легированного стального порошка составляет 50 мас.%. Однако этот максимум корректируют для усиления экономического преимущества и предпочтительно, чтобы максимальное содержание первого предварительно легированного стального порошка составляло 30 мас.%.
Более предпочтительно, чтобы содержание первого предварительно легированного стального порошка находилось в пределах от 5 до 20 мас.%.
Предпочтительный состав первого предварительно легированного стального порошка в мас.%: С 0,7-1,1; Сr 3,5-4,5; Мо 4,5-6,5; V 1,5-3,5; W 5,5-7; Mn 0-0,4; Si 0-0,4; Fe - остальное, не считая случайных примесей.
Предпочтительно, чтобы содержание железного порошка составляло минимум 5 мас.%.
Более предпочтительно, чтобы содержание железного порошка в смеси составляло от 10 до 50 мас.% Железный порошок для целей настоящего изобретения определен как железный порошок, который имеет меньше 1 мас.% легирующих добавок и преимущественно не содержит углерод. Если в спеченный стальной материал вводить больше 60 мас.% железного порошка, сопротивление продукта износу и сопротивление термическому размягчению ухудшаются.
В качестве части суммарного содержания углерода в готовом спеченном стальном материале можно ввести углеродный порошок в виде графита, например, в исходную смесь порошков до прессования, чтобы образовать неспеченную "сырую" порошковую заготовку. Углерод способствует прессованию, действуя как порошок и как смазка для пресс-формы. Углерод добавляют в достаточном количестве для того, чтобы получить максимальное содержание углерода 1,1 мас.% в готовой спеченной железистой матрице. Однако в некоторых вариантах осуществления спеченных стальных материалов согласно настоящему изобретению суммарное содержание углерода может быть ниже этого уровня, когда соответствующее сопротивление износу создается участками в спеченной матрице, образованными первым предварительно легированным порошком. Эти участки имеют большое содержание карбидов, образованных из легирующих компонентов, включающих, главным образом, Сr, Мо, V и W.
Микроструктура сталей, полученных спеканием способом согласно изобретению, содержит матрицу, образованную участками, полученными из второго стального порошка, и эти участки содержат отпущенный мартенсит с точным распределением карбидных выделений, и участками, полученными из железного порошка, в тех случаях, когда он присутствует, содержащими перлитные, случайные ферритные и бейнитные переходные зоны с участками стального мартенсита. Кроме того, матрица включает распределение участков отпущенного мартенсита, включающих в себя шаровидные легированные карбидные выделения, полученные из первого легированного стального порошка, случайно рассеянные по матрице. В результате осуществления стадии спекания прежние границы частиц в значительной мере расплываются.
Структура полученной спеканием стали согласно изобретению обеспечивает получение материала с высоким сопротивлением износу посредством рассеяния твердого легированного карбида, содержащего частицы из первого предварительно легированного стального порошка, распределенные по матрице. Поэтому характеристики износа сохраняются, хотя поддерживается относительно низкое суммарное содержание углерода, что является полезным при исключении остаточного аустенита. Кроме того, стоимость материала снижается вследствие относительно низкого содержания первого предварительно легированного порошка, который содержит больше дорогостоящих легирующих элементов.
В соответствии со следующим аспектом настоящего изобретения предлагается изделие, изготовленное из стали, полученной спеканием.
К изделиям, полученным из стали согласно изобретению, могут относиться детали для двигателей внутреннего сгорания, в том числе, например, вкладыши седла клапана, толкатели, следящие элементы кулачков. Другими изделиями могут быть общетехнические детали, которые должны иметь высокое сопротивление износу, например детали ротора и статора насосов.
Способ согласно изобретению может также включать добавление к смеси порошков смазочного воска для пресс-формы, при этом воск выгорает во время цикла спекания.
Изделия, изготовленные из материала и способом согласно изобретению, можно пропитать медью или медным сплавом, например, во время стадии спекания или выполняя отдельную операцию после спекания. При пропитке остаточные поры заполняются медью и получается материал с по существу полной плотностью. Пропитка позволяет получить изделия с повышенным сопротивлением износу при высокой температуре вследствие эффекта смазки, создаваемого пропитывающей медью, и также обеспечивает повышенную теплопроводность, делая возможной работу изделий, например, вкладышей седла клапана, при более низких температурах при любом применении двигателя. Кроме того, пропитка способствует механической обработке детали, когда это необходимо для получения точных размеров профиля конечного изделия. В зависимости от степени пористости предварительно пропитанной матрицы пропитка матрицы создает составляющую меди или медного сплава в пределах от 9 до 20 мас.% от полного состава.
По усмотрению, в качестве альтернативы пропитки можно предусмотреть добавление к исходной смеси порошков вплоть до 10 мас.% меди или медного сплава, который плавится во время стадии спекания, занимая некоторую часть остаточных пор материала. Когда медь добавляют к исходной смеси порошков, предпочтительно добавлять ее в пределах от 2 до 6 мас.%.
Добавки твердых смазочных материалов, например дисульфида молибдена, можно вводить, чтобы получить при использовании некоторое повышение сопротивления износу или снижение трения скольжения.
Чтобы повысить обрабатываемость, можно также вводить добавки, облегчающие механическую обработку, например частицы дисульфида марганца.
Предпочтительно для достижения оптимальной эффективности производства и экономичности изготовления сырые прессованные заготовки можно спекать в обычных конвейерных печах непрерывного действия, например в печах с шагающим балочным подом или в конвейерных печах с сетчатой лентой, при непрерывном протекании восстановительной газовой среды, например смеси водорода и азота, которая находится под атмосферным давлением или несколько выше его для того, чтобы исключить попадание воздуха в печь путем создания результирующего потока защитного газа, выходящего из печи.
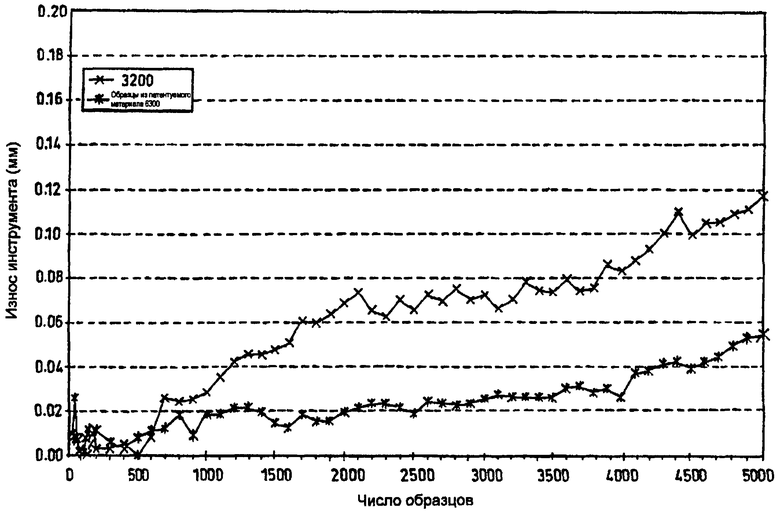
Для полного понимания настоящего изобретения теперь только для иллюстрации будут описаны примеры. На чертеже показан график зависимости износа инструмента от числа изделий, обработанных на станке во время испытаний на обрабатываемость.
Образцы спеченных сталей согласно изобретению приготавливали и испытывали на сопротивление сжатию и сопротивление износу. Кроме того, подготавливали и пропитывали медью сравнительные образцы материалов из уровня техники, описанных в Европейской патентной заявке №0312161 А (образцы под шифром 3200), и в Европейской патентной заявке №0418943 А (образцы под шифром 6200).
Составы стального компонента в материалах 3200 и 6200 показаны ниже в таблице 1.
Номинальные полные составы образцов 3200 и 6200 в маc.% показаны ниже в таблице 2.
Составы компонентов стальных порошков M3/2 и Н13 для образцов 3200 и 6200 показаны ниже в таблицах 3 и 4. Стальной порошок M3/2 соответствует "первому предварительно легированному стальному порошку" в примерах согласно настоящему изобретению, приведенных ниже, а стальной порошок Н13 соответствует "второму предварительно легированному порошку" в примерах, приведенных ниже.
Пример 1
Первый предварительно легированный стальной порошок и второй предварительно легированный стальной порошок смешивали в пропорции: одна часть первого легированного порошка на девять частей второго легированного порошка вместе с 4 мас.% медного порошка с зернистостью 300 меш согласно Британскому стандарту, 3,5 мас.% порошка дисульфида молибдена и графитовым порошком, имея в виду достижение конечного содержания углерода 0,9 мас.%. К этому добавляли 0,75 мас.% смазочного воска, чтобы он действовал в качестве смазки для прессования и смазки для пресс-формы. Порошки перемешивали в течение 30 мин в смесителе с вращающимся Y-конусом. Вкладыши седла клапана прессовали при давлении 770 МПа. Затем прессованные сырые заготовки спекали в атмосфере водорода и азота при 1110°С в течение 30 мин. Изделия подвергали низкотемпературной обработке при -120°С в течение 20 мин и отпускали при 650°С в течение 1 ч в атмосфере азота.
Пример 2
Первый предварительно легированный стальной порошок смешивали со вторым предварительно легированным стальным порошком и железным порошком Atomet 28 (торговое название) так, чтобы конечная смесь содержала 15% первого порошка, 39,45% второго порошка и 45% железного порошка. Графитовый порошок добавляли, чтобы получить конечное содержание углерода 0,9 мас.%. К этому добавляли 0,75 мас.% смазочного воска, чтобы он действовал в качестве смазки для прессования и смазки для пресс-формы. Порошки перемешивали в течение 30 мин в смесителе с вращающимся Y-конусом. Детали для испытаний на износ и вкладыши седла клапана прессовали при давлении 770 МПа. Затем прессованные сырые заготовки укладывали пакетом вместе с прессованными компонентами медного пропиточного порошка. Далее изделия одновременно спекали и пропитывали в атмосфере водорода и азота при 1110°С в течение 30 мин. Изделия подвергали низкотемпературной обработке в течение 20 мин при -120°С и отпускали при 625°С в течение 2 ч.
Пример 3
Первый предварительно легированный стальной порошок смешивали со вторым предварительно легированным стальным порошком и железным порошком Atomet 28 (торговое название) так, чтобы конечная смесь содержала 10% первого порошка, 43,95% второго порошка и 45% железного порошка. Графитовый порошок добавляли, чтобы получить конечное содержание углерода 0,9 мас.% в спеченном материале. К этому добавляли 0,75 мас.% смазочного воска, чтобы он действовал в качестве смазки для прессования и смазки для пресс-формы. Порошки перемешивали в течение 30 мин в смесителе с вращающимся Y-конусом. Детали для испытаний на износ и вкладыши седла клапана прессовали при давлении 770 МПа. Затем прессованные свежие заготовки укладывали пакетом вместе с прессованными компонентами медного пропиточного порошка. Далее изделия одновременно спекали и пропитывали в атмосфере водорода и азота при 1110°С в течение 30 мин. Изделия подвергали низкотемпературной обработке в течение 20 мин при -120°С и отпускали при 600°С в течение 2 ч.
Пример 4
Первый предварительно легированный стальной порошок смешивали со вторым предварительно легированным стальным порошком и железным порошком Atomet 28 (торговое название) так, чтобы конечная смесь содержала 5% первого порошка, 49,35% второго порошка и 45% железного порошка. Графитовый порошок добавляли, чтобы получить конечное содержание углерода 0,9 мас.%. К этому добавляли 0,75 мас.% смазочного воска, чтобы он действовал в качестве смазки для прессования и смазки для пресс-формы. Порошки перемешивали в течение 30 мин в смесителе с вращающимся Y-конусом. Детали для испытаний на износ и вкладыши седла клапана прессовали при давлении 770 МПа. Затем прессованные сырые заготовки укладывали пакетом вместе с прессованными компонентами медного пропиточного порошка. Далее изделия одновременно спекали и пропитывали в атмосфере водорода и азота при 1110°С в течение 30 мин. Изделия подвергали низкотемпературной обработке в течение 20 мин при -120°С и отпускали при 625°С в течение 2 ч.
Ниже в таблице 5 показаны данные по механическим характеристикам для образцов из примеров 3 и 4, сопоставленные с данными для сравнительных образцов 3200 и 6200, описанных выше. В таблице 6 показаны сравнительные сопротивления износу, измеренные по методике "препятствия на кольце" согласно инструкции G77-93 Американского общества по испытанию материалов.
Для сравнения обработанные на станке вкладыши седла клапана, изготовленные способом, использованным для примеров 1 и 4 выше, устанавливали в местах выхлопа в автомобильный двигатель объемом 2 л, работающий на бензине, не содержащем свинца, в дополнение к седлам клапанов из материала 6200. В соответствии с циклом ресурсных испытаний двигатель работал в течение 180 ч при полной нагрузке на 6000 об/мин.
По завершении испытаний измеряли износ вкладышей седла клапана. Результаты, приведенные ниже в таблице 7, показывают износ (мкм) вкладышей седла клапана после ресурсных испытаний в течение 180 ч.
Ниже в таблице 8 приведены оценки сравнительной стоимости стальных деталей из некоторых материалов согласно настоящему изобретению, а для сравнения также и стальных деталей из материалов 3200 и 6200.
В случае примера 1 высокая стоимость исходного материала стальной матрицы компенсирована более низкими затратами на обработку непропитанного изделия.
Испытания на обрабатываемость проводили на вкладышах седла клапана, изготовленных в соответствии с примером 3 (но отпущенных при температуре 625°С) и из сравнительного материала 3200. Испытания проводили на существующем производственном оборудовании для изготовления вкладышей седла клапана известного автомобиля.
Условия изготовления были следующими: скорость резания 271 м/мин; скорость подачи 0,046 мм/оборот; режущая пластина резца из кубического нитрида бора типа SPGN 090308 и масло Quaker при концентрации 8% в качестве смазочно-охлаждающей жидкости.
На чертеже для каждого материала показана зависимость износа (мм) инструмента от числа обработанных деталей.
Как можно видеть из чертежа, после обработки на станке 5000 образцов максимальный износ инструмента в случае использования материала, полученного способом настоящего изобретения, приблизительно на 50% ниже износа инструмента в случае использования известного материала 3200. Следовательно, материал и изделия согласно настоящему изобретению несомненно более выгодны для производства в части стоимости материала и в части производственных затрат.
Как описано в настоящей заявке выше, материалы и изделия согласно уровню техники, описанные в Европейских патентных заявках №№0418943 А и 0312161 А, а также материалы и изделия согласно настоящему изобретению после спекания могут содержать остаточный аустенит в микроструктуре матрицы. В более высоколегированных, более дорогостоящих материалах согласно Европейской патентной заявке №0312161 А этот остаточный аустенит легко удалить за один цикл низкотемпературного охлаждения и отпуска. Однако для изделий согласно Европейской патентной заявке №0418943 А необходимы многократные циклы отпуска и низкотемпературной обработки для удаления остаточного аустенита и для отпуска образовавшегося мартенсита. Преимущество материала и способа настоящего изобретения заключается в том, что одного простого цикла низкотемпературного охлаждения и отпуска вполне достаточно для удаления остаточного аустенита. Заявитель полагает, что это можно приписать пониженному уровню углерода, использованному во втором предварительно легированном стальном порошке, который оказывает дестабилизирующее действие на аустенит.
Кроме того, как можно видеть из таблицы 8, стоимость материалов согласно настоящему изобретению ниже стоимости высоколегированного материала 3200.
Изобретение относится к порошковой металлургии и может быть использовано, например, при изготовлении вкладышей седла клапана двигателя внутреннего сгорания. Заявлен способ изготовления спеченного стального материала, включающий получение первого и второго предварительно легированного стального порошка, смешивание, прессование и спекание с образованием спеченной стали. Первый стальной порошок содержит, в мас.%: С 0,5-2; Cr 3,5-6; 2Mo+W=12-22; V 0,5-5; Со 0-12; Mn 0-0,5; Si 0-0,6; Fe и примеси - остальное. Второй стальной порошок, содержащий в мас.%: С 0,3-0,7; Cr 3-5,5; Mo 1-2,5; V 0,3-1,5; W 0-2; Mn 0,1-0,6; Si 0,8-1,2; Fe и примеси - остальное. Смешивают 2-30 мас.% первого стального порошка с 10-60 мас.%. железного порошка и с углеродным порошком так, чтобы конечное содержание углерода в спеченной матрице составляло не более 1,1 мас.%, и добавляют до 100% второй стальной порошок. Технический результат - повышение сопротивления абразивному износу, в частности при повышенной температуре. 3 с. и 5 з.п. ф-лы, 1 ил., 8 табл.
Углерод 0,5-2
Хром 3,5-6
Молибден и вольфрам в сумме (2Mo+W) 12-22
Ванадий 0,5-5
Кобальт 0-12
Марганец 0-0,5
Кремний 0-0,6
Железо и случайные примеси Остальное
получают второй предварительно легированный стальной порошок, содержащий, маc.%:
Углерод 0,3-0,7
Хром 3-5,5
Молибден 1-2,5
Ванадий 0,3-1,5
Вольфрам 0-2
Марганец 0,1-0,6
Кремний 0,8-1,2
Железо и случайные примеси Остальное
смешивают 2-30 маc.% первого предварительно легированного стального порошка с 10-60 маc.%. железного порошка и с углеродным порошком так, чтобы конечное содержание углерода в матрице спеченного стального порошка составляло не более 1,1 маc.%, и добавляют до 100% второй предварительно легированный стальной порошок; в случае необходимости добавляют медный порошок в количестве 2-10 мас.% от смеси порошков; в случае необходимости включают добавку твердого смазочного материала; в случае необходимости добавляют частицы вещества для улучшения обрабатываемости.
Углерод 0,7-1,1
Хром 3,5-4,5
Молибден 4,5-6,5
Ванадий 1,5-3,5
Вольфрам 5,5-7
Марганец 0,1-0,4
Кремний 0,1-0,4
Железо и случайные примеси Остальное
| СПОСОБ РАЗРУШЕНИЯ ГОРНЫХ ПОРОД КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ | 2006 |
|
RU2312217C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА | 1972 |
|
SU418943A1 |
| ВСЕСОЮЗНАЯ Iп^гЕнтнс-1;х;;:;"гНнЯ/ | 0 |
|
SU312161A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ ПОРОШКОВОЙ СТАЛИ | 1995 |
|
RU2090309C1 |

