Изобретение относится к области порошковой металлургии, а именно к способам изготовления беспористой конструкционной порошковой стали общемашиностроительного назначения улучшенной обрабатываемости резанием.
Известен способ получения конструкционных порошковых сталей [1] включающий операции приготовления порошковой смеси компонентов, входящих в состав стали, прессование порошковой смеси с получением пористого брикета с остаточной пористостью 20-30% спекание брикета в защитной атмосфере в течение 40-60 минут, горячую обработку давлением нагретого брикета с получением беспористого материала.
Сталь, полученная по этому способу, имеет высокие физико-механические свойства: предел прочности 300-400 МПа, твердость 60-120 НРВ. Сталь, полученная таким способом, имеет недостаток большие затраты времени на спекание и низкие показатели обработки резанием.
В качестве прототипа принят способ получения порошковых конструкционных сталей [2] включающий операции приготовления порошковой смеси компонентов, входящих в состав стали, прессование порошковой смеси в закрытой пресс-форме с получением пористого брикета в защитной атмосфере до 1000-1100oC, выдержку времени в течение 20-22 минут при температуре 1000-1100oC, горячую обработку давлением нагретого брикета с получением беспористого материала. Сталь, полученная по этому способу, имеет следующие показатели: предел прочности 290-390 МПа, твердость 60-120 НРВ. Данная сталь имеет недостаток - низкие показатели обрабатываемости резанием.
Задача: улучшение обрабатываемости резанием конструктивной порошковой стали путем легирования висмутом и выбора временного режима нагрева.
Решение задачи достигается тем, что приготовляют порошковую смесь компонентов, входящих в состав стали, в которую дополнительно вводится порошок висмута в количестве 0,1-1,8 мас. прессуют данную смесь в закрытой пресс-форме до остаточной пористости 20-30% осуществляют нагрев при температуре 1000-1100oC пористого брикета в защитной атмосфере в течение 6-20 минут и горячую обработку давлением.
Существенным признаком заявляемого решения является:
1. Применение новых продуктов с целью их полезного преобразования, а именно: дополнительное введения в шихту для производства порошковой стали висмута в количестве 0,1-1,8 мас.
2. Временный режим нагрева 6-20 минут.
Новизна предлагаемого способа заключается в том, что ранее не известно применение порошка висмута для улучшения обрабатываемости резанием конструкционной порошковой стали в сочетании с временем нагрева 6-20 минут при температуре 1000-1100oC.
Существенность отличий состоит в том, что предложенное техническое решение для этих целей не применялось.
При нагреве заготовки висмут переходит в жидкую фазу и обволакивает неметаллические включения, содержащиеся в порошковой стали, тем самым снижается износ инструмента при обработке резанием, проявляется эффект Ребиндера улучшается стружкоотделение, снижается сила резания.
Экспериментально установлено, что для протекания вышеописанной реакции требуется временный интервал нагрева 6-20 минут при температуре 1000-1100oC.
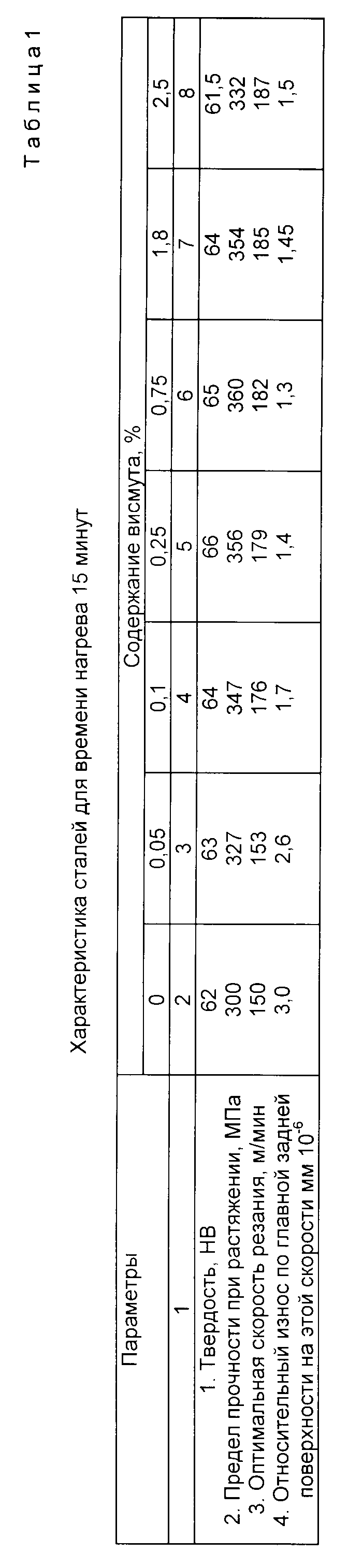
Висмут может вводится в виде порошка гранулометрическим составом 0,5-150 мкм. Для определения оптимального содержания висмута и сравнения с прототипом были изготовлены призматические образцы 55х10х10 мм и образцы типа "втулка" 60х30х10 мм путем приготовления порошковой смеси с различным содержанием висмута, прессования в закрытой пресс-форме с получением пористого брикета остаточной пористостью 20-30% нагрев брикета при температуре 1000-1100oC в течение 6-20 минут в защитной атмосфере и его горячую обработку давлением с получением беспористого материала с приведенной работой уплотнения 200-220 МДж/м2. Исследовались прочность, твердость, а также обрабатываемость резанием по стандартным и общепринятым методикам образцов, полученных по предлагаемому способу и по способу-прототипу. Результаты испытаний приведены в таблице 1.
Из приведенных данных следует, что при содержании висмута менее 0,10 мас. обрабатываемость не лучше, чем у прототипа, а при содержании 1,8 мас. механические свойства хуже, чем у прототипа. При содержании висмута в пределах 0,10-1,8 мас. физико-механические свойства материала лучше, чем у полученного по технологии, принятой в качестве прототипа, а обрабатываемость резанием в 1,5-2,0 раза лучше.
Таким образом, оптимальным следует считать количество вводимого висмута в пределах 0,1-1,8 мас.
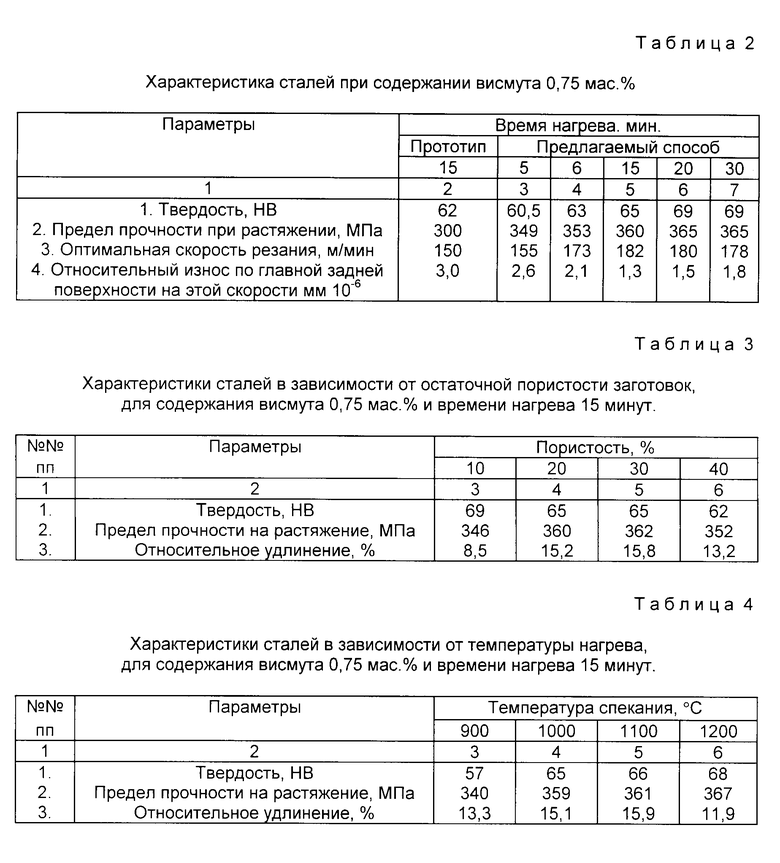
Для определения оптимального времени нагрева получены образцы по вышеописанной технологии при различном времени нагрева пористых брикетов с 6 до 20 минут. Результаты испытаний приведены в таблице 2.
Из приведенных данных следует, что при времени нагрева менее 6 минут обрабатываемость не лучше, чем у прототипа, а при времени нагрева более 20 минут не наблюдается дальнейшего улучшения ни механических свойств, ни обрабатываемости резанием.
При времени нагрева в пределах 6-20 минут физико-механические свойства не хуже, чем у материала, полученного по технологии, принятой в качестве прототипа, а обрабатываемость резанием в 1,5-2,0 раза лучше. Таким образом, оптимальным следует считать время нагрева 6-20 минут.
Оптимальная остаточная пористость заготовок и температура нагрева определены экспериментальным путем. Результаты испытаний приведены в таблице 3 и 4.
Из таблицы 3 и 4 видно, что оптимальными являются пористость 20-30% а температура нагрева 1000-1100oC.
Пример получения деталей типа "втулка" по заявляемому способу.
По предложенному способу получены детали типа "втулка", изготовленная по следующему технологическому процессу:
1. Приготовление порошковой смеси из железного порошка ПЖВ5. 160.2с карандашного графита ГК-3, с добавкой порошка висмута в количестве 0,75 мас.
2. Статическое холодное прессование порошковой смеси в закрытой пресс-форме с получением брикета с остаточной пористостью 18%
3. Нагрев брикета в защитной атмосфере (диссоциированный аммиак) до температуры 1050oC, выдержку его при этой температуре 16 мин.
4. Горячую обработку давлением методом осадки в закрытой пресс-форме с получением готового материала с остаточной пористостью 0,65% при величине удельной приведенной работы уплотнения 223 МДж/м3.
Сталь, полученная по этому способу, имела следующие физико-механические характеристики обрабатываемости резанием:
твердость 68 НРВ;
предел прочности при растяжении 364 МПа;
относительное удлинение 15,2%
оптимальная скорость резания 182 м/мин;
относительный износ по задней поверхности
при этой скорости 1,3 мм•10-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ КОНСТРУКЦИОННОЙ ПОРОШКОВОЙ СТАЛИ | 1999 |
|
RU2171159C2 |
| Способ получения конструкционной порошковой стали | 1991 |
|
SU1803264A1 |
| Способ получения высокоплотной конструкционной порошковой стали | 1989 |
|
SU1678882A1 |
| Способ получения конструкционной порошковой стали | 1991 |
|
SU1752810A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ ПОРОШКОВЫХ СМЕСЕЙ | 1995 |
|
RU2102187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2060866C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2119847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
Сущностью изобретения является способ получения конструктивной порошковой стали, который предусматривает приготовление порошковой смеси из компонентов, входящих в состав стали, с добавками порошка висмута в количестве 0,1-1,8 мас.%, статическое холодное прессование порошковой смеси в закрытой пресс-форме с получением брикета с остаточной пористостью 20-30%, нагрев брикета в защитной атмосфере до температуры 1000-1100oC, выдержку его при этой температуре в течение 6-20 минут, горячую обработку давлением методом осадки в закрытой пресс-форме с получением беспористого готового материала при величине удельной приведенной работы уплотнения 200-220 К Дж/м3. Сталь, полученная этим способом, имеет высокие физико-механические характеристики и хорошую обрабатываемость резанием. 4 табл.
Способ получения конструкционной порошковой стали, включающий приготовление порошковой смеси компонентов, входящих в состав стали, прессование порошковой смеси в закрытой пресс-форме с формированием пористого брикета с остаточной пористостью 20 30 нагрев брикета в защитной атмосфере до температуры ковки, выдержку его при этой температуре и горячую обработку давлением до беспористого состояния материала, отличающийся тем, что в смесь дополнительно вводят порошок висмута в количестве 0,1 1,8 мас. а нагрев брикета осуществляют в течение 6 20 мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дорофеев Ю.Г | |||
| Порошковая металлургия | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Иваненко Ф.А | |||
| Исследование и разработка технологии сварки металлокерамических малоуглеродистых материалов, полученных ДГП | |||
| В сб.: Исследование в области порошковой и стружковой металлургии | |||
| Т | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| - Новочеркасск: НПИ, 1972. | |||
