Изобретение относится к измерительной технике, в частности к способам контроля качества изготовления конструкций из композиционных материалов.
Область применения - авиа-, ракето-, судо- и машиностроение.
Использование композиционных материалов (КМ) в конструкциях летательных аппаратов существенно снижает их вес, а подбор рациональных углов укладки армирующих волокон КМ позволяет значительно снизить или устранить различные такие явления аэроупругости, как дивергенция, флаттер, реверс элеронов и др. Применение КМ со специальной укладкой армирующих волокон позволяет создать самолеты нового поколения с крыльями обратной стреловидности, обладающие высокими аэродинамическими характеристиками. Принципиальной особенностью проектирования конструкций крыльев этих самолетов является определение оптимальных узлов укладки армирующих волокон для уменьшения веса при удовлетворении требований по прочности. Поэтому наряду с теоретическими и экспериментальными разработками и исследованиями прочности конструкций из композиционных материалов важной задачей в настоящее время является разработка методов и технических средств контроля качества изготовления агрегатов таких конструкций. Актуальность этой задачи возрастает в связи с высокой стоимостью современных летательных аппаратов и все возрастающими требованиями к обеспечению безопасности их полетов.
В большинстве случаев конструкции изготавливаются из отдельных компонентов, таких как армирующие волокна и связующее (смола), с последующей тепловой обработкой и прессованием. Прочность и ресурс аэрокосмических конструкций сильно зависят от качества исходных материалов, правильности ориентации армирующих волокон, количества слоев армирования, соблюдения технологии тепловой обработки и прессования, условий и сроков хранения конструкций и т.д.
При производстве конструкций из композиционных материалов контроль прочностных характеристик производится, как правило, на контрольных стандартных образцах и контрольных конструкциях выборочно, а полученные результаты распространяются на всю партию конструкций, т.е. контроль качества изготовления каждой конструкции не производится.
Однако случаи ненормированного разрушения конструкций из КМ в авиации неоднократно отмечались. Это указывает на то, что такая технология контроля качества, по крайней мере, авиационных конструкций полностью не отвечает современным требованиям обеспечения безопасности полетов гражданских и военных самолетов. Поэтому дальнейшее широкое внедрение КМ в аэрокосмических конструкциях в значительной мере будет зависеть от эффективности средств контроля качества их изготовления.
Известен и широко применяется в практике самолетостроения способ выборочного контроля качества композиционных материалов по результатам испытаний на прочность стандартных образцов, вырезанных из готового листового КМ (см. И.И.Жуковец. Механические испытания металлов, М.: Высшая школа, 1986 г., стр.162-170; ГОСТ 1497-84, “Металлы. Методы испытаний на растяжение”, “Методы статических испытаний армированных пластиков”, Справочное пособие, Рига: Знание, 1972 г.; Ю.М.Тернопольский, Т.Я.Кянцис. Методы статических испытаний армированных пластиков, М.: Химия, 1981).
Недостатком способов является то, что для изготовления стандартных образцов для проверки качества изготовления конструкции приходится нарушать ее целостность.
Известен способ испытания на прочность композиционных материалов с перекрестной схемой укладки армирующих волокон (см. Патент РФ №2189576, Ю.С.Ильин, Н.Ю.Царева, 2002 г.), заключающийся в том, что для определения фактической прочности КМ изготавливают образец с профилированной зоной в средней части, что повышает точность определения фактической прочности КМ с перекрестной схемой укладки армирующих волокон на 200-250% по сравнению с известными способами испытаний.
Недостатком способа является также то, что для контроля качества изготовления конструкций из КМ необходимо нарушать их целостность для вырезки контрольных образцов.
Известен способ контроля качества изготовления деталей из эпоксидной смолы (см. Маэсона Акиказу, доклад “Вклад термического анализа и измерения тепловых свойств в дело развития стали и электронных приборов в последнее время в Японии”, стр.11-12, фирма “ВАКО КОЕКИ” (Япония), Москва, выставка “Наука-78”, СССР, 13-23 октябрь 1978 г.).
Способ основан на применении технической дилатометрии. Показано, что неоптимальный выбор соотношения объемов смолы и отвердителя, неоптимальная температура и время термополимеризации приводят к изменению характеристик эпоксидной смолы, ненормированной ее усадке, образованию трещин в деталях и т.д.
Недостатком способа является то, что он может быть реализован только на специальных образцах, вырезанных из контролируемой детали, т.е. предусматривается нарушение ее целостности и, соответственно, не обеспечивается возможность контроля качества изготовления каждого агрегата.
Известен способ, принятый за прототип, контроля качества изготовления конструкций из композиционного материала, заключающийся в том, что изготавливают по единой технологии партию конструкций из композиционного материала, выбирают из партии контрольные конструкции, испытывают их на прочность при эксплуатационных температурах до разрушения, измеряют при этом нагрузки, температуру и деформации и устанавливают нормированные, прочностные характеристики для всей партии изготовленных конструкций (А.Н.Баранов, Л.Г.Белозеров, Ю.С.Ильин, В.Ф.Кутьинов “Статические испытания на прочность сверхзвуковых самолетов”, М.: Машиностроение, 1974 г., стр.319-331).
Недостатком этого способа является то, что контроль качества изготовления производится по результатам испытаний на прочность контрольных конструкций, а полученные характеристики распространяются на всю партию конструкций, т.е. контроля качества изготовления каждой конструкции в отдельности не производится.
Задачей предлагаемого изобретения является обеспечение возможности проведения контроля качества каждой конструкции, изготовленной из композиционного материала без нарушения его целостности, сокращение материальных затрат и трудоемкости проведения контроля качества.
Техническим результатом является применение термостойких тензорезисторов, наклеиваемых на поверхности контрольных образцов конструкций и на всей партии конструкции клеем холодного отверждения и определение повторяемости температуры характеристик при нагреваниях и охлаждениях этих тензорезисторов.
Технический результат достигается тем, что до проведения испытаний на прочность наклеивают в регулярных сечениях контрольных и всех поверяемых в партии конструкций с двух сторон по толщине материала клеем холодного отверждения термостойкие тензорезисторы по схеме тензометрической розетки и ориентацией с учетом направления укладки армирующих волокон, нагревают 2-3 раза без перепада температуры по толщине и поверхности материала контрольные образцы конструкций до температуры, превышающей эксплуатационную на 30-50°С, с последующим охлаждением, определяют при этом температурные характеристики тензорезисторов, наклеенных на контрольных конструкциях, и их повторяемость при нагревах и охлаждениях, испытывают на прочность до разрушения контрольные конструкции и принимают полученные прочностные характеристики контрольных конструкций и температурные характеристики тензорезисторов за нормированные, регламентируют допустимые величины предельных отклонений температурных характеристик тензорезисторов для всей партии конструкций, затем нагревают 2-3 раза до температуры, превышающей эксплуатационную на 30-50°С, и охлаждают каждую конструкцию в партии, определяют температурные характеристики тензорезисторов на каждой поверяемой конструкции в партии, сравнивают эти температурные характеристики с нормированными температурными характеристиками на контрольных конструкциях и по величине их отклонений судят о качестве изготовления и пригодности каждой конструкции в партии к эксплуатации.
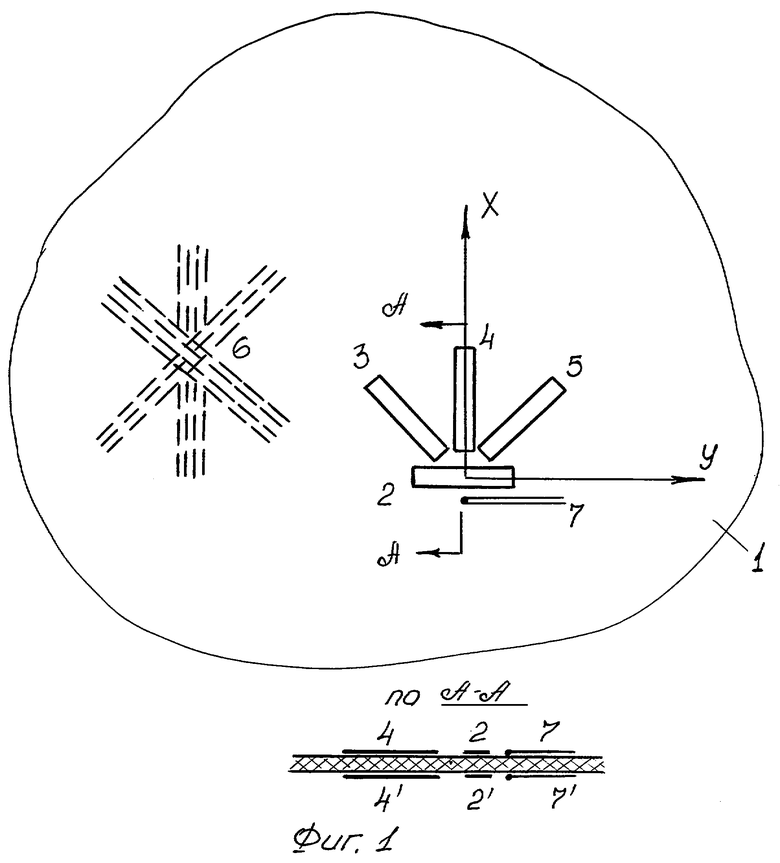
На фиг.1 приведена схема расположения тензорезисторов на поверхности конструкции (термостойкие тензорезисторы 2, 3, 4, 5 - с внешней стороны агрегата и 21, 31, 41, 51 - на внутренней стороне симметрично, см. сеч. А-А, фиг.1) с учетом направления укладки армирующих волокон 6. В этих же зонах наклеивают термодатчики 7 - на внешней стороне конструкции и 71 - на внутренней стороне. Затем выбирают из всей партии конструкций контрольные конструкции. Например, из партии в количестве 20 конструкций - каждая десятая контрольная. Затем контрольные конструкции нагревают 2-3 раза без перепадов температур по толщине и поверхности материала до температуры на 30-50°С выше эксплуатационной температуры с последующим охлаждением. При этом определяют температурные характеристики тензорезисторов на контрольных конструкциях (см. фиг.2, где цифрами и буквами 2т, 3т, 4т, 5т обозначены зависимости  для тензорезисторов 2, 3, 4, 5, наклеенных на конструкциях из КМ).
для тензорезисторов 2, 3, 4, 5, наклеенных на конструкциях из КМ).
Далее испытывают на прочность до разрушения при эксплуатационных температурах эти контрольные конструкции. При получении нормированных результатов прочностных испытаний принимают температурные характеристики тензорезисторов, полученные на контрольных конструкциях, за нормированные для всей партии и регламентируют по ним величины предельных отклонений ±σt с учетом ориентации армирующих волокон.
Затем каждую в партии конструкцию нагревают 2-3 раза до температуры на 30-50°С выше эксплуатационной и охлаждают, определяют при этом температурные характеристики тензорезисторов на каждой конструкции, сравнивают их с нормированными температурными характеристиками тензорезисторов и по их отклонениям судят о качестве изготовления и пригодности каждой конструкции к эксплуатации.
Испытания на прочность контрольных конструкций до разрушения производятся по методике, описанной в книге “Статические испытания на прочность сверхзвуковых самолетов” А.Н.Баранов, Л.Г.Белозеров, Ю.С.Ильин, В.Ф.Кутьинов, М.: Машиностроение, 1974 г.
Определение температурных характеристик тензорезисторов, наклеенных на агрегатах из КМ, может производиться по технологии, аналогичной с изложенной в стандарте 421-105-74 “Тензорезисторы проволочные и фольговые”, в котором регламентированы методы испытаний тензорезисторов при повышенных температурах. По этой технологии тензорезисторы, наклеенные на материале конструкции, включаются в измерительную цепь измерительной аппаратуры по трехпроводной схеме.
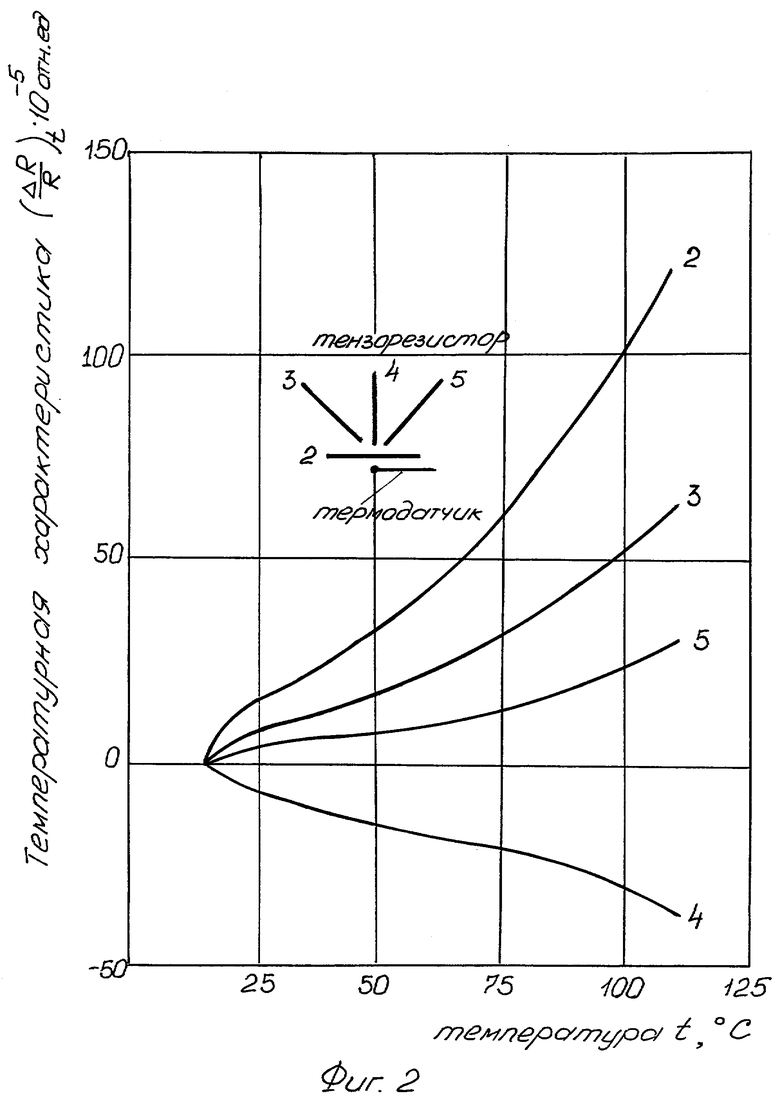
Конструкции из КМ с установленными на них тензорезисторами и термодатчиками помещают в термокамеру, нагревают ступенями или непрерывно без перепадов температур по толщине и поверхности материала до температуры, превышающей на 30-50°С эксплуатационную. При установившейся температуре регистрируют выходные сигналы тензорезисторов и термодатчиков, для чего может применяться измерительная система “Прочность-2000” (см. журнал “Авиационная техника и технология”, Е.Г.Зубов, Ю.С.Ильин, В.В.Шевчук, №2, 2003 г.) или стандартная аппаратура СИИТ-3, приборы КСТ-4 и КСП-4. Блок-схема подключения датчиков к выносному коммутатору 8, измерительной системе 9 и персональному компьютеру 10 показана на фиг.3.
Нагревание конструкций второй и третий раз производится с целью контроля воспроизводимости температурных характеристик тензорезисторов, наклеенных на конструкциях в контролируемой партии.
Для реализации предлагаемого способа могут использоваться тензорезисторы типа ЗСПК, разработанные и изготавливаемые в ЦАГИ (см. Н.П.Клокова, Н.В.Демидова, Технология изготовления и наклейки тензорезисторов, Тех. отчет ЦАГИ №591, 1986 г.). Для наклейки тензорезисторов ЗСПК на агрегатах из КМ используется клей ПИР-2, полимеризация которого происходит при температуре 20±5°С в течение 24 ч, после чего рабочий диапазон температур тензорезисторов равен – 150 - +300°С.
Допускаемое значение среднего квадратического отклонения температурной характеристики ±σt для различных типов тензорезисторов (см. табл. 6, 7 на стр.280-281, Статические испытания на прочность сверхзвуковых самолетов, Баранов А.Н., Белозеров Л.Г., Ильин Ю.С., Кутьинов В.Ф. М.: Машиностроение, 1974 г.) составляет (2-7) 10-5 относ. ед. Для тензорезисторов ЗСПК в диапазоне температур 100-150°С величина σt может колебаться в диапазоне ±3·10-5 отн. ед.
Техническое обоснование предложенного способа контроля. Температурная характеристика тензорезистора, наклеенного на конструкционном материале (или температурное приращение сопротивления тензорезистора)  , определяется формулой
, определяется формулой

где:
R - номинальное сопротивление тензорезистора при начальной температуре to;
ΔR - приращение сопротивления тензорезистора, наклеенного на конструкционном материале при изменении температуры от to до t;
βp - температурный коэффициент сопротивления материала чувствительной решетки тензорезистора;
αp - коэффициент термического линейного расширения материала чувствительной решетки тензорезистора;
αк - коэффициент термического линейного расширения конструкционного материала в направлении ориентации продольной оси тензорезистора;
Kp - коэффициент тензочувствительности тензорезистора.
В связи с тем что βр, αр и αk неодинаково зависят от t, то интегральная характеристика 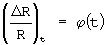 является сложной нелинейной функцией. Поэтому она, как правило, определяется экспериментальным путем.
является сложной нелинейной функцией. Поэтому она, как правило, определяется экспериментальным путем.
Таким образом, температурная характеристика тензорезисторов, наклеенных на агрегате из КМ, зависит:
- от первой группы параметров, относящихся к материалам тензорезистора (βр, αр и Кр), технологии изготовления и наклейки тензорезисторов и при строгом соблюдении их является величиной постоянной для рассматриваемой партии тензорезисторов для каждого значения температуры;
- от второй группы параметров, относящихся к конструкционному материалу, и зависит от исходных характеристик связующего, армирующих волокон, соблюдения заданной ориентации армирующих волокон, количества слоев их в укладке, соблюдения технологии тепловой обработки и прессования.
Таким образом, имея термостойкие тензорезисторы со стабильными параметрами I группы, можно по  контролировать изменения характеристик II группы, а исследовав зависимость этих параметров, в частности αк, на прочностные характеристики КМ можно осуществлять неразрушаемый контроль качества изготовления агрегатов аэрокосмических конструкций. В этом и заключается сама идея предлагаемого способа контроля качества изготовления агрегатов из армированных композиционных материалов без нарушения ее целостности.
контролировать изменения характеристик II группы, а исследовав зависимость этих параметров, в частности αк, на прочностные характеристики КМ можно осуществлять неразрушаемый контроль качества изготовления агрегатов аэрокосмических конструкций. В этом и заключается сама идея предлагаемого способа контроля качества изготовления агрегатов из армированных композиционных материалов без нарушения ее целостности.
Предлагаемый способ позволяет контролировать в готовой продукции из композиционного материала:
- отклонения характеристик исходных материалов (армирующих волокон, связующего);
- отклонения углов ориентации армирующих волокон от заданных в документации при изготовлении;
- изменение количества слоев укладки армирующих волокон;
- нарушение режимов тепловой обработки композита при изготовлении;
- нарушение режимов прессования композита при изготовлении и др.
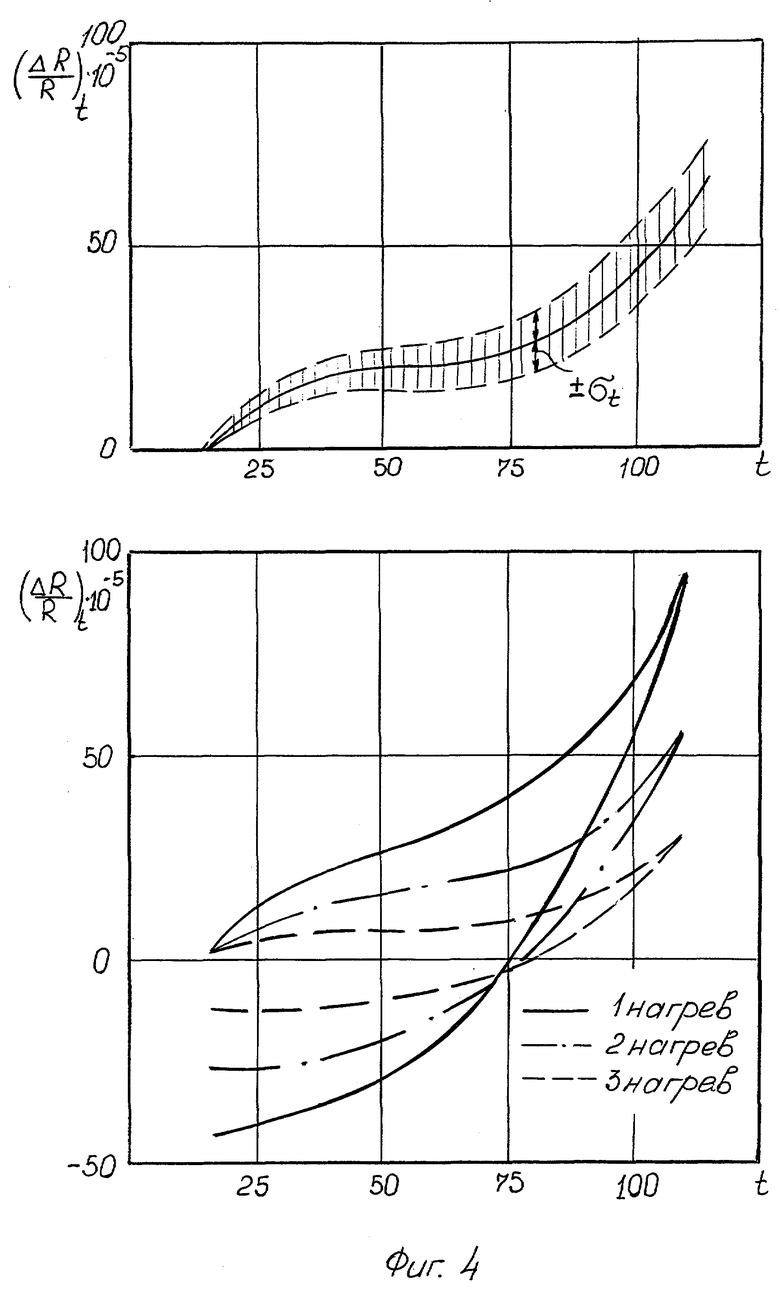
В качестве примера на фиг.4 “а” показана температурная характеристика тензорезистора, наклеенного на конструкции из КМ, изготовленного без нарушения технологии при нагревании 1-3 раза и охлаждении. Предельный разброс характеристики  не превышает ±σt. А на фиг.4 “б” - температурная характеристика тензорезистора на конструкции из КМ, изготовленного с грубым нарушением тепловой обработки и прессования. В этом случае температурная характеристика не совпадает при каждом нагреве и охлаждении и конструкция бракуется.
не превышает ±σt. А на фиг.4 “б” - температурная характеристика тензорезистора на конструкции из КМ, изготовленного с грубым нарушением тепловой обработки и прессования. В этом случае температурная характеристика не совпадает при каждом нагреве и охлаждении и конструкция бракуется.
Изобретение относится к измерительной технике, в частности к способам контроля качества изготовления конструкций из композиционных материалов. Область применения - авиа-, ракето-, судо- и машиностроение. Способ заключается в том, что из партии конструкций из композиционного материала выбирают контрольные конструкции, испытывают их на прочность при эксплуатационных температурах до разрушения, измеряют нагрузки, температуру и деформации и устанавливают нормированные прочностные характеристики для всей партии изготовленных конструкций. До проведения испытаний на прочность в регулярных сечениях контрольных и всех поверяемых в партии конструкций на внутреннюю и внешнюю стороны наклеивают термостойкие тензорезисторы. Нагревают контрольные конструкции 2-3 раза без перепадов температуры до температуры, превышающей эксплуатационную на 30-50°С, с последующим охлаждением. Определяют при этом температурные характеристики тензорезисторов, наклеенных на контрольных конструкциях, и их повторяемость при нагревах и охлаждениях. Испытывают на прочность до разрушения контрольные конструкции и принимают полученные прочностные характеристики контрольных конструкций и температурные характеристики тензорезисторов за нормированные. Регламентируют допустимые величины предельных отклонений температурных характеристик тензорезисторов для всей партии конструкций, затем нагревают 2-3 раза до температуры, превышающей эксплуатационную на 30-50°С, и охлаждают каждую конструкцию в партии, определяют температурные характеристики тензорезисторов на каждой поверяемой конструкции, сравнивают эти температурные характеристики с нормированными температурными характеристиками на контрольных конструкциях и по величине их отклонений судят о качестве изготовления и пригодности каждой конструкции в партии к эксплуатации. Технический результат - обеспечение возможности контроля качества изготовления конструкций из композиционных материалов без разрушения их целостности, сокращение трудоемкости и затрат на проведение контроля. 4 ил.
Способ контроля качества изготовления конструкций из композиционных материалов, заключающийся в том, что изготавливают по единой технологии партию конструкций из композиционного материала, выбирают из партии контрольные конструкции, испытывают их на прочность при эксплуатационных температурах до разрушения, измеряют при этом нагрузки, температуру и деформации и устанавливают нормированные прочностные характеристики для всей партии изготовленных конструкций, отличающийся тем, что до проведения испытаний на прочность в регулярных сечениях контрольных и всех поверяемых в партии конструкциях на внутренней и внешней сторонах конструкции наклеивают клеем холодного отверждения термостойкие тензорезисторы по схеме тензометрической розетки с учетом направления укладки армирующих волокон, нагревают контрольные конструкции 2-3 раза без перепадов температуры по толщине и поверхности материала до температуры, превышающей эксплуатационную на 30-50°С, с последующим охлаждением, определяют при этом температурные характеристики тензорезисторов, наклеенных на контрольных конструкциях, и их повторяемость при нагревах и охлаждениях, испытывают на прочность до разрушения контрольные конструкции и принимают полученные прочностные характеристики контрольных конструкций и температурные характеристики тензорезисторов за нормированные, регламентируют допустимые величины предельных отклонений температурных характеристик тензорезисторов для всей партии конструкций, затем нагревают 2-3 раза до температуры, превышающей эксплуатационную на 30-50°С, и охлаждают каждую конструкцию в партии, определяют температурные характеристики тензорезисторов на каждой поверяемой конструкции, сравнивают эти температурные характеристики с нормированными температурными характеристиками на контрольных конструкциях и по величине их отклонений судят о качестве изготовления и пригодности каждой конструкции в партии к эксплуатации.
| А.Н.Баранов, Л.Г.Белозеров, Ю.С.Ильин, В.Ф.Кутьинов “Статические испытания на прочность сверхзвуковых самолетов”, М., “Машиностроение”, 1974 г | |||
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗГИБНОЙ ЖЕСТКОСТИ ОБЪЕКТОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2120120C1 |
| Способ регулирования качества композиционных материалов | 1990 |
|
SU1789905A1 |
| Способ испытания плоских образцов слоистых материалов | 1991 |
|
SU1810783A1 |
| US 4213349 А, 22.07.1980. | |||

