Изобретение относится к способу или, соответственно, устройству для прокатки металлической полосы посредством дрессировочной прокатной клети, причем металлическую полосу посредством прокатки в дрессировочной прокатной клети уменьшают по ее толщине. Дрессировка стали посредством дрессировочной прокатной клети служит, как правило, цели закатать определенные свойства стали посредством небольшого уменьшения толщины. Для дрессировки годятся, в частности, плоские продукты из мягких сталей для холодной деформации согласно стандартам ФРГ DIN EN 10130 и DIN EN 10131, горячекатаная металлическая полоса согласно DIN EN 10051, исходный материал для электролитической отделки полос (согласно DIN 17163: оцинкованная холоднокатаная полоса и лист), более прочные стали и легированные фосфором стали с эффектами упрочнения при нагреве после штамповки и без них согласно SEW 093 и SEW 94, мягкие микролегированные стали согласно SEW 095, оцинкованная полоса (согласно DIN EN 10142), электротехническая листовая сталь из нелегированных и легированных сталей, с неориентированным зерном, не отожженная окончательно согласно DIN 46400 часть 2 и 4 и холоднокатаная широкая полоса из нержавеющих и жаропрочных сталей согласно DIN 59381 и 59382.
Дрессировку мягких сталей (стальных полос) для холодных деформаций производят, в частности, с целью устранения ярко выраженного предела текучести стальной полосы, улучшения плоскостности стальной полосы и регулировки определенной шероховатости поверхности полосы.
Известен способ прокатки полосы GB 1301532 A, G 05 D 5/02, 29.12.1972, включающий измерение значения какого-либо параметра полосы, например скорости полосы, на входе в прокатную клеть и на выходе из прокатной клети, определение отклонений измеренных значений от требуемых значений и регулирование выбранного параметра независимо от других параметров. Данный способ может рассматриваться в качестве ближайшего аналога заявленного изобретения.
Задачей изобретения является дальнейшее улучшение качественных параметров сталей или, соответственно, стальных полос, как, например, предела текучести, плоскостности или шероховатости стальной полосы путем дрессировки.
Задача решается согласно изобретению в способе прокатки металлической полосы посредством дрессировочной прокатной клети, в которой металлическую полосу уменьшают по ее толщине за счет того, что скорость vi металлической полосы на входе в дрессировочную прокатную клеть и скорость vo металлической полосы на выходе из дрессировочной прокатной клети настраивают независимо от натяжения полосы, при отношении скорости vi металлической полосы на входе в дрессировочную прокатную клеть к скорости vo металлической полосы на выходе из дрессировочной прокатной клети, равном 1-Е* - отношению желаемой толщины металлической полосы на выходе из дрессировочной прокатной клети к толщине металлической полосы на входе в дрессировочную прокатную клеть, где Е* - заданное значение удлинения полосы. Для осуществления указанного в изобретении предлагается устройство для прокатки металлической полосы, содержащее дрессировочную прокатную клеть для уменьшения металлической полосы по ее толщине, в котором предусмотрены задатчик входной скорости полосы для независимой от натяжения металлической полосы настройки скорости vi металлической полосы на входе в дрессировочную прокатную клеть и задатчик выходной скорости полосы для независимой от натяжения металлической полосы настройки скорости vo металлической полосы на выходе из дрессировочной прокатной клети.
При использовании способа или устройства согласно изобретению возможно особенно точно настраивать желаемое уменьшение толщины так, что получается металлическая или, соответственно, стальная полоса особенно высокого качества. Этот соответствующий изобретению способ является настолько точным, что можно также уменьшать предел текучести в стали, в которой заметное уменьшение предела текучести возможно только при уменьшении толщины в очень узком диапазоне, например между 0,475 и 0,525%. Изобретение соответственно используется особенно предпочтительно в случае металлических полос, которые уменьшают по их толщине между 0,1% и 5%, предпочтительно между 0,1% и 1%.
В другой предпочтительной форме выполнения изобретения предусмотрен задатчик входной скорости полосы для настройки скорости vi металлической полосы на входе в дрессировочную прокатную клеть и задатчик выходной скорости полосы для настройки скорости vo металлической полосы на выходе из дрессировочной прокатной клети, а также регулятор для регулирования задатчика входной скорости полосы, к которому подводят заданное значение скорости vi металлической полосы на входе в дрессировочную прокатную клеть, и регулятор для регулирования задатчика выходной скорости полосы, к которому подводят заданное значение скорости vo металлической полосы на выходе из дрессировочной прокатной клети, при этом заданное значение v*(1-E*) скорости vi металлической полосы на входе в дрессировочную прокатную клеть и заданное значение v* скорости vo металлической полосы на выходе из дрессировочной прокатной клети настраивают при отношении заданного значения v*(l-Е*) скорости vi металлической полосы на входе в дрессировочную прокатную клеть к заданному значение v* скорости vo металлической полосы на выходе из дрессировочной прокатной клети, равном 1-Е* - отношению желаемой толщины металлической полосы на выходе из дрессировочной прокатной клети к толщине металлической полосы на входе в дрессировочную прокатную клеть. В данном варианте заданное значение для скорости металлической полосы при входе в дрессировочную прокатную клеть и заданное значение для скорости металлической полосы при выходе из дрессировочной прокатной клети настраивают в соотношении желаемой толщины металлической полосы при выходе из дрессировочной прокатной клети к толщине металлической полосы при входе в дрессировочную прокатную клеть. Такое же действие оказывает настройка заданного значения для скорости металлической полосы при входе в дрессировочную прокатную клеть и заданного значения для скорости металлической полосы при выходе из дрессировочной прокатной клети в соотношении длины металлической полосы при входе в дрессировочную прокатную клеть и желаемой длины металлической полосы при выходе из дрессировочной прокатной клети.
В другой предпочтительной форме выполнения изобретения заданное значение v*(l-E*) скорости vi, металлической полосы на входе в дрессировочную прокатную клеть корректируют в зависимости от измеренного значения vi,m скорости vi, металлической полосы на входе в дрессировочную прокатную клеть и от измеренного значения v0,m скорости v0 металлической полосы на выходе из дрессировочной прокатной клети, где vi,m и v0,m - скорости металлической полосы на входе в дрессировочную прокатную клеть и на выходе из дрессировочной прокатной клети, измеренные датчиками приращения роликов для измерения натяжения.
В другой предпочтительной форме выполнения изобретения заданное значение v*(l-E*) скорости (vi), металлической полосы на входе в дрессировочную прокатную клеть корректируют в зависимости от среднего по времени значения  измеренных значений (vi,m) скорости (vi), металлической полосы на входе в дрессировочную прокатную клеть и от среднего по времени значения
измеренных значений (vi,m) скорости (vi), металлической полосы на входе в дрессировочную прокатную клеть и от среднего по времени значения  измеренных значений (v0,m) скорости (v0) металлической полосы на выходе из дрессировочной прокатной клети.
измеренных значений (v0,m) скорости (v0) металлической полосы на выходе из дрессировочной прокатной клети.
В особенно предпочтительной форме выполнения изобретения зону деформации в дрессировочной прокатной клети настраивают в зависимости от натяжения металлической полосы перед дрессировочной прокатной клетью и в зависимости от натяжения металлической полосы после дрессировочной прокатной клети.
Дальнейшие преимущества и подробности изобретения следуют из последующего описания примеров выполнения. В частности, показывают:
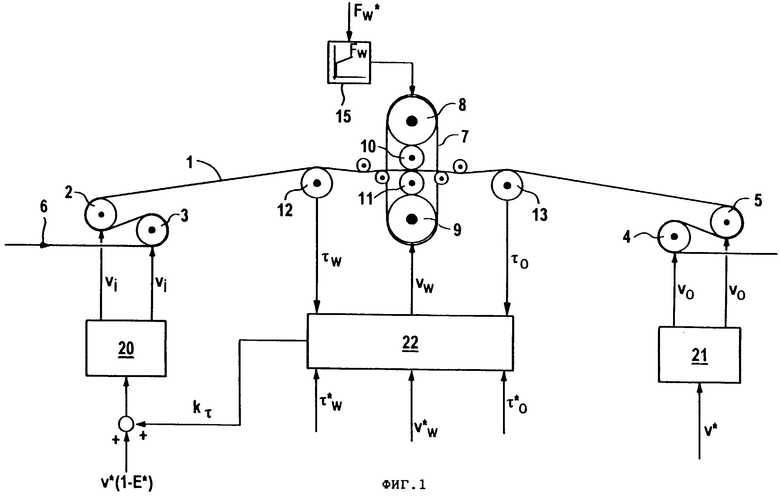
Фиг.1 - известное регулирование для дрессировочной прокатной клети,
Фиг.2 - пример выполнения для соответствующего изобретению регулирования для дрессировочной прокатной клети,
Фиг.3 - особенно предпочтительный пример выполнения для регулирования для дрессировочной прокатной клети.
Фиг.1 показывает известное регулирование для дрессировочной прокатной клети 7 для дрессировки металлической полосы 1. Дрессировочная прокатная клеть 7 содержит два рабочих валка 10 и 11, а также два опорных валка 8 и 9. Металлическая полоса 1 проходит в направлении стрелки 6 через дрессировочную прокатную клеть 7. Перед дрессировочной прокатной клетью 7 предусмотрен задатчик входной скорости полосы, обозначенный роликами 2 и 3. После дрессировочной прокатной клети 7 предусмотрен задатчик выходной скорости полосы, обозначенный роликами 4 и 5. В настоящем примере выполнения задатчик входной скорости полосы и задатчик выходной скорости полосы выполнены в виде прижимной скобы. Они могут быть выполнены, однако, также в виде правильной машины, S-роликов или моталки. Посредством роликов 2 и 3 металлической полосе 1 перед дрессировочной прокатной клетью 7 придается скорость vi. Металлической полосе 1 после дрессировочной прокатной клети 7 посредством роликов 4 и 5 придается скорость vo. Для настройки скорости vo металлической полосы 1 после дрессировочной прокатной клети 7 предусмотрен регулятор 21, к которому подводят заданное значение v*. Регулятор 21 регулирует ролики 4 и 5 таким образом, что скорость vo металлической полосы 1 при выходе из дрессировочной прокатной клети 7 соответствует желаемой заданной скорости v*.
Перед и после дрессировочной прокатной клети 7 предусмотрены ролики для измерения натяжения 12 и 13, которые измеряют натяжение τi металлической полосы 1 перед дрессировочной прокатной клетью 7 и натяжение τ0 в металлической полосе 1 после дрессировочной прокатной клети 7. Значения τi и τ0 вместе с их соответствующими заданными значениями τi* и τ0*, а также с заданным значением τw* для скорости vw дрессировочной прокатной клети 7 являются входными величинами для регулятора натяжения 14. Регулятор натяжения 14 регулирует скорость vw дрессировочной прокатной клети 7. Кроме того, регулятор натяжения 14 выдает зависимое от натяжения значение коррекции kτ.
Ролики для измерения натяжения 12 и 13 содержат в соответствующем примеру выполнении изобретения к тому же не показанные датчики приращения, которые измеряют вращение роликов для измерения натяжения 12 и 13. Из этих измеренных значений образуют значение удлинения полосы е, причем справедливо
При этом v0,m является измеренной датчиком приращения ролика для измерения натяжения 13 скоростью металлической полосы 1 после дрессировочной прокатной клети 7 и Vi,m является измеренной датчиком приращения ролика для измерения натяжения 12 скоростью металлической полосы 1 перед дрессировочной прокатной клетью 7. К регулятору 20 в качестве заданного значения для скорости подводят значение v*(1-е), которое было суммировано перед этим со значением коррекции натяжения кτ.
Кроме того, предусмотрено, что усилие прокатки в дрессировочной прокатной клети 7 настраивают посредством регулятора 15 на заданное значение Fw*.
По причинам наглядности обратные связи для регуляторов 15, 20 и 21 не представлены.
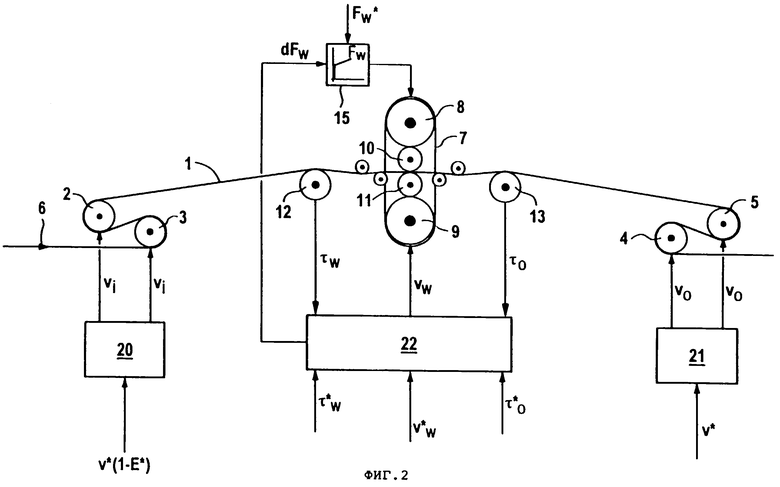
Фиг.2 показывает примерную форму выполнения изобретения. При этом предусмотрено, что скорость vi металлической полосы 1 при входе в дрессировочную прокатную клеть 7 настраивают независимо от натяжения в металлической полосе 1. В особенно предпочтительном выполнении изобретения при этом скорость vi металлической полосы 1 при входе в дрессировочную прокатную клеть 7 настраивают на заданное значение v*(l-E*). При этом Е* является заданным значением для удлинения е металлической полосы 1.
Вместо регулятора натяжения 14 на Фиг.1 предусмотрен наблюдатель натяжения 22. Наблюдатель натяжения, предпочтительно выполненный как регулятор натяжения с включенной перед ним мертвой лентой, - дает вместо специфичного для натяжения значения коррекции кτ дополнительное заданное значение dFw для усилия прокатки, если натяжение полосы упирается в границу своего диапазона настройки. Усилие прокатки остается при этом в основном постоянным.
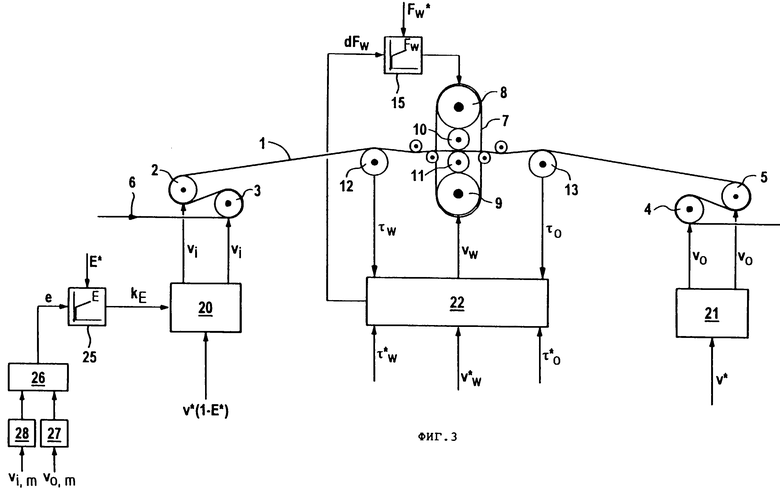
Фиг.3 показывает предпочтительную примерную форму выполнения изобретения. При этом пример выполнения согласно Фиг.2 дополнен регулятором коррекции толщины 25. Регулятор коррекции толщины 25 определяет значение коррекции kE, которое подводят к регулятору 20 и посредством которого должно корректироваться, например, заданное значение v*(l-E*).
Регулятор коррекции толщины 25 определяет значение коррекции kE таким образом, что среднее по времени значение  значения удлинения полосы е соответствует одному из заданных значений Е* удлинения металлической полосы 1.
значения удлинения полосы е соответствует одному из заданных значений Е* удлинения металлической полосы 1.
Среднее по времени значение  значения удлинения полосы е образуют посредством функционального блока 26 согласно
значения удлинения полосы е образуют посредством функционального блока 26 согласно
При этом v0,m является средним по времени значением значения v0,m, то есть измеренным посредством датчика приращений ролика для измерения натяжения 13 средним по времени значением скорости металлической полосы 1 после дрессировочной прокатной клети 7, а vi,m средним по времени значением значения Vi,m, то есть измеренным посредством датчика приращений ролика для измерения натяжения 13 средним по времени значением скорости металлической полосы 1 перед дрессировочной прокатной клетью 7. Для образования v0,m и vi,m предусмотрены формирователи среднего значения 27 и 28.
Изобретение относится к прокатному производству. При прокатке металлической полосы посредством дрессировочной прокатной клети полосу уменьшают по ее толщине. Скорость Vi полосы на входе в клеть и скорость V0 полосы на выходе из клети настраивают независимо от натяжения полосы. Отношение скорости Vi к скорости V0 равно (1–Е*) – отношению желаемой толщины полосы на выходе из клети к толщине полосы на входе в клеть. Е* - заданное значение удлинения полосы. Устройство для прокатки металлической полосы содержит дрессировочную прокатную клеть для уменьшения полосы по ее толщине и задатчики входной скорости полосы и выходной скорости полосы для независимой от натяжения полосы настройки скорости Vi и скорости V0. Изобретение позволяет повысить качество прокатываемой полосы. 2 н. и 6 з.п. ф-лы, 3 ил.
 измеренных значений (vi,m) скорости (vi) металлической полосы на входе в дрессировочную прокатную клеть и от среднего по времени значения
измеренных значений (vi,m) скорости (vi) металлической полосы на входе в дрессировочную прокатную клеть и от среднего по времени значения  измеренных значений (vо,m) скорости (vо) металлической полосы на выходе из дрессировочной прокатной клети.
измеренных значений (vо,m) скорости (vо) металлической полосы на выходе из дрессировочной прокатной клети.
| КОРОЛЕВ А.А | |||
| Зарубежные прокатные станы: - М.: Машгиз, 1958, с.277-278 | |||
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1985 |
|
SU1301532A1 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| US 4145901 А, 27.03.1979. | |||

