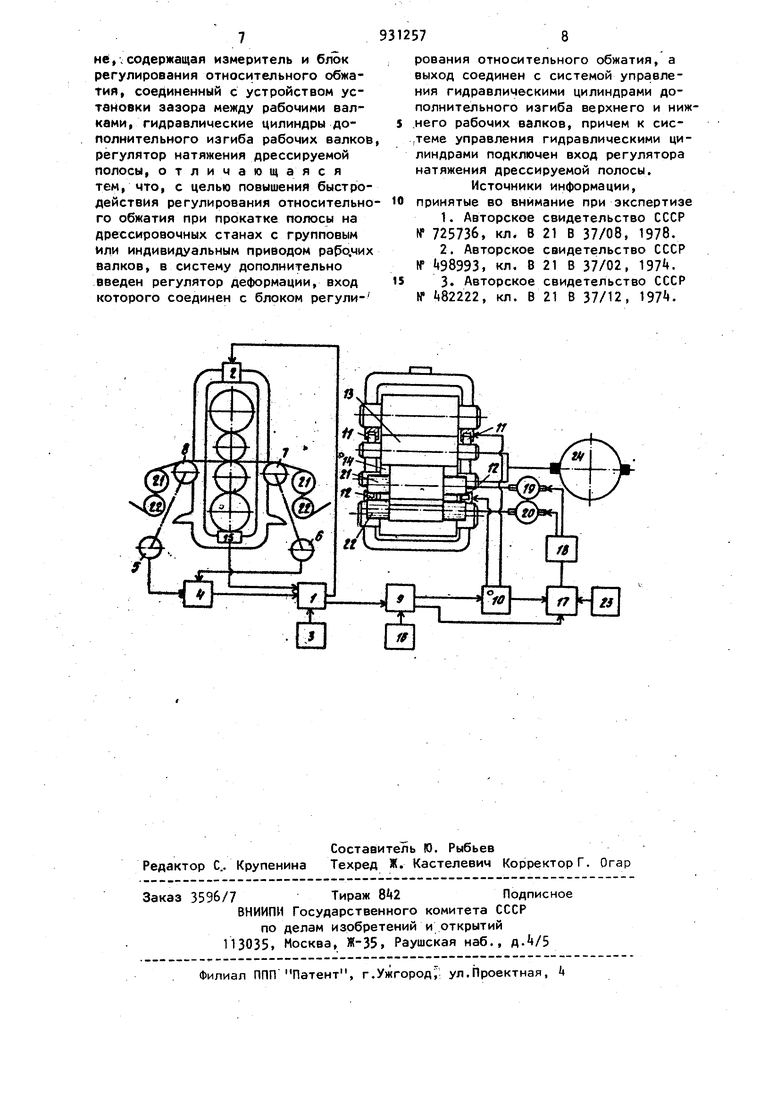
Изобретение относится к прокатке мегаппов, конкретно к устройствам регулирования, предназначенным для стабилизации стёпени обжатия про катываемой полосы. Известно устройство реализующее способ регулирования поперечного профиля и формы полос и листов при прокатке, включающий регулирование профиля рабочих валков противоизгибом и дополнительным изгибом посред вом соответствующих гидроцилиндров, взаимодействующих с подушками рабоч , валков с заданием начального уровня давления в гидроцилиндрах противоизгиба, в котором, с целью повышени быстродействия и точности регулиров ния, перед прокаткой создают в гидроцилиндрах противоизгиба и дополнительного изгиба равные давления рабочей жидкости, а регулирование осуществляют изменением давления жидкости в гидроцилиндрах противоизгиба и дополнительного изгиба в противофазе друг другу Г13. . Недостатком указанного технического решения является возможность регулировки формы полосы только в поперечном сечении прокатываемой полосы. Кроме того, эта регулиров-. ка связана с некоторым изменением раствора валков из-за изменения распирающего валки усилия, и вследствие этого, требует совмещения ее работы с системой регулировки зазора. Известно устройство для регулирования формы полосы, содержащее рабочую клеть дрессировочного стана с раздельным электроприводом валков, которое содержит измеритель и задатчик формы полосы и регулятор разности моментов приводных электродвигателей, причем к последнему присоединены выходы задатчика и измерителя формы полосы, а выходы регулятора разности моментов подключены к входам систем управления электроприводом {2, Наиболее близкой к предлагаемой по технической сущности и достигавмому результату является система регулирования обжатия-на дрессировочной стане, содержащая рабочую клеть стана с раздельным электроприводом валков и регулятор разности моментов приводных электродвига телей, измеритель и регулятор относительного обжатия, соединенный с устройством установки зазора между валками, в которой, с целью стабили зации усилия деформации в клети ста на при работе регулятора относите1льного обжатия, к выходу регулятора относительного обжатия дополнительно: подключен вход регулятора разности моментов приводных электродви гателей {з 3. I Недостатками известных устройств 1является низкое быстродействие всле ствие больших, маховых масс осуществляющей рабочее воздействие приводной линии рабочих валков, Не позволяет исключить влияние высокочастотной исходной разнотолщинности поЛосы на качество дрессировки. Кроме того, эти устройства не могут быть использованы в работе станов, имеющих групповой привод рабочих валков. Цель изобретения - повышение быстродействия регулирования относительного обжатия при прокатке полосы на дрессировочных станах как с групповым, так и с индивидуальньм приводом рабочих валков. Указанная цель достигается тем, что система регулирования относител ного обжатия на дрессировочном стане, содержащая измеритель и блок регулирования относительного обжатия, соединенный с устройством установки зазора между рабочими вал ками, гидравлические цилиндры допол нительного изгиба валков, регулятор натяжения дрессируемой полосы, дополнительно, содержит регулятор деформации , вход которого соединен с блоком регулирования относительного обжатия полосы, а - с системо управления гидравлическими цилиндра ми дополнительного изгиба верхнего и нижнего рабочих вапков, причем к системе управления гидроцилиндрами подключен вход регулятора натяжения дрессируемой полосы. 4 Регулирование обжатия обеспеивается применением в качестве осовного исполнительного механизма езынерционной гидравлической систеы дополнительного противофазного згиба одного рабочего валка по отошению « другому. Так как дополнительный изгиб, например верхнего раочего валка производится в противофазе изгибу нижнего рабочего валка, то соответственно профилировка (выпуклость или вогнутость) рабочей образующей одного валка увеличивается, а другого уменьшается. Валок, имеющий большую выпуклость (или меньшую вогнутость), деформирует болеетолстый приконтактный слой прокатываемого металла. Чем валок, имеющий меньшую выпуклость (или большую вогнутость). Результатом i разницы при-1 контактных деформаций является различная вытяжка приконтактных слоев металла, создающая растягивающие напряжения в очаге деформации. Изменением растягивающих напряже- . НИИ в очаге деформации осуществляется Воздействие на стабилизацию усилия дрессировки. На чертеже показана функциональная схема системы регулирования относительного обжатия. Система содержит блок 1 регулирования относительного обжатия, устройство 2 установки зазора, задатчик 3 относительного обжатия, устройство А определения величины степени деформации, счетные датчики 5 и 6 угла поворота измерительных роликов 7 и 8, регулятор 9 деформации, подсистему 10 управления гидравлическими цилиндрами 11 и 12 дополнительного изгиба верхнего 13 и нижнего 1Ц рабочих валков, измеритель 15 усилия дрессировки, задатчик 16 давления в гидроцилиндрах дополнительного изгиба рабочих валков, регулятор 17 натяжения, подсистему 18 управления двигателями 19 и 20 натяжных роликов 21 и 22, задатчик 23 натяжения, прокатный двигатель 2k. Система работает следующим образом. Задатчиком 3 устанавливается требуемая.степень обжатия. Задатчиком 23 устанавливается требуемое натяжение прокатываемой полосы. Задатчиком 16 устанавливается среднее значение диапазона регулирования усилия в гидроцилиндрах противоизгиба рабочих валков. Включают устройство 2 установки зазора. В блок 1 регулирования относительного обжатия поступают сигналы от измерителя 15 усилия дрессировки и величины степени обжатия по каналу - устройство 2 установки зазора, дрессируемая полоса, измерительные ролики 7 и 8, счетные датчики 5 и 6 угла поворота, устройство k. По достижении заданной степени обжатия блок Л регулирования относительного обжатия фиксирует соответствующее усилие дрессировки и принимает его за базобое. Корректировка усилия производится по каналу - блок 1 регулирования относительного обжатия, устройство 2 установки зазора, дрессируемая полоса при обеспечении соответствия сигнала устройства k заданному задатчиком 3t I(Например, при изменении усилия в функции изменения скорости, прокатки, т.е. в случаях, когда требуется известное изменение зазора). При несоответствии вычисленной устройством k степени деформации, заданной задатчиком 3, сигнал проходит в дополнительный регулятор 9 деформации. Регулятор 9 деформации в функции поступающего сигнала дает команду подсистеме 10 управЛения гидравлическими цилиндрами 11 и на соответствующее противофазное изме нение давления жидкости в гидравлических цилиндрах 11 и 12.Например,при пос Туплений в регулятор 9 сигнала,равного -f 1 8, дается команда цилиндру 11 увеличить давление жидкости на 20 атм, а цилиндру 12 - уменьшить давление на 20 атм. Так как процесс регулирования производится при постоянном изменении толщины дрессируе мой полосы, то произведенное воздей ствие на полосу не обязательно обес печит нулевой сигнал, поступающий в регулятор 9. Если сигнал сохранил свой знак, например +0,28, то регулятор 9 деформации дает следующую . команду на изменение давлений в цилиндрах 11 и 12 соответственно на t атм и одновременно суммирует общее изменение давления, сравнивая его с заданным задатчиком 16 средним значением диапазона регулирования. По достижении суммарного изменения давления, заданного задатчиком 16, регулятор 9 дает команду регулятору 17 натяжения на производство воздействия на полосу требуемо57. 6 го знака и по величине заданного задатчиком 16. Канал регулирования г регулятор 17 натяжения, подсистема 18 управления двигателями 19 и 20 натяжных роликов 21 и 22, дрессируемая полоса производит соответствующую корректировку диапазона регулирования регулятора 9 деформации, В процессе воздействия на полосу растягивающими напряжениями, создаваемыми натяжными роликами 21 и 22, автоматически восстанавливается |3аданный, гидравлическим цилиндрам 12 диапазом регулирования по контуру - Ae- формируемая полоса, измерительные Кролики 7 и 8, счетные датчики 5 и 6 угла поворота, устройство k, блок 1 регулирования относительного обжатия, регулятор 9 деформации, подсистема 10 управления усилием в гидравлических цилиндрах 11 и 12, кривизна образующих рабочих поверхностей верхнего 13 и нижнего 14 валков. Исключение перерегулирования обеспечивается поступлением из подсистемы 10 управления в регулятор 17 сигнала, соответствующего рабочему усилию в гидравлических цилиндрах 11 и 12. При достижении усилия в гидроцилиндрах, равного среднему значению диапазона регулирования, изменение величины натяжения прекращается независимо от первоначальной Использование изобретения повышает качество дрессируемых полос,-так как вследствие применения более быcfpoдействующего исполнительного механизма производится стабилизация процесса дрессировки от влияния высокочастотной .составлящей разнотолщинности исходной полосы. Для процесса дрессировки это имеет особое значение, так как величина высокочастотной составляющей разнотолщинности одного порядка со степенью обжатия. Повышается надежность работы системы управления главными прокатными двигателями на дрессировочных станах с индивидуальным приводом рабочих валков за счет существенного сокращения частоты ее включения. Формула изобретения Система регулирования относительного обжатия на дрессировочном стане,V содержащая измеритель и блок регулирования относительного обжатия, соединенный с устройством установки зазора между рабочими валками, гидравлические цилиндры дополнительного изгиба рабочих валко регулятор натяжения дрессируемой полосы, отличающаяся тем, что, с целью повышения быстро действия регулирования относительн го обжатия при прокатке полосы на дрессировочных станах с групповым или индивидуальным приводом рабо.чи валков, в систему дополнительно введен регулятор деформации, вход которого соединен с блоком регулирования относительного обжатия, а выход соединен с системой управления гидравлическими цилиндрами дополнительного изгиба верхнего и ниж.него рабочих валков, причем к системе управления гидравлическими цилиндрами подключен вход регулятора натяжения дрессируемой полосы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff 725736, кл. В 21 В 37/08, 1978. 2.Авторское свидетельство СССР W 498993, кл, В 21 В 37/02, 197. 3. Авторское свидетельство СССР ff it82222, кл. В 21 В 37/12, 197.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Устройство совмещенного регулирования толщины и формы полосы на стане | 1981 |
|
SU997880A1 |
| СПОСОБ ДРЕССИРОВКИ ЛЕНТЫ | 1991 |
|
RU2007236C1 |
| Способ регулирования относительного обжатия полосы | 1984 |
|
SU1194524A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1974 |
|
SU482222A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ОТОЖЖЕННЫХ ПОЛОС | 2012 |
|
RU2492947C1 |
| Прокатный стан | 1985 |
|
SU1253681A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
