Изобретение относится к технологии машиностроения, к изготовлению оснастки для формообразования резьб пластическим деформированием, в частности к накатыванию резьб роликами.
Известен ролик для накатывания предварительно нарезанной резьбы, выполненный в виде кольцевых деформирующих витков с полным профилем и витков с неполным профилем с одной стороны на боковой поверхности [1].
Ролик позволяет накатывать предварительно нарезанные резьбы с крупным шагом за счет того, что деформирующее контактное усилие на той стороне витка с полным профилем, с которой имеется зазор на витках с неполным профилем, многократно возрастает по сравнению с опорным контактным усилием на другой стороне этого витка.
Недостатком данного ролика является неравномерный износ витков, поскольку усилие, действующее на виток с полным профилем, значительно больше усилий, действующих на витки с неполным профилем, поэтому он будет выходить из строя быстрее, чем витки с неполным профилем. Кроме того, данный ролик позволяет деформировать только одну сторону профиля резьбы. Для деформирования второй стороны профиля резьбы требуется еще один ролик, у которого опорные витки имеют неполный профиль с другой стороны, а это снижает производительность, точность и удорожает процесс.
Задачей изобретения является увеличение срока службы менее нагруженных опорных витков резьбонакатного ролика и обеспечение возможности деформирования одним роликом всего резьбового профиля за два прохода.
Поставленная задача решается с помощью предлагаемого ролика для накатывания предварительно нарезанной резьбы, выполненного в виде деформирующих витков с полным профилем и опорных витков с неполным профилем на боковой поверхности, выполненных только с одной стороны, с одинаковым шагом витков по стороне полного профиля, причем он выполнен сборным и состоит из трех частей - двух опорных и деформирующей, расположенной между ними, содержит регулировочное кольцо, толщина которого равна разнице толщин деформирующих и опорных витков, выполненное с возможностью установки между одной из опорных и деформирующей частями, при накатывании левой стороны резьбового профиля заготовки - справа деформирующей части, а при накатывании правой стороны резьбового профиля заготовки - слева деформирующей части.
Сущность конструкции сборного ролика для накатывания предварительно нарезанной резьбы поясняется чертежами.
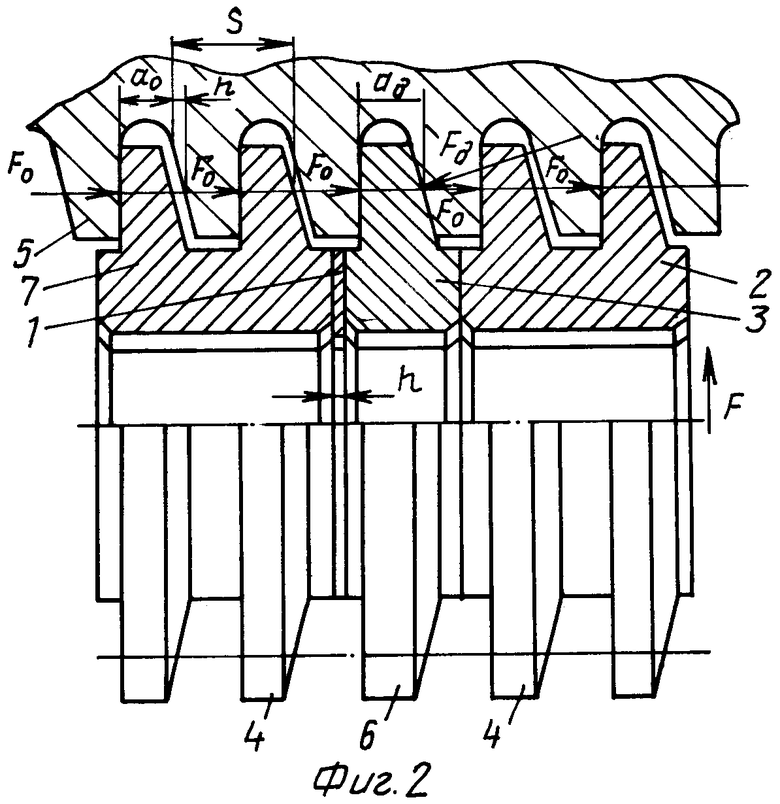
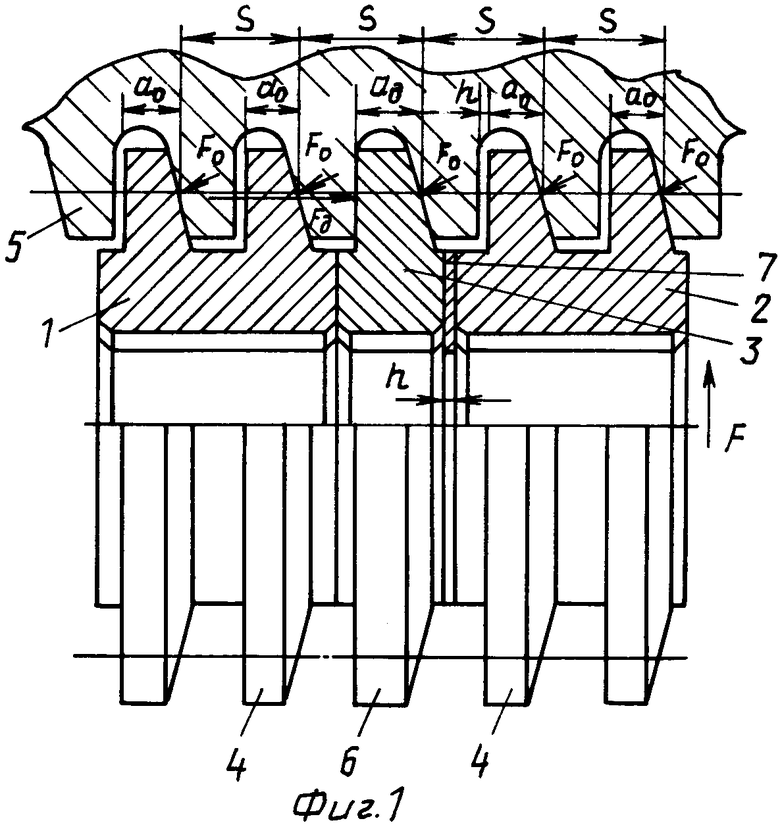
На фиг.1 представлен сборный ролик, настроенный для деформирования левой стороны резьбового профиля; на фиг.2 - сборный ролик, настроенный для деформирования правой стороны резьбового профиля.
Сборный ролик состоит из двух опорных частей 1, 2 и расположенной между ними деформирующей части 3. Опорные части 1 и 2 полностью идентичны между собой и имеют не менее двух кольцевых опорных витков 4. Шаг S всех витков равен шагу профиля накатываемой резьбы на заготовке 5.
Толщина ао опорных витков 4 уменьшена по сравнению с шириной впадины накатываемой резьбы на величину h гарантированного зазора.
Деформирующая часть 3 имеет один кольцевой деформирующий виток 6, толщина которого ад равна ширине впадины накатываемой резьбы.
При деформировании левой стороны резьбового профиля между опорной частью 2 и деформирующей частью 3 устанавливается регулировочное кольцо 7, толщина которого равна величине гарантированного зазора h, т.е. разнице между толщиной деформирующих и опорных витков сборного ролика.
В процессе накатывания сборный ролик прижимается к заготовки 5 силой F. При этом деформирующий виток 6 давит на заготовку 5 обеими сторонами своего профиля, а опорные витки 4 работают лишь правой стороной.
В результате деформирующее контактное усилие Fд на левой стороне деформирующего витка многократно превосходит опорные усилия fо.
Для деформирования правой стороны резьбового профиля регулировочное кольцо 7 необходимо установить между опорной частью 1 и деформирующей частью 3. При такой установке в процессе накатывания деформирующий виток 6 будет давить на заготовку 5 обеими сторонами своего профиля, а опорные витки 4 будут работать лишь левой стороной. При этом деформирующее контактное усилие Fд на правой стороне деформирующего витка будет многократно превосходить опорные усилия Fо.
При износе деформирующего витка 6 деформирующая часть 3 сборного ролика может быть заменена на новую, при сохранении в работе неизношенных опорных частей 1 и 2.
Для обеспечения одинаковой стойкости опорных частей 1, 2 и деформирующей части 3 последняя изготавливается из более износостойкого материала.
Пример.
При промышленных испытаниях заготовки - винт из стали 40Х с резьбой упорной S80×10-7h ГОСТ 10177-82, имеющие предварительно нарезанный с помощью вихревой головки профиль резьбы, устанавливали в центрах на станке 16К20, а сборный резьбонакатной ролик на специальной державке - в резцедержателе. Ролик прижимали к заготовке с силой до 6000 Н. Заготовки сообщали вращательное движение Vз=12 м/мин, а ролику - продольную подачу Sпр=10 мм/об. Вначале обкатывали левую сторону резьбового профиля, а затем, после переустановки регулировочного кольца на ролике, - правую.
Испытаниями установлено, что производительность процесса повышается в 1,8...2 раза по сравнению с накатыванием резьбы двумя монолитными роликами (изготовленными по прототипу), размеры резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента повышается в 2,5...3 раза, высота шероховатости резьбовой поверхности уменьшается на 1...2 класса.
Себестоимость инструмента снизилась в два раза. После накатывания 250 м резьбы деформирующий виток сборного ролика вышел из строя и был заменен новым. Опорные витки сборного ролика следов износа не имели.
Предлагаемый сборный ролик позволяет при небольшом радиальном усилии обкатывать за два прохода обе стороны резьбовых профилей с шагами 4...12 мм. При износе деформирующей части она заменяется на новую, без замены опорных частей.
Источники информации, принятые во внимание
1. А.с. СССР 1442312, МКИ В 21 Н 3/00. Ролик для накатывания предварительно нарезанной резьбы // В.М.Браславский, П.И.Жуков, З.С.Конова, И.И.Соколов. Заявка №4103228/25-27; Заявлено 19.05.86, опубл. 07.12.88. Бюл. №45.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252101C1 |
| СБОРНЫЙ САМОУСТАНАВЛИВАЮЩИЙСЯ РОЛИК ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252100C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| Ролик для накатывания предварительно нарезанной резьбы | 1986 |
|
SU1442312A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
Изобретение относится к технологии машиностроения, к изготовлению оснастки для формообразования резьб пластическим деформированием, в частности к накатыванию резьб роликами. Ролик для накатывания предварительно нарезанной резьбы выполнен сборным и состоит из трех частей - двух опорных и деформирующей, расположенной между ними, содержит регулировочное кольцо, толщина которого равна разнице толщин деформирующих и опорных витков, выполненное с возможностью установки между одной из опорных и деформирующей частями, при накатывании левой стороны резьбового профиля заготовки - справа деформирующей части, а при накатывании правой стороны резьбового профиля заготовки - слева деформирующей части. Обеспечивается повышение производительности процесса в 1,8...2 раза, повышение стойкости инструмента в 2,5...3 раза, уменьшение высоты шероховатости резьбовой поверхности на 1...2 класса, снижение себестоимости инструмента в два раза. 2 ил.
Ролик для накатывания предварительно нарезанной резьбы, выполненный в виде деформирующих витков с полным профилем и опорных витков с неполным профилем на боковой поверхности, выполненных только с одной стороны, с одинаковым шагом витков по стороне полного профиля, отличающийся тем, что выполнен сборным и состоит из трех частей - двух опорных и деформирующей, расположенной между ними, содержит регулировочное кольцо, толщина которого равна разнице толщин деформирующих и опорных витков, выполненное с возможностью установки между одной из опорных и деформирующей частями, при накатывании левой стороны резьбового профиля заготовки - справа деформирующей части, а при накатывании правой стороны резьбового профиля заготовки - слева деформирующей части.
| Ролик для накатывания предварительно нарезанной резьбы | 1986 |
|
SU1442312A1 |
| RU 2000118451 A, 27.08.2002 | |||
| 1971 |
|
SU429876A1 | |
| DE 3300029 A, 05.07.1984. | |||

