(Л С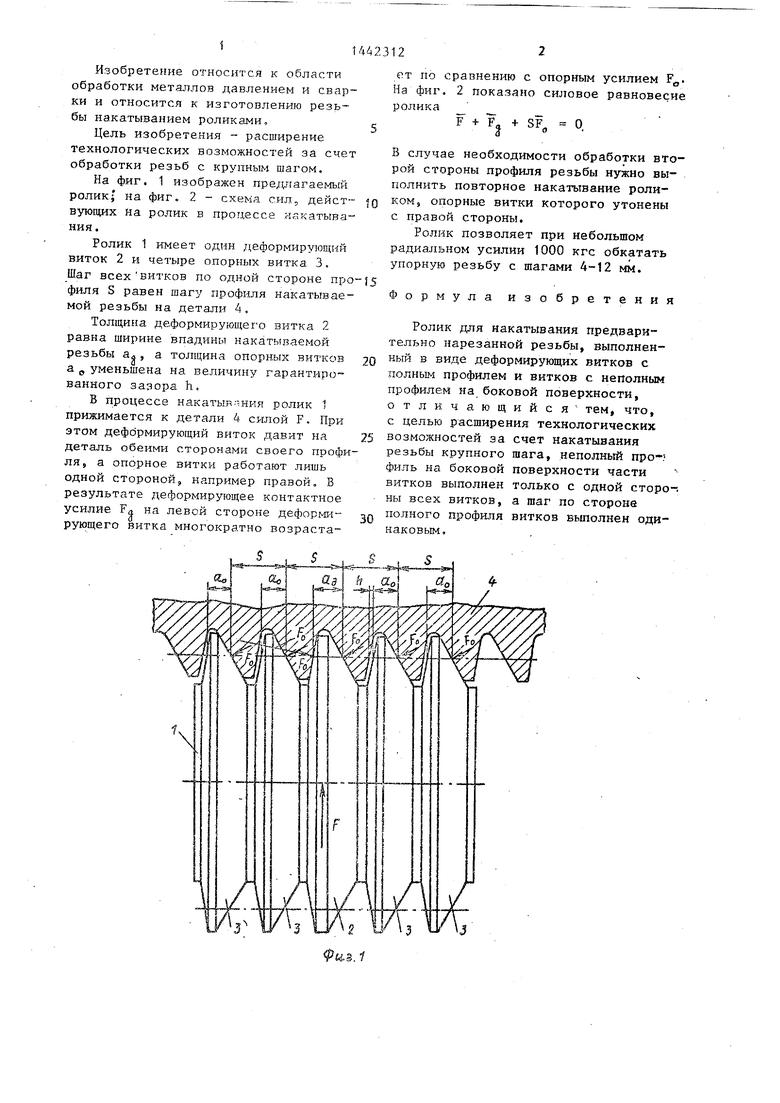
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ РОЛИК ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252098C1 |
| СБОРНЫЙ САМОУСТАНАВЛИВАЮЩИЙСЯ РОЛИК ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252100C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252101C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
Изобретение касается обработки металлов давлением и сварки, а именно изготовления резЬбы накатыванием роликами. Цель изобретения - расширение технологических возможностей при накатывании резьбы крупного шага. Для этого кольцевые витки ролика разделены на деформирующие и опорные. Шаг всех витков по одной стороне профиля выполнен одинаковым, равным шагу накатываемой резьбы. Витки с неполным профилем на боковой поверхности расположены по обе стороны от деформирующего витка. Это позволяет достичь необходимой концентрации усилий. 2 ил.
:&
N5
Од
Г
Изобретение относится к области обработки металлов давлением и свсар- ки и относится к изготовлению резьбы накать ванием роликами.
Цель изобретения - расширение технологических возможностей за счет обработки резьб с крупным шагом.
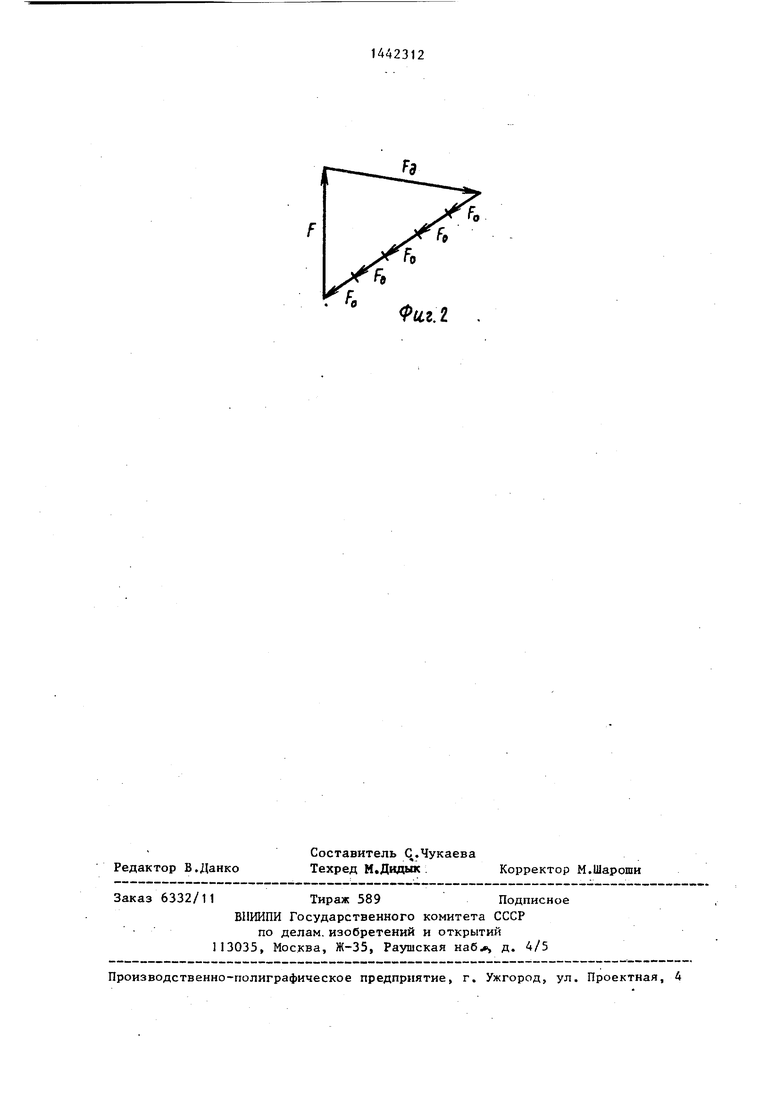
На фиг. 1 изображен предогагаемьгй ролик; на фиг. 2 - схема сил, действующих На ролик в процессе иякатыва- ния.
Ролик 1 имеет один деформирующий виток 2 и четыре опорных витка 3. Шаг всех витков по одной стороне профиля S равен шагу профиля накатываемой резьбы на детали 4,
Толщина деформирующего витка 2 равна щирине впадины накатываемой резьбы ал, а толщина опорных витков а д уменьшена на величину гарантированного зазора h,
В процессе накатывания ролик 1 прижимается к детали 4 силой F. При этом деформирующий виток давит на деталь обеими сторонами своего профиля, а опорное витки работают лишь одной стороной, например правой, В результате деформирующее контактное усилие Frt на левой стороне дeфop Ш рующего витка многократно возрастает по сравнению с опорным усилием F, На фиг. 2 ролика F
о
показано силовое равновесие
+ F
J
SF,
О
В случае необходимости обработки второй стороны профиля резьбы нужно выполнить повторное накатывание роликом, опорные витки которого утонены с правой стороны.
Ролик позволяет при небольшом радиальном усилии 1000 кгс обкатать упорную резьбу с шагами 4-12 мм.
Формула изобретения
Ролик для накатывания предварительно нарезанной резьбы, выполненный в виде деформирующих витков с полнььм профилем и витков с неполным профилем на боковой поверхности, отличающийся тем, что, с целью расширения технологических возможностей за счет накатывания резьбы крупного шага, неполный про-; филь на боковой поверхности части витков выполнен только с одной сторо-. ны всех витков, а шаг по стороне полного профиля витков выполнен одинаковым.
иг,2 .
| Писаревский М.И | |||
| Новый инструмент для накатывания резьб и шлицов | |||
| M.-jl.t Машиностроение, 1966, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
