Предлагаемое изобретение относится к технологии машиностроения и аппаратостроения, а именно - к способам изготовления пластинчато-ребристых теплообменников (ПРТ).
Известен способ удаления продуктов газовыделения из каналов пластинчато-ребристых теплообменников при их пайке, включающий вакуумирование камеры с размещенным в ней пакетом из элементов, образующих теплообменные каналы, заполнение камеры инертным газом с созданием давления ниже атмосферного и последующий нагрев пакета в инертной среде до температуры пайки, причем вместе с пакетом в камере размещают твердый нераспыляемый геттер, а нагрев и обезгаживание пакета и геттера осуществляют одновременно путем организации циркуляции инертного газа в камере при помощи встроенных в камеру аэродинамических нагревателей [1]. При пайке теплообменников из алюминиевых элементов требуется тщательная подготовка поверхностей, при этом особое внимание уделяется защите соединяемых пайкой поверхностей от присутствия паров воды и кислорода в процессе плавления припоя, поскольку и пары воды, и кислород ведут к образованию на поверхности алюминия тугоплавких окислов, препятствующих качественному соединению элементов теплообменника. В процессе нагрева происходит интенсивное обезгаживание как материала пакета, так и используемого припоя, и основными компонентами газовыделения являются именно пары воды и кислород. Газообмен между полостью теплообменных каналов и полостью камеры осуществляется лишь за счет малоинтенсивного процесса диффузии, поскольку свободная конвекция в каналах небольшого поперечного сечения практически отсутствует. Таким образом, отвод вредных примесей из зоны пайки неэффективен, что обусловливает большой процент брака.
Известен способ удаления продуктов газовыделения из каналов пластинчато-ребристых теплообменников при их пайке, включающий вакуумирование камеры с размещенным в ней пакетом из элементов, образующих теплообменные каналы, заполнение камеры инертным газом с созданием давления ниже атмосферного и последующий нагрев пакета до температуры пайки инертным газом за счет организации его циркуляции через нагреватель и теплообменные каналы пакета [2]. Циркуляция инертного газа через теплообменные каналы обеспечивает отвод продуктов газовыделения из зоны пайки и нагрев пакета. Однако остается проблема сбалансированности подводимой к пакету мощности, обеспечивающей необходимый темп нагрева и величины потока газа через теплообменные каналы. С одной стороны, поток газа через каналы должен быть таким, чтобы концентрация вредных примесей в зоне пайки не достигала некоторого критического, т.е. допустимого значения, выше которого появляется брак в паяном соединении. С другой стороны, этот поток недостаточен для эффективного нагрева материала пакета, а увеличение его до необходимой величины может привести к слишком большому перепаду температур по длине канала, короблению элементов пакета и нарушению целостности паяного соединения, т.е. возникновению брака.
Решаемая задача: повышение надежности и качества паяного соединения элементов пакета теплообменника путем организации эффективной циркуляции газа через теплообменные каналы.
Решение поставленной задачи достигается тем, что в способе удаления продуктов газовыделения из каналов пластинчато-ребристых теплообменников при их пайке, включающем вакуумирование камеры с размещенным в ней пакетом из элементов, образующих теплообменные каналы, заполнение камеры инертным газом с созданием давления ниже атмосферного и последующий нагрев пакета до температуры пайки инертным газом за счет организации его циркуляции через нагреватель и теплообменные каналы пакета, нагрев пакета осуществляют аэродинамическим нагревателем и поток инертного газа на его выходе разделяют надвое, причем один из потоков направляют в камеру, а при помощи второго создают перепад давлений на противоположных концах теплообменных каналов, обеспечивающий циркуляцию газа в последних.
Второй поток либо подают непосредственно в теплообменные каналы пакета, либо используют в качестве рабочего потока газового эжектора, камера смешения которого подключена к одному из концов теплообменных каналов. Кроме того, перепад давлений определяют из соотношения:
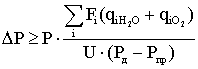
где Р - давление инертного газа на выходе из аэродинамического нагревателя; Fi - поверхность i-го материала, обращенная в полость теплообменных каналов; qi - удельное газовыделение i-го материала по парам воды (Н2О) и кислорода (O2) соответственно; U - проводимость теплообменных каналов (величина, обратная сопротивлению); Рд - допустимая величина парциального давления вредных примесей в инертном газе; Рпр - величина парциального давления вредных примесей в инертном газе на входе в теплообменные каналы.
На фиг.1 представлена схема реализации способа с непосредственной подачей части потока от аэродинамического нагревателя в теплообменные каналы пакета.
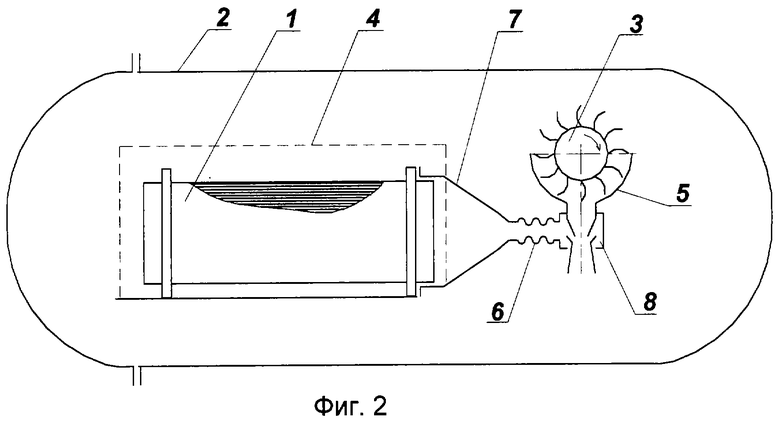
На фиг.2 представлена схема реализации способа с подачей части потока от аэродинамического нагревателя в газовый эжектор.
Способ заключается в следующем.
Собирают пакет 1 из элементов, образующих теплообменные каналы, размещают пакет 1 в камере 2 и вакуумируют ее. Затем заполняют камеру 2 инертным газом, например аргоном, создают давление инертного газа ниже атмосферного и нагревают пакет 1 до температуры пайки. В качестве источника тепла используют инертный газ, нагрев которого осуществляют аэродинамическим нагревателем 3. Поток инертного газа на выходе из аэродинамического нагревателя 3 разделяют надвое, причем один из потоков направляют в камеру 2, а второй - в зону одного из концов теплообменных каналов пакета 1. Аэродинамический нагреватель 3 представляет собой нагнетатель, эффективно преобразующий механическую энергию рабочего колеса в тепловую энергию перемещаемого инертного газа с одновременным повышением его давления. Первый поток, подаваемый в камеру, прогревает пакет 1 снаружи, при этом в целом давление в камере 2 меньше давления на выходе аэродинамического нагревателя 3, поскольку с одной стороны газ нагнетается в камеру 2, но одновременно и всасывается аэродинамическим нагревателем 3, обеспечивая циркуляцию инертного газа в камере 2. Второй поток создает перепад давлений на противоположных концах теплообменных каналов, что обеспечивает прохождение инертного газа через каналы, т.е. его циркуляцию, результатом чего является прогрев пакета изнутри и отвод из каналов продуктов газовыделения таким образом, что их концентрация в каналах не превышает допустимых значений.
При разделении потоков возможны два варианта: либо газ через заборник 4, гибкий трубопровод 5 и короб 6, закрепленный на одном из концов пакета 1, подается в теплообменные каналы (фиг.1), либо газ через заборник 4 поступает в газовый эжектор 7 и создает перепад давлений, в результате которого газ всасывается в теплообменные каналы из камеры 2, а затем на выходе через короб 6 и гибкий трубопровод 5 попадает в камеру смешения эжектора 7 (фиг.2). И в том, и в другом случае газ вне каналов проходит через геттер 8, окружающий пакет 1, и очищается от вредных примесей, удаляемых из каналов.
Соблюдение условия, установленного представленным математическим соотношением, позволяет избежать повышения концентрации вредных примесей в зоне пайки более допустимой.
Таким образом, обеспечивается циркуляция горячего инертного газа через теплообменные каналы, при этом исключается загрязнение инертного газа вредными примесями до величин, превышающих допустимые, что обеспечивает высокое качество пайки.
Проведенный анализ уровня техники позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого технического решения, а потому заявитель полагает, что оно соответствует критерию “новизна”. Сравнение существенных признаков заявляемого и известных технических решений дает основание считать, что данное техническое решение соответствуют критериям изобретения “промышленная применимость” и “изобретательский уровень”.
Источники информации
1. Авторское свидетельство СССР № 1543711, М.кл. В 23 К 1/00 от 27.02.1997.
2. Патент РФ № 2173247, М.кл. В 23 Р 15/26 от 09.12.1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ПЛАСТИНЧАТО-РЕБРИСТЫХ ТЕПЛООБМЕННИКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1999 |
|
RU2173247C2 |
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
| Способ бесфлюсовой пайки алюминиевых изделий | 2016 |
|
RU2623543C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДА И ХОЛОДИЛЬНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ЕЕ ВАРИАНТЫ) | 1993 |
|
RU2033584C1 |
| Конденсатор-испаритель | 2016 |
|
RU2623351C1 |
| Способ изготовления пластинчатых теплообменных аппаратов | 2022 |
|
RU2789573C1 |
| Устройство для сжатия деталей при пайке | 1988 |
|
SU1697992A1 |
| Способ определения коэффициента теплоотдачи и экспериментальная установка для его осуществления | 1990 |
|
SU1778657A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2350450C2 |
Изобретение может быть использовано в аппаратостроении при изготовлении пластинчато-ребристых теплообменников. Пакет собирают из элементов, образующих теплообменные каналы. Размещают пакет в камере и вакуумируют ее. Заполняют камеру инертным газом с созданием давления ниже атмосферного. Нагрев пакета до температуры пайки осуществляют за счет организации циркуляции инертного газа через нагреватель и теплообменные каналы. Нагрев осуществляют аэродинамическим нагревателем и поток инертного газа на его выходе разделяют надвое, один из потоков направляют в камеру, а при помощи второго создают перепад давлений на противоположных концах теплообменных каналов с обеспечением циркуляции инертного газа в последних. Второй поток либо подают непосредственно в теплообменные каналы, либо используют в качестве рабочего потока газового эжектора, камера смешения которого подключена к одному из концов теплообменных каналов. Перепад давлений на концах теплообменных каналов определяют из заданного соотношения. Изобретение позволяет повысить надежность и качество паяного соединения элементов пакета теплообменника за счет организации эффективной циркуляции газа. 3 з.п. ф-лы, 2 ил.
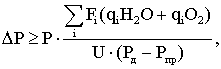
где Р - давление инертного газа на выходе из аэродинамического нагревателя; Fi - поверхность i-го материала, обращенная в полость теплообменных каналов; qi - удельное газовыделение i-го материала по парам воды (H2O) и кислорода (O2) соответственно; U - проводимость теплообменных каналов (величина, обратная сопротивлению); Рд - допустимая величина парциального давления вредных примесей в инертном газе; Рпр - величина парциального давления вредных примесей в инертном газе на входе в теплообменные каналы.
| СПОСОБ ПАЙКИ ПЛАСТИНЧАТО-РЕБРИСТЫХ ТЕПЛООБМЕННИКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1999 |
|
RU2173247C2 |
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
| SU 1543711 А1, 27.02.1997 | |||
| US 3917151 А, 04.11.1975. | |||

