Изобретение относится к приборам для измерения сварочных параметров Известно устройство, измеряющее длительность протекания сварочного тока, т,е. промежуток времени от начала первой до окончания последней полуволн сварочного тока. Оно содержит последовательно включенную цепочку датчик (воздушный тороидаль ный трансформатор или пояс Роговско го) - выпрямитель - поляризоваиное реле, а также включенные последовательно стабилизированный источник, контакты поляризованного реле, интегрирующую цепочку и ламповый воль метр. От начала сварочного тока до его окончания сигналом датчика включается реле. Его контакты подают стабилизированное напряжение на вход интегрирующей цепочки. Заряд, накапливаемый на емкости интегрирующей цепочки, пропорционален времени протекания сварочного тока. Величина заряда измеряется ламповым вольтметром. Шкала его отградуирована в миллисекундах 1, Недостатком устройства является погрешность измерения, обусловленна включением в отсчет времени промежутков, у которых сварочный ток отсутствует. Такие промежутки имеготся при сварке на контактных машинах .переменного тока с фазовым регули- , рованием тока. С увеличением угла включения силовых вентилей они растут. До настоящего времени эта погрешность измерения не учитывалась. Однако возросшие за последнее время требования к качеству сварных соединений приводят к необходимости ее уменьшения. Другим недостатком является необходимость использования датчика тороидальной формьа. Такой датчик сложен в изготовлении из-за большого количества витков (более 10 тыс.) в обмотке. Наиболее близким к предлагаемому является устройство, которое содержит датчик, вьшолненный на тороидальном магнитомягком сердечнике с катушками индуктивности, интегрирующую цепочку, однополупериодный выпрямитель и электронный счетчик. Датчик одной катушкой питается вторичньм напряжением сварочного трансформатора, а вторая катушка подключена к интегрирующей цепочке. Сигнал с цепочки выпрямляется и подается на счетчик, который регистрирует число полупериодов сварки 2,
Недостатки устройства неточный бтсчет времени протекания сварочног iroKa, необходимость применения Датчика тороидальной формы и необходимость электрического соединения со сварочной машиной.
Цель изобретения - повышение ка:чества сварки путем повышения точности отсчета времени протекания -сварочного тока в каждый полупериод
Поставленная цель достигается за счет того, что в устройство, содержащее генератор импульсов и последовательно соединенные датчик тока, выпрямитель и счетчик числа периодов сварочного тока, введены счетчик длительности протекания сварочного тока в каждый полупериод, два ключа и триггер, причем вход первого ключа подключен в выпрямителю, другой его вход к генератору импульсов и ко входу второго ключа, а выход первого ключа подключен ко входу триггера, выход последнего подключен к счетчику числа периодов сварочного тока и к другому входу второго ключа, при этом выход второго ключа подключен к счетчику длительности протекания сварочного тока в каждый полупериод
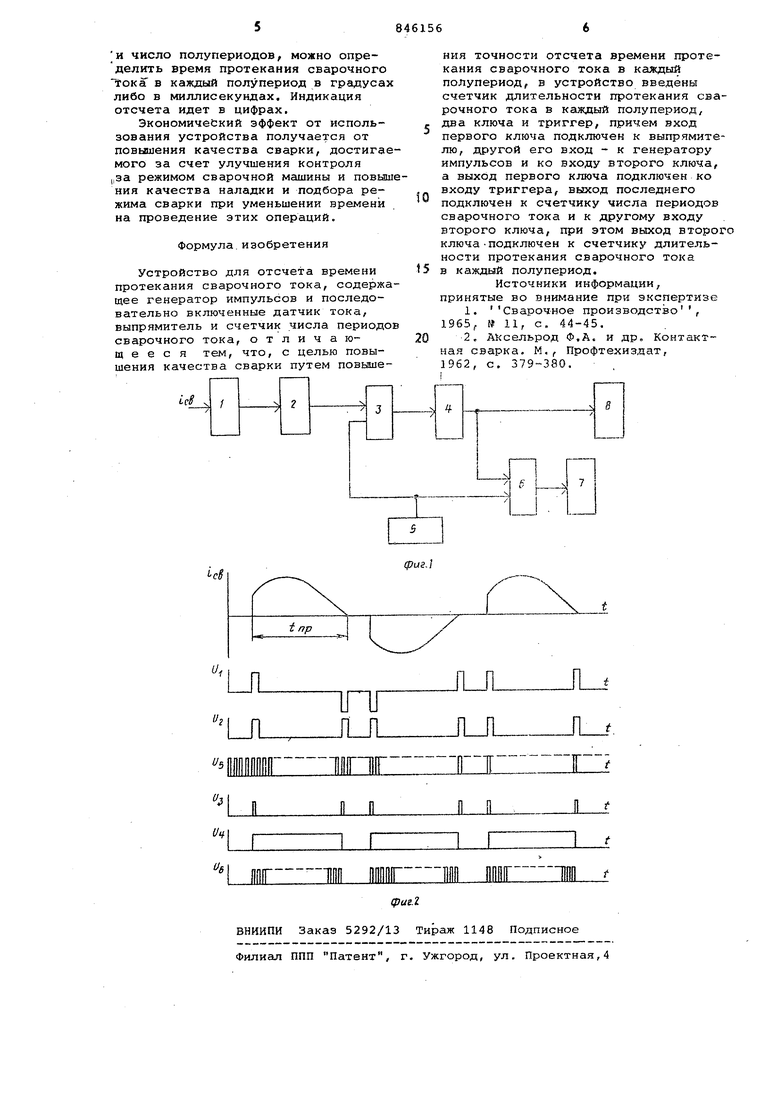
На фиг, 1 изображена блок-схема предлагаемого устройства; на фиг,2 временные диаграммы, поясняющие принцип работы устройства.
Катушка индуктивности датчика 1 подключена к входу выпрямителя 2, который выходом соединен с. первым входом ключа 3 Ключ 3 выходом связан с входом триггера 4„ Выход кварцевого генератора, 5 импульсов подключен к второму входу ключа 6 и второму входу ключа 3 Ключ б своим выходом .связан со счетным входом счетчика 7, а тригг ер 4 со счетчиком 8 и первым входом ключ 6, Датчик 1 имеет катушку индуктивности (50-150 витков) и ферритО вый сердечник и на время измерений вводится в магнитное поле сварочного тока. Двухполупериодный выпрямитель 2 предназначен для выпрямления сигналов датчика и подачи их на вход первого ключа. Первый ключ 3 служит для вы|:)аботки импульсов и, которые появляются на его выходе в моменты совмемения- во времени импульсов датчика и кварцевого генератора. Триггер 4 вьфабатывают импульсы и, длительность которых равна длительности протекания сварочного TOKfi в каждый полупериод. Кварцевый генератор 5 вырабатывает стабилгзные по частоте (13 «кГц) короткие импульсы UR . Вто ключ б предназначен для; пропускани на вход счетчика импульсов U. 1 варцевого генератора в моменты поступления на первый вход импульсов с триггера 4« Счетчик 7 длительнос
протекания сварочного тока в каждый полупериод производит счет импульсов с ключа б. Счетчик 8 служит для подсчета числа полупериодов.
Устройство работает следуюадам образом.
Перед прохождением импульса сварочного тока датчик вводят в магнитное поле сварочного тока, С появлением сварочного тока датчик на импульс одного полупериода вырабатывает два разнополярных коротких импульса (напряжение U на фиг,2), Один из них обусловлен изменением магнитного потока от О до + Фнас (- (; ) , а другой - изменением потока от + , {- ) до О, Так как сердечник датчика выполнен из магвитомягкого материала, то импульс с датчика следуют точно в начале и в конце каждого импульса сварочного тока. Эти импульсы после выпрямления поступают на вход первого ключа, на второй вход которого постоянно подаются импульсы частоты 18 кГц с кварцевого генератора. На выходе первого ключа импульсы появляются в моменты временного совмещения входных импульсов. Причем длительность импульса датчика подбирается равной периоду сигнала кварцевого генератора. Поэтому на один импульс датчика следует один импульс с выхода клЕоча, Эта операция на первом ключе сделана для того, чтобы устранить сбой в работе устройства из-за несинхронности импульсов датчика и генератора. Далее импульсы с первого ключа поступают на счетный вход триггера 4, который вырабатывает на выходе импульсы, длительност которых равна длительности протекания сварочного тока в каждый полупериод. Начало и конец каждого импульса синхронизированы импульсами кварцевого генератора. Поэтому когда импульсы триггера подаются на первый вход второго ключа, то в них укладывается целое число импульсов с в;варцевого генератора, подаваешлх на второй вход второго ключа. Обвдее количество этих импульсов по всем полупериода14 подсчитывается счетчиком длительности протекания сварочного тока. Отсчет времени ведется в электрических градусах. Обеспечивается это выбранной частото генератора 18 кГц. Причем при частоте 3-8 кГц в один полупериод (10 мс сварочного тока счетчик отсчитывает 180 электрических град, или 180 импульсов и, соответственно, в один период (2.0 мс) - 360 эл, град. Зная эти соотношения, всегда можно градусы перевести в миллисекунды. Число полупериодов подсчитывается .счетчиком 8,.. который подключен к выходу триггера. Отсчитав длительность протекания сварочного тока
и число полупериодов, можно определить время протекания сварочного Тока в каждый полупериод в градусах либо в миллисекундах. Индикация отсчета идет в цифрах.
Экономический эффект от использования устройства получается от повышения качества сварки, достигаемого за счет улучшения контроля „за режимом сварочной машины и повышения качества наладки и подбора режима сварки при уменьшении времени на проведение этих операций.
Формула.изобретения
Устройство для отсчета времени протекания сварочного тока, содержащее генератор импульсов и последовательно включенные датчик тока, выпрямитель и счетчик числа периодов сварочного тока, отличающееся тем, что, с целью повышения качества сварки путем повышения точности отсчета времени протекания сварочного тока в каждый полупериод, в устройство введены счетчик длительности протекания сварочного тока в каждый полупериод, два ключа и триггер, причем вход первого ключа подключен к выпрямителю, другой его вход - к генератору импульсов и ко входу второго ключа, а выход первого ключа подключен ко входу триггера, выход последнего
0 подключен к счетчику числа периодов сварочного тока и к другому входу второго ключа, при этом выход второго ключа-подключен к счетчику длительности протекания сварочного тока
5 в каждый полупериод.
Источники информации, принятые во внимание при экспертизе
1.Сварочное производство , 1965, № И, с. 44-45.
0
2,АКсельрод Ф.А. и др. Контактная сварка, M.f Профтехиздат, 1962, с. 379-380.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство контроля и измерения энергетических параметров многодуговой сварки переменным током | 1989 |
|
SU1690991A1 |
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
| Импульсный стабилизатор постоянного напряжения | 1985 |
|
SU1288672A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
п гл
Г
ИГ
