Изобретение относится к металлургической промышленности и может быть использовано в печах кипящего слоя эндотермического обжига известняка на известь для сталеплавильного производства, в частности для внепечной обработки стали
Известна печь кипящего слоя, содержащая подину зоны обжига, набранную из горелок, каждая из которых выполнена в виде перфорированного насадка с, расположенной по центру, газоподводящей трубкой с боковыми отверстиями (Авторское свидетельство СССР №851062, кл. F 27 В 15/00, 1979). Известна также подина зоны обжига печи кипящего слоя для обжига сыпучего материала, набранная из горелок, каждая из которых выполнена в виде насадка с, расположенным по его центру или периферии, устройством для ввода топлива, преимущественно газообразного топлива (Авторское свидетельство СССР №239101, кл. F 27 В 15/00, 1966).
Недостатками известных технических решений - печи кипящего слоя и подины зоны обжига печи кипящего слоя для обжига сыпучего материала - являются неравномерность распределения газа по насадкам в нормативном режиме и дополнительное, нерегламентированное перераспределение газа по площади подины при забивании воздушных отверстий или прогаре газоподводящих трубок, что приводит к увеличению выхода пыли извести, расхода топлива, повышению себестоимости кусковой извести.
Известна подина зоны обжига многозонной печи кипящего слоя, отапливаемой газообразным топливом, выбранная в качестве прототипа, содержащая горелки, каждая из которых выполнена в виде насадка с, расположенной по его центру, с возможностью соосного перемещения относительно него, газоподводящей трубкой с боковым отверстием, снабженная установленной на входе насадка шайбой с внутренним диаметром, равным внешнему диаметру, совмещенной с ней, газоподводящей трубки, и с внешним диаметром, обеспечивающим предотвращение просыпания обрабатываемого материала через насадок и забивание его по этой причине. При этом шайба жестко закреплена сварочным швом с газоподводящей трубкой или - резьбовым соединением с подиной, образуя с последней кольцевой зазор для прохода воздуха на горение газа, площадь которого регламентируется величиной живого сечения подины (Авторское свидетельство СССР №1041849, кл. F 27 В 15/00, 1982. Бюл. №34 от 15.09.83).
Тепловая работа известной подины зоны обжига печи кипящего слоя недостаточно эффективна из-за незавершенности (до 120-130° С) теплообмена между газом и материалом в объеме кипящего слоя зоны обжига и не обеспечения (до 10-30%) полноты сгорания газа в зоне горения, сосредоточенной в части (как правило, не более 2/3) объема кипящего слоя зоны обжига, таким образом, что горение газа частично происходит над кипящим слоем зоны обжига, либо в кипящих слоях вышерасположенных зон подогрева материала (в случае многозонных печей кипящего слоя), что предопределяет небаланс теплоты на всех стадиях термообработки материала; одновременно, и в дополнение вышеизложенного, данное техническое решение не учитывает взаимного влияния величины живого сечения подины, диаметра и схемы расположения ее воздушных отверстий, а также взаимного расположения насадок между собой, что, как показала практика, являются определяющими для обеспечения однородного псевдоожижения. Также в известном техническом решении не регламентирована высота расположения среза выходного отверстия газогорелочного устройства над уровнем газораспределительной подины зоны обжига и площадь отверстий для выхода газа из газоподводящих трубок, что определяет направление действия совокупной струи продуктов сгорания в объеме рабочего пространства между срезом выходного отверстия газогорелочного устройства и срезом газораспределительной подины зоны обжига. Равенство внутреннего диаметра шайбы внешнему диаметру, совмещенной с ней газоподводящей трубки, т.е. отсутствие кольцевого зазора между газоподводящей трубкой и шайбой, также декларируемое в известном техническом решении, затрудняет нормальную эксплуатацию газогорелочного устройства, поскольку, препятствуя поступлению воздуха непосредственно к внешней поверхности (омыванию ее) газоподводящей трубки (а с точки зрения процесса горения газа, - поступлению первичного воздуха на горение), с одной стороны, препятствует охлаждению (а значит, и долговечности эксплуатации) газоподводящей трубки, работающей в зоне повышенных (950-1100° С) температур, а, с другой стороны, способствует смещению зоны горения газа вверх за пределы кипящего слоя зоны обжига из-за ухудшения условий смешения газа и воздуха и позднему образованию подготовленной к полному сгоранию газовоздушной смеси, с рассмотренными выше негативными последствиями. Наличие кольцевого зазора между насадком и шайбой, регламентированного величиной живого сечения подины зоны обжига, не препятствует забиванию отверстий для прохода воздуха материалом в процессе эксплуатации печи кипящего слоя и при его технологических остановках, а только переносит действие этого негативного фактора в указанный кольцевой зазор, которое, к тому же, усиливается наличием участка горизонтальной поверхности на периферии шайбы, расположенного за вертикальной проекцией насадка, поскольку способствует отложению на нем материала (так, например, в правилах проектирования газопылепроводов принято избегать горизонтальных участков и, вообще, участков с углом расположения относительно горизонтали менее угла естественного откоса транспортируемой пыли).
Вышеизложенное и отсутствие регламентации указанных факторов и нормирования их совокупности в известном техническом решении не обеспечивает достижения задач, решаемых средствами настоящего изобретения, т.е. снижения расхода топлива и снижения себестоимости извести.
Данное изобретение направлено на решение задачи по разработке подины зоны обжига многозонной печи кипящего слоя для обжига известняка, оптимизации ее конструктивных параметров, определения совокупности соотношений геометрических параметров элементов подины и. размещенного в ее рамках насадка с газоподводящей трубкой, техническим результатом чего является снижение удельного расхода топлива и себестоимости извести.
Поставленная задача достигается тем, что эффективный линейный параметр газораспределительной подины Р=(N· Д1·Д2·Д3/Д4·Д5·Д6)1/3 составляет 0,14-1,42, где N=(J· Д2 1/Д2 0)1/3 - линейный коэффициент перфорации насадков; J=n· Д2 0/Д2 1 - живое сечение подины;
n - количество отверстий в насадках;
Д0 - диаметр отверстий насадка;
Д1 - диаметр подины;
Д2 - диаметр газоподводящей трубки;
Д3 - диаметр частиц обжигаемого известняка;
Д4 - расстояние между газоподводящими трубками;
Д5 - диаметр насадка; Д6 - расстояние между центрами насадков.
Также отличиями газораспределительной подины зоны обжига многозонной печи кипящего слоя для обжига известняка является то, что отношение величины зазора, с которым каждая газоподводящая трубка установлена в центральном отверстии насадка, к диаметру газоподводящей трубки S/Д2=0,08-032; при выполнении бокового отверстия каждой газоподводящей трубки в виде кольцевой щели отношение площади бокового отверстия к квадрату диаметра газоподводящей трубки Н/Д2 2=0,08-074; отношение высоты расположения нижнего среза бокового отверстия каждой газоподводящей трубки над насадком к расстоянию между газоподводящими трубками F/Д4=0,20-1,00.
Технический результат достигается следующим образом. Эффективно применяемый в печах кипящего слоя известняк диаметром Д3=5-10 мм получают стандартными методами дробления и грохочения. Известняк средним диаметром меньше 5 мм (Д3min) применять, в частности для получения высококачественной металлургической извести, нецелесообразно из-за большого содержания во фракции 0-3 мм балластных примесей и глинистых примазок, переходящих (в большей концентрации по отношению к исходному известняку) при обжиге в готовую продукцию. При обжиге частиц известняка со средним диаметром более 10 мм (Д3max) по условиям псевдоожижения требуются высокие скорости газового потока, что, из-за резкого роста кинетической энергии частиц известняка и обожженной извести, приводит к их интенсивному взаимному истиранию, раскалыванию при соударениях, образованию большого (до 40%) количества пылевидного известняка и пылевидной извести, имеющих пока ограниченное применение в промышленности и, соответственно, уменьшению выхода кусковой извести (Высокотемпературные эндотермические процессы в кипящем слое. М.: Металлургия, 1968, 484 с.).
В известных эксплуатируемых многозонных известково-обжиговых печах кипящего слоя диаметр воздушных отверстий (Д0) подины зон обжига или воздушных отверстий ее насадков варьируется в интервале 10-15 мм. Рабочие газовые потоки печей содержат пыль известняка и извести, склонную как к эрозивному (пыль известняка), так и адгезионному (пыль извести) воздействию на контактирующие с ней элементы подины. Поэтому минимально допустимый диаметр отверстий подины составляет 10 мм (Д0min) из-за опасности их забивания в условиях запыленного газового потока. Кроме того, с уменьшением диаметра отверстий (при неизменном живом сечении подины) растет их число и уменьшается расстояние между ними, что, в условиях кипящего слоя, приводит к слиянию соседних газовых струй, и дальнейшее, хотя иногда и желательное, уменьшение диаметра отверстия теряет целесообразность. С другой стороны, эксплуатация подины зоны обжига с отверстиями диаметром более 15 мм (Д0mах) нецелесообразна из-за опасности "вырождения" режима кипящего слоя в режим фонтанирующего слоя с интенсивным истиранием и раскалыванием частиц (Показатели работы многозонной печи с кипящим слоем для производства извести / А.Н.Ванжа и др. // Сталь. 1981, №10, с.87-90). (Гельперин Н.И. и др. Основы техники псевдоожижения. М.: Химия. 1967, 664 с.).
В зависимости от производительности печей и класса крупности потребляемого ими известняка изменение диаметра подин зон обжига печей кипящего слоя (Д1) составляет от Д1min=1000 мм (наименьшая печь производительностью 55 т/сутки имеет подину диаметром 1200 мм - этот технически реально достижимый минимум определяется конструктивными соображениями и технологическими особенностями процесса в печи) до Д1max=2500 мм (наиболее крупная печь данного класса производительностью 300 т/сутки) (Дементьев В.М. Тепловые расчеты многозонных печей с кипящим слоем. М.: Металлургия, 1971, с.57-121). (Применение кипящего слоя в металлургической промышленности. Сборник трудов. Вып. 21. Донецк, 1970, 249 с.).
Живое сечение газораспределительной подины зон обжига J=n· Д2 0/Д2 1, определяющее долю суммарной (n - количество отверстий в подине или в ее насадках) площади отверстий 1/4· n· π · Д2 0 (π =3,14) по отношению к площади подины 1/4· π · Д2 1, в зависимости от класса крупности применяемого сырья, в условиях настоящей задачи изменяется от 0,02 до 0,2. Живое сечение менее 0,02 (Jmin) определяет высокое газодинамическое сопротивление подины, что энергетически невыгодно. Живое сечение свыше 0,2 (Jmах) приводит к нарушению режима равномерного псевдоожижения и к боковому ходу газового потока. В этих условиях nmin=Jmin·D2 1min/D2 0mаx=89, а nmаx=Jmax·D2 1max/D2 0min=12500 (Гельперин Н.И. и др. Основы техники псевдоожижения. М.: Химия, 1967, 664 с.).
Газоподводящие трубки диаметром менее 16 мм (Д2min) сложны в изготовлении, ненадежны в эксплуатации, а также их требуется больше в численном отношении при прочих равных условиях. Применение газоподводящих трубок диаметром более 24 мм (Д2max) затрудняет равномерное снабжение газом и отопление кипящего слоя из-за вынужденного сокращения их числа и увеличения расстояния Д4 между ними свыше 150 мм (Д4min), при центральной установке горелки в круглом насадке, и до 220 мм (Д4max), при периферийной установке, например 4-х горелок в круглом насадке, когда расстояние между ними (по диагонали квадрата, в углах которого расположены горелки) увеличивается в 1,4 раза. Соответственно, диаметр насадков Д5 изменяется в этом случае от 150 (Д5min) до 600 (Д5mах) мм, а расстояние Д6 между центрами насадков - от 220 (Д6min) до 880 (Д6mах) мм (Гельперин Н.И. и др. Основы техники псевдоожижения. М.: Химия, 1967, 664 с.) (Показатели работы многозонной печи с кипящим слоем для производства извести / А.Н.Ванжа и др. // Сталь, 1981, №10, с.87-90).
Таким образом, исходя из вышесказанного, линейный коэффициент перфорации насадков (N), определяемый как корень кубический из произведения величины живого сечения подины (J) на величину отношения площадей подины (0,25· π · Д2 1) и отверстия насадка (0,25· π · Д2 0), т.е. N=(J· Д2 1/Д2 0)1/3, составит (минимальный и максимальный):
Nmin=(Jmin·Д2 1min/Д2 0max)1/3=(0,02· 10002/152)1/3~4,45;
Nmax=(Jmах·Д2 1mах/Д2 0min)1/3=(0,2· 25002/102)1/3~23,21.
Соответствующий им эффективный линейный параметр подины, определяемый как корень кубический из отношения произведения величин линейного коэффициента перфорации (N), диаметра подины (Д1), диаметра газоподводящей трубки (Д2) и диаметра частицы обжигаемого известняка (Д3) на произведение величин расстояния между газоподводящими трубками (Д4), диаметра насадка (Д5) и расстояния между центрами насадков (Д5) составит (минимальный и максимальный):
Pmin=(Nmin·Д1min·Д2min·Д3min/Д4max·Д5max·Д6mаx)1/3=(4,45· 1000· 16· 5/220· 600· 880)1/3~0,14;
Pmax=(Nmах·Д1max·Д2max·Д3max/Д4min·Д5min·Д6min)1/3=(23,21· 2500· 24· 10/150· 150· 220)1/3~1,42;
Или, в общем виде: Р=0,14-1,42.
Зазор (S) между газоподводящей трубкой и насадком выбирают в интервале 2-5 мм, что, в первом случае (Smin=2 мм), обеспечивает смывание ее воздушным потоком, а наибольший зазор (Smax=5 мм) препятствует заклиниванию в нем частиц пыли, т.к. частицы известняка и извести крупнее 3 мм по условиям их витания практически не уносятся воздушным потоком. Соотнося величину S с диаметром газоподводящей трубки, получим: Smin/Д2max=2/24~0,08; Smax/Д2min=5/16~ 0,32. Т.е.: Smin=0,08· Д2mах·Smax=0,32· Д2min·Или: S=0,08· Д2-0,32· Д2.
В общем виде: S/Д2=0,08-0,32.
Высота щели выходных боковых отверстий газоподводящей трубки при кольцевом ее выполнении h=1,0-2,5 мм. Выполнение щели размером менее 1 мм (hmin) конструктивно сложно и является дорогостоящей операцией в условиях их массового производства, кроме того, при величине щели в 1 мм уже обеспечиваются скорости газа на выходе из щели, достаточные для эффективного сгорания газа. Выполнение высоты щели более 2,5 мм (hmin) из-за увеличения площади сечения щели (H) делает газовую струю вялой на выходе и смещает зону горения газа вверх, снижая эффективность использования кипящего слоя зоны обжига в полном объеме. Поскольку Н (площадь боковой поверхности цилиндра) =π · Д2·h, то, отношение ее минимальной величины (Hmin) к максимальной площади сечения газоподводящей трубки
hmin·π·Д2min/0,25· π · Д2 2max=1,0· π · 16/0,25 π · 242~0,111. Т.о., Нmin=0,25· 0,111· π · Д2 2max=0,08· Д2 2mах. Аналогично, отношение ее максимальной величины (Нmаx) к минимальной площади сечения газоподводящей трубки: hmах·π·Д2mах/0,25· π · Д2 2min=2,5· π · 24/0,25· π · 162=0,94. Т.е. Нmax=0,25· 0,94· π · Д2 2min=0,74· Д2 2min.
Или: Н=0,08· Д2 2-0,74· Д2 2. В общем виде: H/Д2 2=0,08-0,74.
Нижний срез боковых отверстий газоподводящих трубок располагают на высоте F=50-150 мм от среза воздушного насадка. Величина 50 мм (Fmin) обеспечивает полное использование в процессе теплообмена всего объема кипящего слоя зоны обжига, уменьшение этой величины может привести к перегреву подины из-за близости очага горения. Величина 150 мм (Fmax) является предельной по условиям завершения процесса горения газа в пределах кипящего слоя. Соотнося величины F и Д4 и пользуясь логикой предыдущих построений, получим Fmin/Д4max=50/220~0,20 и Fmax/Д4min=150/150=1,00.
Или: F=0,20 Д4-1,00 Д4. В общем виде: F/Д4=0,20-1,00.
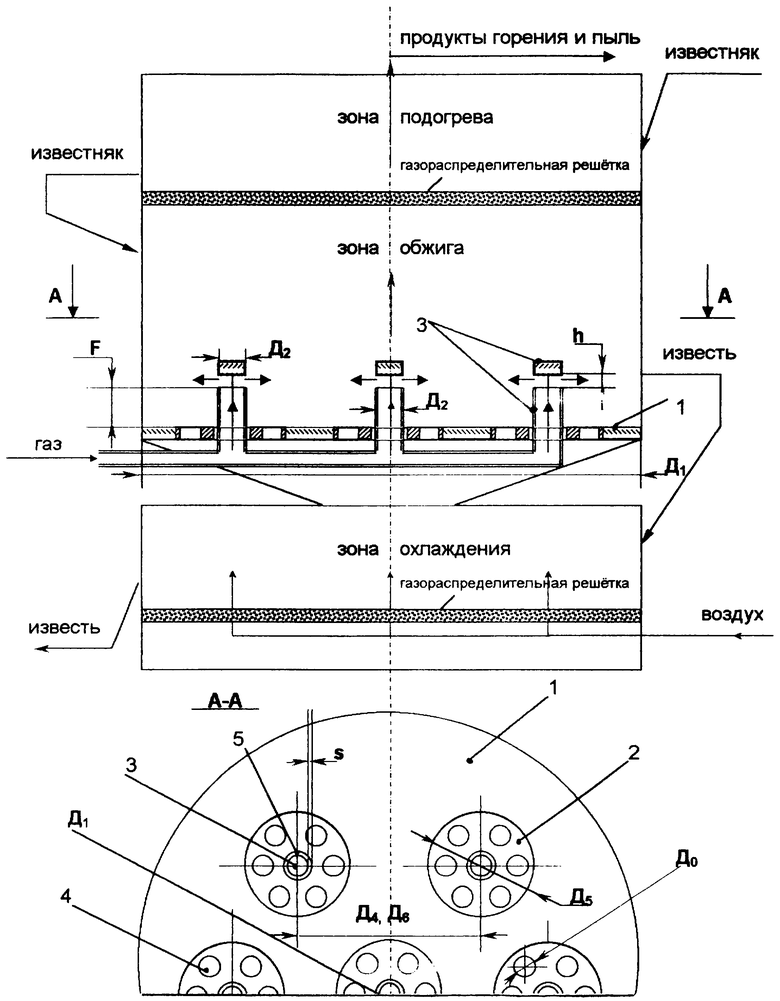
На чертеже представлена предлагаемая подина 1 печи кипящего слоя для обжига известняка с зонами подогрева, обжига и охлаждения, состоящая из насадков 2 с отверстиями 4, газоподводящих трубок 3 с щелевыми кольцевыми зазорами для выхода газа, установленных в отверстиях насадков 2 с зазором 5 по отношению к ним. Диаметры: подины - Д1; газоподводящих трубок - Д2; насадков - Д5. Расстояния между центрами газоподводящих трубок и насадков, соответственно Д4 и Д6. При выборе расположения положения одной газоподводящей трубки 3 по центру насадка 2 в центральном отверстии 5, как в иллюстрируемом варианте, Д4=Д6. Высота бокового отверстия в виде щелевого кольцевого зазора для выхода газа в газоподводящих трубках 3 равна h; высота расположения щели над насадком 2 равна F. Ширина зазора в центральном отверстии 5 между насадком 2 и газоподводящей трубкой 3 равна S. Работает газораспределительная подина зоны обжига многозонной печи кипящего слоя для обжига известняка следующим образом. Известняк средним диаметром Д3 поступает в зону (или зоны) подогрева, где подогревается до 750° С, затем перегружается в зону обжига, где обжигается на известь при температуре 1000° С, известь охлаждается в зоне охлаждения и поступает к потребителю. Газ, через подину 1, посредством газоподводящих трубок 3 и через их щелевой кольцевой зазор, поступает в зону обжига, где сгорает в ее кипящем слое, смешиваясь с нагретым при охлаждении извести воздухом, поступающим из кипящего слоя зоны охлаждения через отверстия 4 и кольцевой зазор между отверстием 5 и насадком 2. Продукты горения газовоздушной смеси отдают свое тепло на нагрев и обжиг (диссоциацию карбонатов кальция и магния) известняка, движущегося в противотоке через зону подогрева и обжига, насыщаются пылью от истирания его и извести и выводятся за пределы печи в систему пылеочистки.
Для условий четырехзонной известково-обжиговой печи кипящего слоя КС-55 ОАО "Таганрогский металлургический завод": Д0=15 мм; Д1=1200 мм; Д2=18 мм; Д3=8 мм; Д4=220 мм; Д5=150 мм; Д6=220; J=0,04; n=264 шт.; N=(J· Д2 1/Д2 0)1/3=(0,04· 12002/152)1/3=6,35; P=(N· Д1·Д2·Д3/Д4·Д5·Д6)1/3=(6,35· 1200· 18· 8/220· 150· 220)1/3=0,53; S/Д2=3/18=0,17 (для рассматриваемых условий S=3,0 мм); Н/Д2 2=0,17 (для рассматриваемых условий h=1 мм и Н=56,55 мм); F/Д4=75/220=0,34 (для рассматриваемых условий F=75,00 мм). Т.о., рассмотренная в качестве примера четырехзонная известково-обжиговая печь кипящего слоя КС-55 ОАО "Таганрогский металлургический завод" по совокупности отличительных признаков соответствует сущности заявляемого изобретения.
При проведении экспериментальных исследований установлено, что при Р>1,42, т.е. при преобладании (числитель) комплекса N· Д1·Д2·Д3 (характеризующего масштаб, структуру и качество псевдоожижения или кипения слоя) над (знаменатель) комплексом Д4·Д5·Д6 (характеризующего конструктивные параметры единичного газогорелочного устройства, условия, качество смешения и интенсивность сгорания газовой смеси в кипящем слое), с одной стороны, возникает очаговое кипение и происходит переход к струйному псевдоожижению и, далее, к фонтанирующему слою (качественно иной структуре), а, с другой - зона разделяется на несколько независимых очагов горения газа, могущих сочленяться блоками таким образом, что газовоздушные струи пронизывают слой насквозь, теплообмен нарушается и, по мере остывания слоя, газ лишается источников воспламенения - раскаленных частиц, горение газа прекращается, что является аварийной ситуацией, чреватой спонтанным воспламенением подготовленной газовоздушной смеси по тракту ее дальнейшего движения (например, в вышерасположенных зонах подогрева или системе газоочистки) и взрывом. При Р<0,14, т.е. при преобладании (знаменатель) комплекса Д4·Д5·Д6 над (числитель) комплексом N· Д1·Д2·Д3 происходит переход от кипящего слоя к поршневому режиму псевдоожижения (качественно иной структуре), что приводит к массовому подъему частиц слоя над газогорелочными устройствами, отрыву пламени от газовых горелок. При этом, если температура опускающегося в поршневом режиме слоя достаточна для повторного воспламенения газовоздушной смеси, происходит возобновление нормальной тепловой работы слоя, а если нет (по мере ухудшения теплообмена между газом и материалом) - то - прекращение горения и остановка технологического процесса, с возможными негативными последствиями, описанными выше. Т.о., в интервале 0,14>Р>1,42, выходящем за рамки, установленные настоящим изобретением, процесс обжига известняка в кипящем слое с газораспределительной подиной зоны обжига многозонной печи кипящего слоя не может быть реализован. При S/Д2 (S/D2 - комплекс, характеризующий, в условиях кипящего слоя, качество смешения газа с воздухом) = 0,08-0,32 обеспечивается омывание газоподводящих трубок воздушным потоком и частицы в зазоре не заклиниваются. При S/D2<0,08 нет достаточного расхода воздуха (первичного) через зазор между газоподводящей трубкой и насадком, что приводит к смещению зоны горения вниз к горелкам, их перегреву и выходу из строя. При S/D2>0,32, наоборот, происходит смещение зоны горения вверх, что приводит к отрыву пламени от горелок и прекращению горения. Т.о., в интервале 0,32<S/D2<0,08, выходящем за рамки, установленные настоящим изобретением, не обеспечивается эксплуатационная стойкость газовых горелок или их устойчивая работа. При Н/Д2 2=0,08-0,74 обеспечиваются достаточная дальнобойность газовой струи и конструктивная надежность горелок. Одновременно, при 0,74<H/Д2 2 при вялой газовой струе зона горения смещается вниз к газовым горелкам, происходит их перегрев и выход из строя. При Н/Д2 2<0,08, наоборот, происходит смещение зоны горения вверх, что приводит к отрыву пламени от горелок и прекращению горения, либо расход газа через систему горелок (из-за высокого сопротивления газоподводящего тракта) меньше необходимого для поддержания теплоснабжения кипящего слоя, что также ведет к прекращению горения и уже известным последствиям. При F/Д4=0,20-1,00 обеспечиваются сохранность подины печи от перегрева и максимальное использование для теплообмена всего объема кипящего слоя при центральной и периферийной установке горелок. Одновременно при 1,00<F/Д4 происходит смещение зоны горения вверх, что приводит к отрыву пламени от горелок и прекращению горения, а при F/Д4<0,20 зона горения смещается вниз, что приводит к перегреву подины печи и самих горелок и к аварии.
Сравнительные технико-экономические показатели газораспределительной подины зоны обжига печи кипящего слоя ОАО “Таганрогский металлургический завод” производительностью 55 т/сутки извести, газораспределительной подины печи-прототипа и газораспределительной подины зоны обжига многозонной печи кипящего слоя для обжига известняка по настоящему изобретению представлены в таблице.
Таким образом, предлагаемое техническое решение в оптимизированном варианте по сравнению с прототипом обеспечивает: снижение расхода топлива - на 3,0-9,0%; себестоимости извести - на 8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОРАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО МНОГОЗОННОЙ ПЕЧИ КИПЯЩЕГО СЛОЯ ДЛЯ ОБЖИГА ИЗВЕСТНЯКА | 2003 |
|
RU2264591C2 |
| Многозонная печь кипящего слоя для обжига полидисперсного материала | 1990 |
|
SU1762095A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЗИРОВАННОЙ КАЛЬЦИЕВОЙ ИЗВЕСТИ | 2004 |
|
RU2261282C1 |
| РЕШЕТКА-ГАЗОРАСПРЕДЕЛИТЕЛЬ ПЕЧИ КИПЯЩЕГО СЛОЯ ДЛЯ ОБЖИГА ИЗВЕСТНЯКА | 2005 |
|
RU2310146C2 |
| ПЕЧЬ КИПЯЩЕГО СЛОЯ КС-55 | 2004 |
|
RU2281449C2 |
| СПОСОБ ОБЖИГА ПОЛИДИСПЕРСНОГО КАРБОНАТНОГО МАГНЕЗИАЛЬНОГО СЫРЬЯ | 2004 |
|
RU2266875C2 |
| Подина печи кипящего слоя для обжига сыпучего материала | 1976 |
|
SU586309A1 |
| Камера обжига зернистого материала в кипящем слое | 1981 |
|
SU1032310A1 |
| Печь кипящего слоя для обжига известняка | 2001 |
|
RU2224196C2 |
| СПОСОБ СПЕКАНИЯ ПОЛИДИСПЕРСНОГО КАРБОНАТНОГО МАГНЕЗИАЛЬНОГО СЫРЬЯ | 2005 |
|
RU2309919C2 |
Изобретение относится к конструкциям печей кипящего слоя для эндотермического обжига полидисперсных материалов и гранулированных карбонатных пород и может быть использовано в металлургической, химической и строительной отраслях промышленности. Газораспределительная подина зоны обжига многозонной печи кипящего слоя для обжига известняка с зонами подогрева и обжига известняка, зоной охлаждения извести набрана из горелок. Каждая горелка выполнена в виде воздушного насадка с центральным отверстием, в котором с зазором установлена газоподводящая трубка с боковым отверстием. Воздушные насадки выполнены перфорированными. Газоподводящие трубки установлены в них с возможностью соосного перемещения. Эффективный линейный параметр подины Р=(N· Д1·Д2·Д3/Д4·Д5·Д6)1/3 составляет 0,14-1,42, где N=(J· Д2 1/Д2 0)1/3 - линейный коэффициент перфорации насадков; J=n· Д2 0/Д2 1 - живое сечение подины; n - количество отверстий в насадках; Д0 - диаметр отверстий насадка; Д1 - диаметр подины; Д2 - диаметр газоподводящей трубки; Д3 - диаметр частиц обжигаемого известняка; Д4 - расстояние между газоподводящими трубками; Д5 - диаметр насадка; Д6 - расстояние между центрами насадков. Изобретение позволяет снизить удельный расход топлива и себестоимость извести. 3 з.п. ф-лы, 1 ил., 1 табл.
где N=(J· Д2 1/Д2 0)1/3 - линейный коэффициент перфорации насадков;
J=n· Д2 0/Д2 1 - живое сечение подины;
n - количество отверстий в насадках;
Д0 - диаметр отверстий насадка;
Д1 - диаметр подины;
Д2 - диаметр газоподводящей трубки;
Д3 - диаметр частиц обжигаемого известняка;
Д4 - расстояние между газоподводящими трубками;
Д5 - диаметр насадка;
Д6 - расстояние между центрами насадков.
| ШАХТНАЯ ПЕЧЬ КИПЯЩЕГО СЛОЯ ДЛЯ ОБЖИГА СЬШУЧИХ МАТЕРИАЛОВ | 0 |
|
SU239101A1 |
| Подина аппарата кипящего слоя | 1982 |
|
SU1041849A1 |
| Подина печи кипящего слоя для обжига сыпучего материала | 1979 |
|
SU783547A2 |
| Устройство для стабилизации натяжения магнитной ленты | 1981 |
|
SU1436123A1 |

