Изобретение относится к технике производства металлургических огнеупоров в кипящем слое и может быть использовано в металлургической, химической и строительной промышленности.
Известен способ спекания полидисперсных карбонатов с внесением добавок во вращающейся печи. В известном способе в загрузку используют шихту, состоящую из карбонатного сырья, вводимого совместно с железорудными окатышами, алюминием- и борсодержащим материалом. Бор, имеющий более низкую температуру плавления среди компонентов шихты, способствует более раннему связыванию мелких фракций шихты и устраняет налипание их на футеровку печи (А.с. СССР №517573. МКИ С04В 1/02, 1976. Бюл. №22).
Недостатком известного способа является использование гранулированных добавок, что предполагает дополнительные технологические операции по помолу, грануляции и отсеву гранулированных добавок, возврату отсева на повторную грануляцию и т.д., и, несмотря на эти меры, относительно большой (до 17-20%) их унос из зоны спекания. Одновременно для вращающейся печи, например при производстве намертво обожженного доломита, необходимо применение также не полидисперсного, а классифицированного сырья, например фракций доломита или магнезита 12,5-11; 6,3-4,7 и 1,68-2 мм, поскольку наряду с ухудшением условий спекания возрастает до 2,5-2,7% доля балластных примесей в огнеупоре (Бойнтон Р.С. Химия и технология извести. М.: Издательство литературы по строительству, 1972, с.133). Применение в шихте механической смеси известняка, окатышей и бора в пропорции 69,0-96,9; 6,0-16,0 и 2,5-15,0% требует ее усреднения при движении по печи, однако в силу различной в 1,5-2,0 раза плотности компонентов происходит сегрегация материалов, что приводит к сосредоточению массы окатышей и к образованию сваров в рабочем пространстве либо настылей материала на футеровке печи, кроме того, массовая доля MgO и (СаО+MgO) снижается до 22,0-25,0 и до 85,-90,0%, а потери массы при прокаливании (П.М.П.П.) возрастают до 10,0-12,0%.
Известен способ термической обработки измельченных магнезиальных пород в аппарате кипящего слоя (Авторское свидетельство СССР №582223, М. Кл. С04В 3/02), включающий сушку, подогрев сырья, его обжиг и охлаждение готового продукта, по которому сырье сушат и подогревают в течение 30-45 мин до 300-400°С с последующим повышением температуры в течение 1-10 мин до 500-600°С и выдержкой при этой температуре в течение 15-45 мин, затем в течение 1-10 мин повышают температуру до 850-900°С и после 15-45 мин выдержки охлаждают продукт обжига до температуры 300-400°С в течение 1-10 мин с последующей выдержкой при этой температуре в течение 15-30 мин.
Данный способ выбран в качестве прототипа.
Недостатками известного технического решения - способа термической обработки измельченных магнезиальных пород в аппарате кипящего слоя - является то, что при этом не учтено изменение теплопроводности частиц с изменением их гранулометрического и химического состава, что требует соответствующих изменений в режимах температурной выдержки и темпе подъема температуры для различных частиц. Соответственно продукт обжига по известному способу не может являться спеченным полидисперсным магнезиальным огнеупором, поскольку температурный интервал спекания магнезиальных полидисперсных материалов находится в области более высоких температур (например, 1150-1500°С), а следовательно, другими являются и температурные условия (темп подъема температуры и время выдержки при ней) подогрева сырья и охлаждения продукта. Одновременно в большинстве практических случаев спекание магнезиальных пород затруднено или даже невозможно без применения спекающих бор-железо-хром-марганец-титан-цирконийсодержащих добавок, что делает неэффективным применение известного способа для реализации настоящего изобретения.
В основе данного изобретения лежит решение задачи по разработке способа спекания полидисперсного карбонатного магнезиального сырья путем регламентации температурных параметров обработки и темпа их изменения, совмещенного со временем выдержки на заданных температурных уровнях подогрева, спекания сырья и охлаждения готовой продукции, с регулируемой и технологически рассредоточенной подачей добавок, за счет чего обеспечивается повышение качества частиц твердообожженного доломита или магнезита с высокой термостойкостью, плотностью и др. специальными свойствами огнеупора.
Поставленная задача достигается тем, что в соответствии с предлагаемым способом спекания полидисперсного карбонатного магнезиального сырья, включающим подогрев, спекание сырья на огнеупор и охлаждение его в зонах подогрева, спекания и охлаждения многозонной печи кипящего слоя, ввод спекающих бор-железо-хром-марганец-титан-цирконийсодержащих добавок, или их смесей, в первой зоне подогрева сырье подогревают в течение 0,5-25,0 мин до 350-550°С с выдержкой в течение 25,0-49,5 мин, затем во второй зоне подогрева сырье подогревают в течение 0,5-28,0 мин до 920-940°С с выдержкой в течение 28,0-55,5 мин, далее в зоне спекания сырье подогревают до 1150-1500°С и спекают на огнеупор в течение 0,5-72,0 мин с выдержкой в течение 72,0-143,5 мин, затем в зоне охлаждения в течение 0,5-56,5 мин огнеупор охлаждают до 250-400°С с выдержкой в течение 56,5-112,5 мин; добавки вводят в подрешеточное и/или в надслоевое пространство зон подогрева при температуре 350-550 и/или 920-940 и/или охлаждения при температуре 250-400°С.
Техническим результатом от использования предлагаемого способа спекания полидисперсного карбонатного магнезиального сырья является реализация процесса спекания доломита, магнезита и др. магнезиальных пород с использованием метода кипящего слоя, с получением огнеупора в виде отдельных (не спеков или конгломератов, требующих последующего дробления перед применением, как после вращающейся или шахтной печи) спеченных частиц в многозонной печи кипящего слоя с выделением и регламентацией стадий обработки, времени выдержки на этих стадиях, места введения спекающих добавок.
Спекание полидисперсного карбонатного магнезиального сырья с получением частиц огнеупора по настоящему изобретению осуществляется следующим образом.
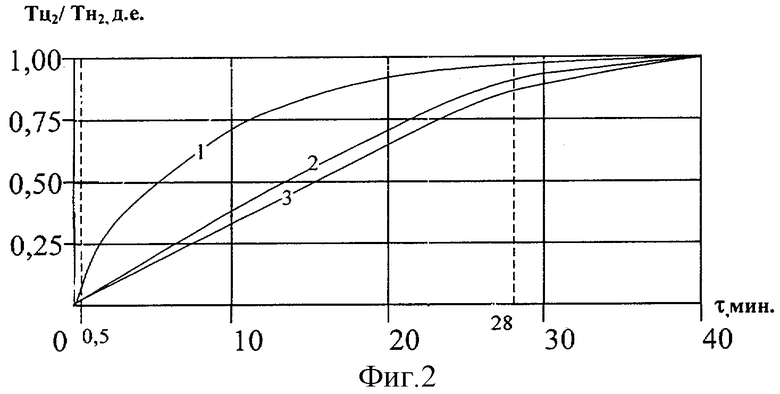
В первой зоне подогрева сырья температуру повышают в течение 0,5-25,0 мин до 350-450°С с выдержкой в течение 25,0-49, 5 мин. Темп подъема температуры в течение до 0,5 мин выбран для частиц диаметром менее 3 мм, в течение до 25,0 мин - для частиц диаметром 3-25 мм. Фракция 3-25 мм - допустимый интервал размеров частиц в кипящих слоях рассматриваемого типа (Дэвидсон И.Ф., Харрисон Д. Псевдоожижение твердых частиц. М., Химия, 1965, 725 с.). (Исаченко В.П. и др. Теплопередача. - М.: Энергия, 1976, 486 с.). В интервале 350-550°С происходит удаление поверхностной и связанной влаги, выгорание органических включений. При температуре менее 350°С не удаляется кристаллическая связанная влага, а при температуре свыше 550°С начинается устойчивая диссоциация карбоната магния с ростом кристаллов периклаза до 0,004 мкм (Кащеев И.Д. Огнеупоры для промышленных агрегатов и топок, и др. - М.: Интермет-инжениринг, 2000, с.45), которая до завершения процесса диссоциации карбоната кальция вносит механические напряжения в кристаллическую структуру, разрушая частицы и увеличивая непроизводительный унос из печи (т.е. повышение температуры свыше 550°С целесообразно после завершения процесса диссоциации карбоната кальция). Кроме того, величина термического удара в интервале 350-550°С при выбранном подъеме температуры не вызывает растрескивания материала. (Люйкен В. Подготовка сырых материалов к доменной плавке. - М.: Металлургия, 1959, с.282-283). Верхний и нижний пределы интервала времени температурной выдержки выбираются из технологических условий и определены экспериментально. Нижний предел, равный 0,5 мин, является достаточным и общим для всех рассматриваемых случаев, представленных на фиг.1-4 результатами экспериментов по исследованию степени нагрева частиц в зависимости от их диаметра в неоднородном высокотемпературном кипящем слое. Из анализа характера изменения отношения температуры центра частиц материала (Тц1-4) и ее поверхности (Тн1-4) от времени нагрева (τ) в кипящем слое в 1-й зоне подогрева до 350-550°С (кривые 1, 2, 3 - частицы огнеупора диаметром соответственно, 3; 8; 25 мм на фиг.1) видно, что завершение нагрева или выравнивание этих (центра и поверхности) температур (в пределе - равенство единице отношения Тц1/Тн1) в 1-й зоне подогрева происходит в интервале 0-0,5 мин (характерно для частицы огнеупора диаметром 0-3 мм), и в интервале 0-25 мин (характерно для частицы огнеупора диаметром 3-25 мм), что подтверждает принятый в формуле изобретения интервал времени подогрева частиц 0,5-25,0 мин. В интервале 0-0,5 мин завершается нагрев частиц 0-3 мм до 350-550°С, а в интервале 0-25,0 мин до 350-550°С нагреваются все частицы размером 3-25 мм, а дальнейший их нагрев ведет к перерасходу тепла. Аналогично рассуждения справедливы в отношении интервалов времени термообработки (нагрева, спекания и охлаждения) частиц во 2-й зоне подогрева, зоне спекания и зоне охлаждения, иллюстрированных результатами экспериментов на фиг.2, 3, 4, подтверждающих соответствующие интервалы: 0,5-28,0; 0,5-72,0; 0,5-56,5 мин времени подогрева, спекания и охлаждения в соответствии с формулой изобретения. Время выдержки частиц 25,0-49,5 мин в 1-й зоне подогрева выбрано из условия одинакового времени пребывания их в кипящем слое. Так, например, как частицы, находившиеся на стадии подогрева 0,5 и более минут, стадии выдержки 49,5 и менее минут и частицы, находившиеся на стадиях подогрева и выдержки по 25 мин. Этот же принцип использован и для определения времени выдержки 28,5-55,5; 72,0-143,5 и 56,5-112,5 частиц соответственно во 2-й зоне подогрева, зоне спекания и зоне охлаждения (для 2-й зоны подогрева и зоны спекания учтено наличие в них реакций диссоциации карбонатов магния и кальция). Здесь и далее мы наряду с частицами класса 3-25 мм принимаем к рассмотрению и частицы крупностью 0-3 мм, которые формально (при расчетах) не присутствуют в кипящих слоях рассматриваемого нами типа, но практически их наличием нельзя пренебрегать не только в оценке газодинамической обстановки, но и процессов теплообмена в кипящем слое.
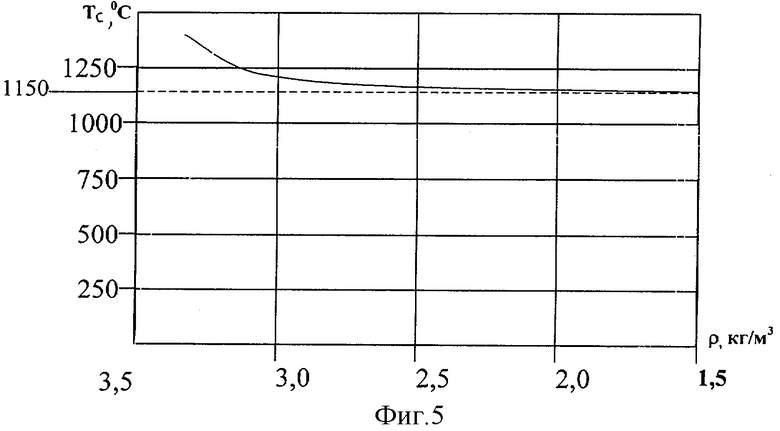
Для оценки температурных интервалов подогрева, спекания и охлаждения огнеупора экспериментально определено и представлено на фиг.5 изменение отношения плотности частиц огнеупора от температуры спекания (Тс). Зона температур 940-1150°С является буферной или переходной от флюса к огнеупору, т.е., с одной стороны, не происходит заметного спекания зерен с образованием огнеупора и сохраняется кристаллическая структура флюса, с другой стороны, в закончившемся формировании мелкокристаллической структуры MgO намечаются тенденции к соединению соседних кристаллов в виде мостиков, наблюдаемых при оптическом анализе образцов.
Во 2-й зоне подогрева температуру сырья повышают в течение 0,5-28,0 мин до 920-940°С с выдержкой в течение 28,0-55,5 мин. Время нагрева частиц размером 25 мм выбрано на 2,5 мин выше (фиг.1, 2), чем в 1-й зоне, в силу уменьшения теплопроводности частиц. Время выдержки 28,0-55,5 мин. выбрано по аналогии с 1-й стадией подогрева таким образом, что в этом же интервале размещается и время диссоциации MgCO3 для частиц MgCO3 размером 3-25 мм в неоднородном кипящем слое, т.е. время выдержки не превышает времени диссоциации MgCO3 (Айнштейн В.Г., Баскаков А.П. Псевдоожижение. - М.: Химия, 1991. - 399 с.).
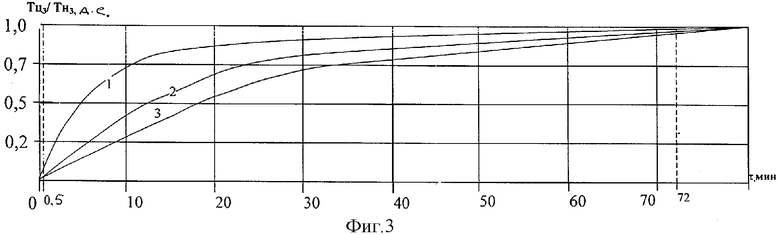
В зоне спекания температуру подогрева сырья повышают в течение 0,5-72,0 мин до температуры его спекания 1150-1500°С и спекают (время выдержки) в течение 72,0-143,5 мин. Время нагрева частиц размером 25 мм выбрано на 44,0 мин больше (фиг.3), чем во 2-й зоне подогрева, в силу уменьшения теплопроводности частиц. Время выдержки или время спекания 72,0-143,5 мин выбрано по аналогии со 2-й зоной подогрева таким образом, что в этом же интервале размещается время диссоциации частиц СаСО3 размером 3-25 мм (диссоциация СаСО3 по температурным условиям начинается во 2-й зоне подогрева, но времени выдержки 28,0-55,5 мин для ее завершения может оказаться недостаточно) и время их спекания в неоднородном кипящем слое.
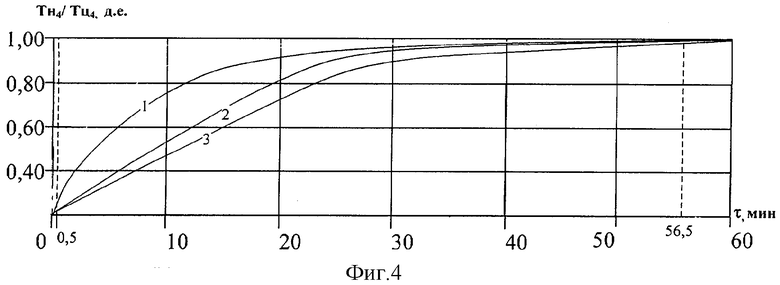
В зоне охлаждения температуру огнеупора снижают в течение 0,5-56,5 мин до 250-400°С с выдержкой в течение 56,5-112,5 мин. Время охлаждения частиц размером 30 мм выбрано на 15,5 мин ниже (фиг.4), чем в зоне спекания, в силу уменьшения их теплопроводности. При этом происходит утилизация физического тепла готового продукта, поэтому возврат с зону обжига низкопотенциального тепла воздуха с температурой менее 250°С нецелесообразен энергетически и является тепловым балластом, а при охлаждении огнеупора до температуры свыше 400°С и соответствующем нагреве до этой температуры охлаждающего воздуха в тепловом балансе процесса начинают превалировать потери физического тепла (в режиме смешивающего кипящего слоя) с выгружаемым из печи флюсом (Нехлебаев Ю.П. Экономия топлива при производстве извести. М., Металлургия, 1987. 167 с.).
Введение спекающих добавок по настоящему способу производится в подрешеточное и/или в надслоевое пространство зон подогрева до 350-550 и/или 920-940 и/или охлаждения до 250-400°С. Это связано с наличием двух видов минеральных добавок по крупности частиц: 0-0,05 мм и более 0,05 мм. По скорости витания первые выносятся из кипящего слоя, а следовательно, могут транспортироваться с сырьем из нижних в верхние зоны печи кипящего слоя. Вторые имеют скорости витания большие, чем скорости газового потока в рабочем пространстве печи, а следовательно, могут транспортироваться с сырьем из верхних в нижние зоны печи кипящего слоя. Главной зоной связывания минеральных добавок с основным материалом - полидисперсным карбонатным магнезиальным сырьем - является зона спекания, но если вводить их в кипящий слой зоны спекания сосредоточенным потоком, то возможен значительный унос добавок или их скопление в одном месте с образованием настылей. Известно, что газовая струя даже большой интенсивности не проникает в плотный слой глубже 500 мм, а в кипящий слой - глубже 750-1000 мм (Боттерил Д. Теплообмен в псевдоожиженном слое. М., Энергия, 1980. 345 с.), однако кипящий слой сам по себе является транспортным средством благодаря интенсивному перемешиванию частей. Поэтому, поступая в кипящий слой зоны, минеральные добавки, независимо от места ввода, равномерно рассредоточиваются по его объему. Конструктивно целесообразна организация введения добавок либо снизу (в надслоевое пространство зоны охлаждения или подрешеточное пространство зоны спекания (если они не совмещены)) под кипящий слой зоны спекания (из кипящего слоя зоны охлаждения) либо в него сверху (из кипящего слоя первой зоны подогрева, или (по условиям связывания) из кипящего слоя второй по ходу движения материала зоны подогрева) в зависимости от применяемого вида добавок.
Спекание полидисперсного карбонатного магнезиального сырья с получением огнеупора по настоящему изобретению осуществляется следующим образом.
В первой зоне подогрева сырье подогревают в течение 0,5-25,0 мин до 350-550°С с выдержкой в течение 25,0-49,5 мин, затем во второй зоне в течение 0,5-28,0 мин подогревают до 920-940°С с выдержкой в течение 28,0-56,0 мин, далее в зоне спекания в течение 0,5-72,0 мин подогревают до 1150-1500°С и спекают сырье на огнеупор в течение 72,0-143,5 мин, затем в зоне охлаждения в течение 0,5-56,5 мин огнеупор охлаждают до 250-400°С с выдержкой в течение 56,5-112,5 мин. Время подогрева в 1-й и 2-й зонах подогрева, спекания и охлаждения в зонах спекания и охлаждения соответствует насыщению (асимптотическому приближению к 1) кривых 4-6 на фиг.2-4 и подтверждает выбранное в формуле изобретения.
Получение огнеупора - спекание сырья - имеет следующие отличия, базирующиеся на принципиальной разнице: в данном случае необходимо стремиться к снижению пористости и повышению плотности готового продукта, т.е. получению именно пережога и последующего спекания окиси магния, что достигается (по сравнению с процессом получения мягкообожженного пористого доломита) повышением температуры на всех стадиях обработки - нагрева и спекания. Спекание - результат роста и срастания кристаллов MgO. Базовой в процессе получения огнеупора является стадия спекания частиц в условиях кипящего слоя. Температуры спекания и предшествующие им температуры подогрева и последующего охлаждения определены экспериментально в опытно-промышленной печи кипящего слоя производительностью 55 т/сут и представлены на фиг.5. Очевидно, что для условий кипящего слоя достижение температуры более 1500°С приведет к необоснованным затратам тепла, а при величинах температуры спекания менее 1150°С интенсивность спекания или плотность готового продукта лавинообразно уменьшается. При температуре меньшей 1150°С уплотнения структуры огнеупора не происходит, при температуре большей 1500°С в условиях сформировавшейся структуры огнеупора не достигается ее стабилизация, кроме того, очевидно, происходит непродуктивное расходование тепла на поддержку нестабильной кристаллической структуры. Плотность огнеупора, растущая от 1,5 до более 3,0 кг/м3, при повышении температуры спекания от 1150 до 1500°С является достаточной по условиям дальнейших технологических переделов, связанных с производством и последующим применением огнеупорных изделий.
Получение огнеупора по настоящему изобретению предусматривает использование в качестве спекающих добавок окислов, карбонатов или силикатов железа, алюминия, хрома, марганца, титана, циркония или их смесей в соответствии с известным способом-прототипом, отличаясь температурными и временными условиями и способом их применения.
Получаемые частицы огнеупора могут быть применены непосредственно, например, для заправки мартеновских печей и как сырье для изготовления специальных огнеупорных изделий, а применение значительно расширит их свойства и сортамент. Следует специально отметить, что MgO·Al2O3, имеющий кубическую кристаллическую структуру, один из наиболее устойчивых к высокотемпературным напряжениям окислов с температурой плавления 2135±5°С, плотностью 3,59 кг/м3. (Казанцев Е.И. Промышленные печи. М., Металлургия, 1975. 367 с.). Выбор добавок осуществлен по данным известного способа-прототипа, экспериментальным данным и по масштабу применения в соответствии с сортаментом огнеупорных изделий, применяемых в черной металлургии и других отраслях промышленности. (Высокотемпературные эндотермические процессы в кипящем слое. Материалы конференции 15-19 ноября 1966 г. - М.: Металлургия, 1968. С.283-297). Следует особо отметить, что при реализации заявляемого способа спекания частиц карбонатного магнезиального сырья каждая частица в кипящем слое спекается автономно, т.к. кипящий слой препятствует образованию агломератов интенсивным перемещением частиц по всему объему кипящего слоя.
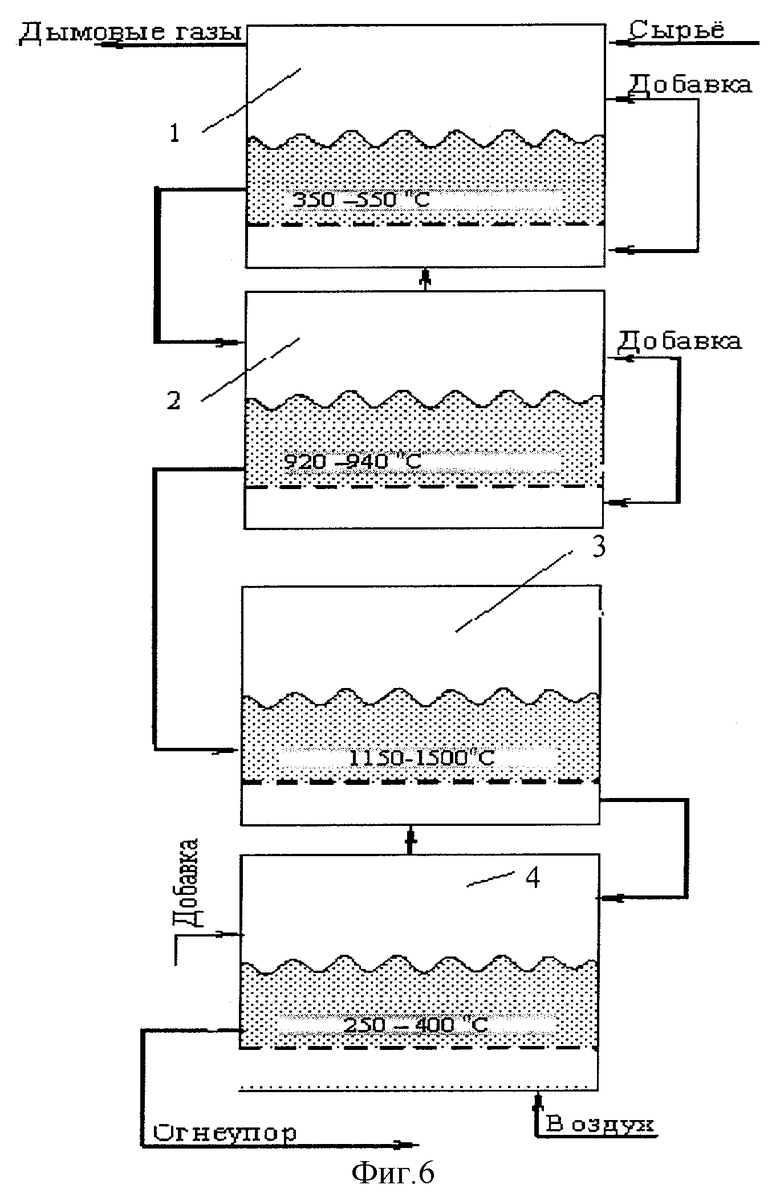
На фиг.6 представлена технологическая схема, реализующая предлагаемый способ спекания полидисперсного карбонатного магнезиального сырья. Схема содержит зону подогрева (1), зону подогрева (2), зону спекания огнеупора 3, зону охлаждения 4. Материальные потоки, движение воздуха, топлива и газов обозначены стрелками. Газораспределительные решетки зон подогрева 1, 2, зоны спекания 3 и зоны охлаждения 4 обозначены пунктирными линиями. Верхняя граница кипящих слоев в этих зонах обозначена волнистыми линиями. Соответственно подрешеточные пространства расположены под пунктирными, надслоевые - над волнистыми линиями.
Способ реализуется следующим образом. В первой зоне подогрева (1) сырье подогревают в течение 0,5-25,0 мин до 350-550°С с выдержкой в течение 25,0-49,5 мин, затем во второй зоне подогрева (2) в течение 0,5-28,0 мин подогревают до 920-940°С с выдержкой в течение 28,0-55,5 мин, далее в зоне спекания (3) в течение 0,5-72,0 мин сырье подогревают до 1150-1500°С и спекают на огнеупор в течение 72,0-143,5 мин, затем в зоне охлаждения (4) в течение 0,5-56,5 мин огнеупор охлаждают до 250-400°С с выдержкой в течение 56,5-112,5 мин.
Термообработка материала в предлагаемом способе спекания происходит в противотоке газа и материала. Воздух поступает в зону охлаждения 4, где, охлаждая огнеупор, подогревается, затем поступает на горение в зону обжига 3. Дымовые газы поступают в зону подогрева 2 и далее в зону подогрева 1 и выходят из печи. Минеральные добавки вводят в подрешеточное и/или в надслоевое пространство зоны подогрева 1 до 350-550 и/или зоны подогрева 2 до 920-940 и/или в надслоевое зоны охлаждения 4 до 250-400°С огнеупора.
Реализация способа спекания в соответствии с настоящим изобретением обеспечивает повышение технико-экономических показателей при производстве огнеупора, что представлено в таблице.
Температурные и временные интервалы реализации способа спекания в многозонной печи кипящего слоя, способ и место введения применяемых спекающих добавок, изотермическая выдержка в соответствии с данными таблицы обеспечивают средствами способа по настоящему изобретению по сравнению со способом по прототипу увеличение плотности огнеупора на 0,9-1,4 кг/м3, массовой доли оксидов (CaO+MgO) на 7,0-9,0%; уменьшение массовой доли примесей в огнеупоре на 0,3-0,7%, массовую долю П.М.П.П. в огнеупоре на 6-10%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА ПОЛИДИСПЕРСНОГО КАРБОНАТНОГО МАГНЕЗИАЛЬНОГО СЫРЬЯ | 2004 |
|
RU2266875C2 |
| Шихта и способ получения флюса и огнеупорного материала для сталеплавильного производства (варианты) с ее использованием | 2020 |
|
RU2749446C1 |
| СПОСОБ ОБЖИГА ВЫСОКОДИСПЕРСНЫХ КАРБОНАТСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2008 |
|
RU2369572C1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВОЙ КЕРАМИКИ С ПОНИЖЕННОЙ ТЕМПЕРАТУРОЙ ОБЖИГА | 2012 |
|
RU2513745C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЗИРОВАННОЙ КАЛЬЦИЕВОЙ ИЗВЕСТИ | 2004 |
|
RU2261282C1 |
| Состав сырьевой смеси для получения магнезиального вяжущего | 2021 |
|
RU2768338C1 |
| Многозонная печь кипящего слоя для обжига полидисперсного материала | 1990 |
|
SU1762095A1 |
| Способ получения проппанта и проппант | 2021 |
|
RU2784663C1 |
| УСТАНОВКА ДЛЯ ПОМОЛА И ОБЖИГА МИНЕРАЛЬНОГО СЫРЬЯ | 1993 |
|
RU2083937C1 |
Изобретение относится к технике производства металлургических флюсов и огнеупоров в кипящем слое и может быть использовано при производстве и внепечной обработке чугуна и стали, производстве и использовании огнеупорных масс и изделий из них. Технический результат: повышение качества огнеупора. Способ спекания полидисперсного карбонатного магнезиального сырья включает подогрев, спекание сырья на огнеупор и охлаждение его в зонах подогрева, спекания и охлаждения многозонной печи кипящего слоя. В первой зоне подогрева сырье подогревают в течение 0,5-25,0 мин до 350-550°С с выдержкой в течение 25,0-49,5 мин. Во второй зоне подогрева сырье подогревают в течение 0,5-28,0 мин до 920-940°С с выдержкой в течение 28,0-55,5 мин. В зоне спекания сырье подогревают до 1150-1500°С и спекают на огнеупор в течение 0,5-72,0 мин с выдержкой в течение 72,0-143,5 мин. В зоне охлаждения в течение 0,5-56,5 мин огнеупор охлаждают до 250-400°С с выдержкой в течение 56,5-112,5 мин. При этом в первую и/или вторую зоны подогрева и/или в зону охлаждения вводят спекающие бор-железо-хром-марганец-титан-цирконийсодержащие добавки или их смеси. 1 з.п. ф-лы, 1 табл., 6 ил.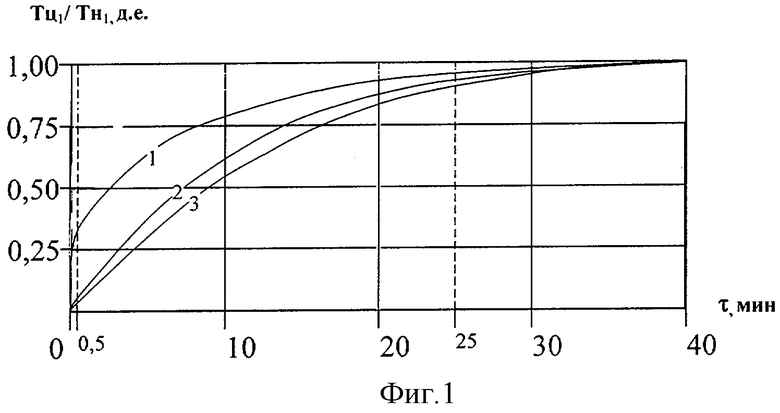
| Способ термической обработки имзельченных магнезиальных карбонатных пород | 1974 |
|
SU582223A1 |
| Способ получения конвертерной извести | 1988 |
|
SU1505902A1 |
| ЧЕТЫРЕХЗОННАЯ ИЗВЕСТКОВО-ОБЖИГОВАЯ ПЕЧЬ КИПЯЩЕГО СЛОЯ | 2001 |
|
RU2189552C1 |
| СПОСОБ ОБЖИГА КАРБОНАТНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020398C1 |
| Способ лечения глубоких кровоточащих язв двенадцатиперстной кишки | 1983 |
|
SU1128932A1 |
| Регулятор давления | 1983 |
|
SU1070522A1 |

