Изобретение относится к технике производства металлургической извести в кипящем слое и может быть использовано при производстве и внепечной обработке чугуна и стали.
Известен способ обжига полидисперсной извести методом кипящего слоя в противотоке газа и материала, включающий ступенчатую, в режиме противотока газа и материала, термообработку в четырех зонах с кипящим слоем - нагрева известняка до 350-500 и до 650-800, обжига его на известь при 920-1100, охлаждения извести от 920-1100 до 150-300°С (Патент РФ №2189552, МПК F 27 B 15/00, 2002. Бюл. №26).
Недостатком известного способа является повышенный унос пылевидных фракций извести, перерасход топлива в процессе обжига и низкие металлургические свойства извести, связанные с отсутствием у частиц извести специальной защитной металлизованной оболочки. Известно, что при обжиге извести происходят реакции окиси кальция и магния с примесями с образованием силикатов, алюминатов и ферритов кальция и магния и др. (Волженский А.В. и др. Минеральные вяжущие вещества. М.: Издательство литературы по строительству, 1973, с.82-104. Бойнтон Р.С. Химия и технология извести. М.: Издательство литературы по строительству, 1972, с.37-57). Известно также, что лимитирующим звеном в процессе растворения извести в жидком шлаке при обработке стали, а значит энергетическим порогом, является нейтрализация экранирующего влияния тугоплавкой (более 2130°С) пленки двухкальциевого силиката (2CaO·SiO2), образующейся при взаимодействии СаО с кислым шлаком. Эффективным способом нейтрализации экранирующего влияния пленки 2CaO·SiO2 является нанесение на поверхность частиц известняка и извести, окислов железа, связывающихся в легкоплавкие (1225-1250 и 1300-1685°С) одно- и двухкальциевые ферриты кальция (СаО·Fe2О3 и 2·СаО·Fe2O3), одновременно предохраняющие поверхностные слои частиц известняка и извести от быстрого нагрева и пережега, обеспечивающие высокую газопроницаемость поверхности частиц и беспрепятственное удаление газообразных продуктов диссоциации карбонатов кальция и магния. Одновременно повышается теплопроводность поверхностных слоев извести и облегчается доступ тепла вовнутрь частиц. При полидисперсном составе обжигаемого известняка поверхностный слой ферритов кальция также предохраняет от пережега мелкие частицы. Аналогичными свойствами, исходя из того, что окислы железа и глинозем химически эквивалентны, обладают для частиц извести и защитные пленки из алюминатов кальция, в основном 3СаО·Al2О3, а также из, так называемых, минералов - плавней - 5СаО·3Al2О3 и 4СаО·Al2О3·Fe2О3.
Известен способ применения шихтовых добавок в качестве минерализаторов, улучшающих активность и время гашения производимой извести (Авторское свидетельство СССР №1158522, МПК С 04 В 2/04. Опубл. 30.05.1985г. Бюл. №20).
Недостатком известного способа является применение специальных химических компонентов - монокальция фосфата, нитрата аммония и нитрата кальция и технологических операций - измельчения и смешивания, совмещенного со смачиванием 5-10% водным раствором указанных компонентов, и гранулирования шихты перед обжигом. Также требуется дополнительный расход тепла на испарение влаги в процессе обжига. Кроме того, при термическом разложении компонентов в процессе обжига шихты образуются экологически опасные соединения, переходящие в газообразные продукты обжига. При этом, достигаемая средствами известного способа обжига в интервале температур 1150-1300°С, активность извести, определенная, в соответствии с ГОСТ 22688-77, как минимальное время ее гашения, составляет 5-15 мин, что не соответствует требованиям металлургического производства.
Известен способ производства извести путем обжига и спекания во вращающейся печи в интервале температур 1180-1200°С механической смеси известняка (69,0-91,5%) с железосодержащим материалом - железорудными окатышами (6,0-16%) и борсодержащим материалом (2,5-15%), обеспечивающий снижение пылеуноса и налипания на футеровку обжигаемого материала за счет более низкой температуры плавления борсодержащего материала и более раннего связывания мелких частиц (Авторское свидетельство СССР №517573, МКИ С 04 В 1/02, Опубл. 15.06.1976 г., Бюл. №22). Данный способ выбран в качестве прототипа.
Недостатком известного способа является применение железорудных окатышей, являющихся кондиционной продукцией и сырьем для доменного передела, и дефицитного борсодержащего материала, снижающего металлургические свойства извести из-за последующего усвоения бора расплавом стали. Одновременно, ведение процесса обжига извести в интервале температур 1180-1200°С не позволяет получать известь со временем гашения менее 5 мин, а образовавшиеся спеки требуют последующего дробления и грохочения с выделением кондиционной по крупности фракции готовой продукции, например 5-20 мм для твердых шлаковых смесей для внепечной (ковшевой) обработки стали, что сопряжено с образованием мелких фракций и пыли до 16,4% от массы извести. В силу того, что железосодержащий и борсодержащий материалы предназначены для подавления пылеуноса, они сопоставимы по крупности с обрабатываемым материалом. С учетом разницы в плотности окатышей (˜5000 кг/м3) и известняка (˜2500 кг/м3) и среднего размера окатышей (10-20 мм), размер частиц добавки должен быть более 2-3 мм, чтобы исключить их унос вместе с пылью известняка и извести. Эффективное использование частиц такого размера не составляет проблемы в большинстве металлургических переделов. Проблемой современного металлургического производства является утилизация железосодержащих материалов класса 0-3 мм, представленных окалиной прокатного производства, пылью мартеновских и конвертерных газоочисток, шламами, хвостами флотаций и др. Средствами способа - прототипа эта проблема не решается.
Другим существенным недостатком известного способа является неравномерность обжига шихты в силу известной сегрегации (а не усреднения, предполагаемого известным способом) материалов по крупности и плотности во вращающейся печи, когда наиболее крупные и тяжелые куски выходят на поверхность сегмента пересыпающегося материала, а в его центре располагаются мелкие и легкие фракции (Монастырев А.В., Александров А.В. Печи для производства извести. Справочник. - М.: Металлургия, 1979. - 232 с.). В связи с этим, расположенный в центре сегмента материал прогревается только за счет тепла смежных слоев и его температура, а следовательно, и степень обжига всегда ниже, при этом, стремление увеличить температуру и степень обжига внутренних слоев известняка или шихты путем повышения температуры факела, приводит к пережегу поверхностных слоев извести и снижению ее активности - времени гашения до 5-15 мин. Кроме того, увеличение температуры обжига сопряжено с перерасходом топлива на процесс обжига извести. При осуществлении способа - прототипа расход топлива составляет более 150-165 при наличии запечных теплообменников и до 220-250 кг усл. топлива/т извести при их отсутствии.
В основе данного изобретения лежит решение задачи по разработке способа производства металлизированной кальциевой извести в печи кипящего слоя путем определения месторасположения рационального ввода добавок, содержащих оксиды железа, алюминия и кальция по высоте кипящего слоя зоны обжига, оптимизации условий обжига с учетом динамики изменения физико-химических свойств известняка в процессе его нагрева и диссоциации, за счет чего обеспечивается снижение пылеуноса, расхода топлива на процесс и повышение качества и металлургических свойств извести.
Поставленная задача достигается тем, что в соответствии со способом производства металлизированной кальциевой извести:
1. В зону обжига на расстоянии 0,12-0,35 высоты кипящего слоя от среза газораспределительной решетки вводят пылевидную добавку, включающую 17-83 мас.% оксидов железа или/и 7-33 мас.% оксида алюминия в количестве 0,05-0,35 выгружаемой массы извести.
2. Количество включений оксидов железа и алюминия в пылевидной добавке корректируется пылевидной добавкой, включающей 75-85 мас.% оксида кальция.
3. В качестве добавок, включающих оксиды железа, алюминия и кальция, используются естественные материалы, которые содержат обычные примеси или отходы промышленного производства, получаемые при плавке железо-алюмосодержащих материалов, обжиге извести, содержащие вышеупомянутые соединения металлов.
4. Диаметр частиц основной части добавки, включающей оксиды железа, составляет преимущественно 10-350, алюминия - 12-450, кальция - 17-700 мкм.
Техническим результатом от использования предлагаемого способа производства металлизированной кальциевой извести является организация технологически устойчивой схемы и выбор оптимальных (по температурным и аэродинамическим условиям) места подачи - над срезом решетки зоны обжига, концентрации, дозировки, гранулометрических характеристик добавок, содержащих оксиды железа, алюминия, с корректирующей добавкой кальцийсодержащей пыли, при реализации способа в многозонной печи кипящего слоя. Реализация способа обеспечивает снижение пылеуноса извести, расхода топлива на процесс и повышение качества и металлургических свойств извести.
Низкотемпературный мягкий обжиг извести в кипящем слое при 920-1100°С характеризуется высокой пористостью производимой извести (эффективный радиус пор 264 нм против 2900 нм, при общей пористости 52,3% против 23,3% твердообожженной извести) и высокой активностью (время гашения составляет до 90 с), определяемой ее мелкокристаллической структурой (размер кристаллов СаО составляет 1-З мкм) (Третьяков Е.В., Дидковский В.К. Шлаковый режим кислородно-конвертерной плавки - М.: Металлургия, 1972. - 144 с.). Формирование оболочки алюмо- или железофлюса на частицах извести происходит в результате пропитывания их компонентами, находящимися в предрасплавленном состоянии. Миграция компонентов происходит по порам извести. Это связано с благоприятными условиями диффузии в кристаллической решетке СаО ионов, составляющих окислы железа, вследствие малых их размеров (R2+ Fe=0,083; R3+ Fe=0,067 и R2- O=0,067 нм) и близкой формы кристаллических решеток Al2О3; FeO; γ·Fe2О3 и СаО, кристаллизующихся в кубической системе. Проникновение расплава по порам извести происходит под действием капиллярных сил, как бы всасывающих жидкую фазу вовнутрь пор. Поэтому высокая пористость и активность мягкообожженной извести кипящего слоя является решающим фактором степени эффективности предлагаемого способа, а выбранный температурный режим подогрева, обжига и охлаждения извести, исключающий образование твердообожженной плотной и малопористой оболочки на частицах извести, обеспечивает наиболее благоприятные условия для проникновения вводимых компонентов вглубь частиц. При этом глубина пропитки частиц извести оказывается эффективной в условиях ее последующего растворения в жидких расплавах шлака, начиная с 0,5-1,0 мм. Для проведения экспериментов по оценке параметров предлагаемого способа использовалась опытно-промышленная известковообжиговая печь кипящего слоя ОАО "Таганрогский металлургический завод" (ОАО "ТАГМЕТ"), представляющая четырехзонный реактор с диаметром (на верхнем срезе газораспределительных решеток) зон подогрева - 1,2 и 1,3, зоны обжига - 1,2, зоны охлаждения извести - 0,9 м, с циклонами и рукавным фильтром, отапливаемый природным газом.
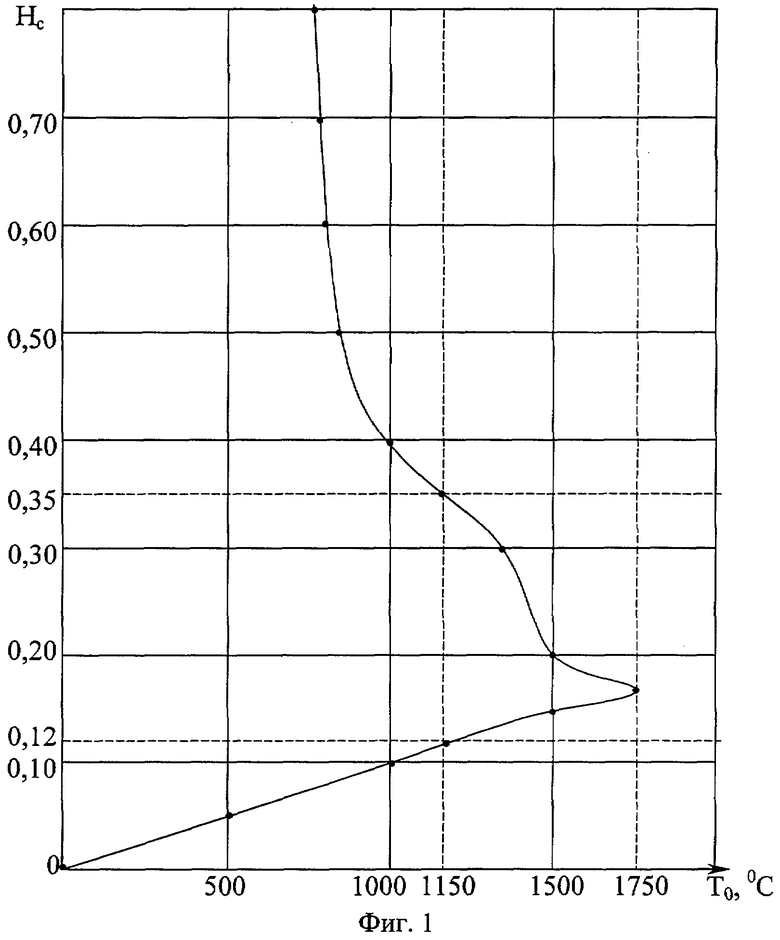
В высокотемпературном кипящем слое имеется узкая по высоте зона горения топлива, в которой имеются локальные очаги с температурой свыше 1500°С, при температуре частиц слоя 920-1100°С. Эти очаги являются местами наиболее интенсивного связывания частиц извести с возникающими эвтектиками пылевидной добавки. Размягченные или находящиеся в предрасплавленном состоянии частицы окислов железа и алюминия обладают при температурах 1500-1750°С максимальными адгезионными свойствами. Ниже 1500°С размягчения и расплавления поверхности частиц добавок не происходит и эффективность их проникновения в поры извести невелика, выше 1750°С, даже при кратковременном контакте частиц с газовым потоком, возникает вероятность полного расплава частиц и возникновения сваров. Место подачи пылевидной добавки в зону обжига устанавливалось перемещением термопары по высоте кипящего слоя. При этом определялось месторасположение зоны температур 1500-1750°С по высоте кипящего слоя зоны обжига. Интервал температур на расстоянии 0,12-0,35 высоты кипящего слоя от среза газораспределительной решетки выбран для подачи пылевидной добавки. Результаты определения этого интервала температур представлены на фиг.1 и подтверждают численное значение выбранного участка кипящего слоя зоны обжига.
Для определения оптимальной концентрации окислов железа и алюминия, в соответствии с данными таблиц 1-3, в опытно-промышленную известковообжиговую многозонную печь кипящего слоя вводили в качестве добавок железо или/и алюмосодержащую пыль с различным содержанием компонентов, с коррекцией дополнительной добавкой кальцийсодержащей пыли извести. Результаты экспериментов оценивались по свойствам получаемой извести (суммарной массовой доле оксидов кальция и магния (CaO+MgO), времени (τг) и температуры (Тг) гашения) и технико-экономическим параметрам процесса обжига. Результаты измерений представлены по отношению к характеристикам способа - прототипа, имеющего (CaO+MgO)n=90,75(89,50-92,00)%, (τг)п=72,5 (55-90)с, (Тг)п=74 (69-79)°С.
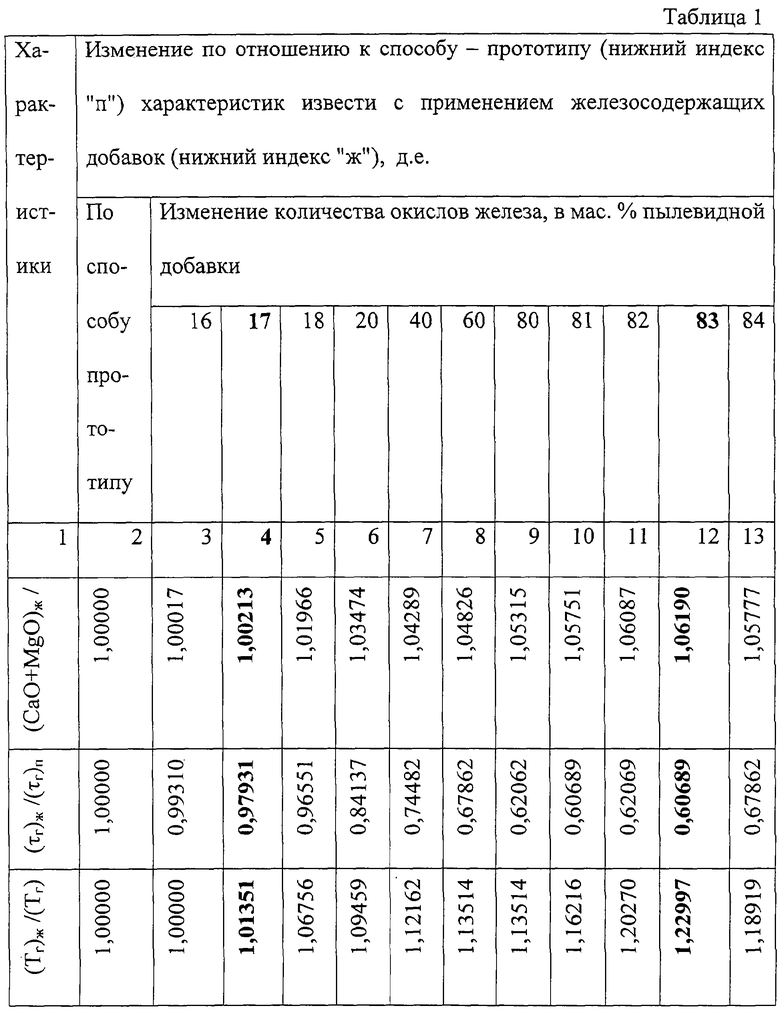
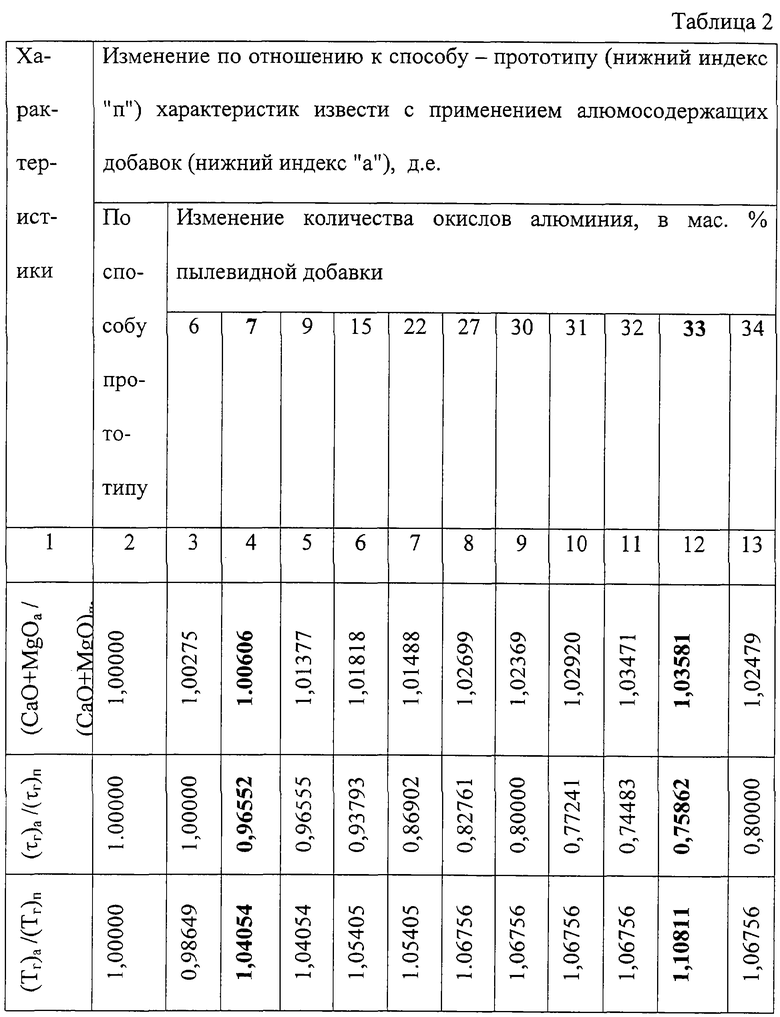
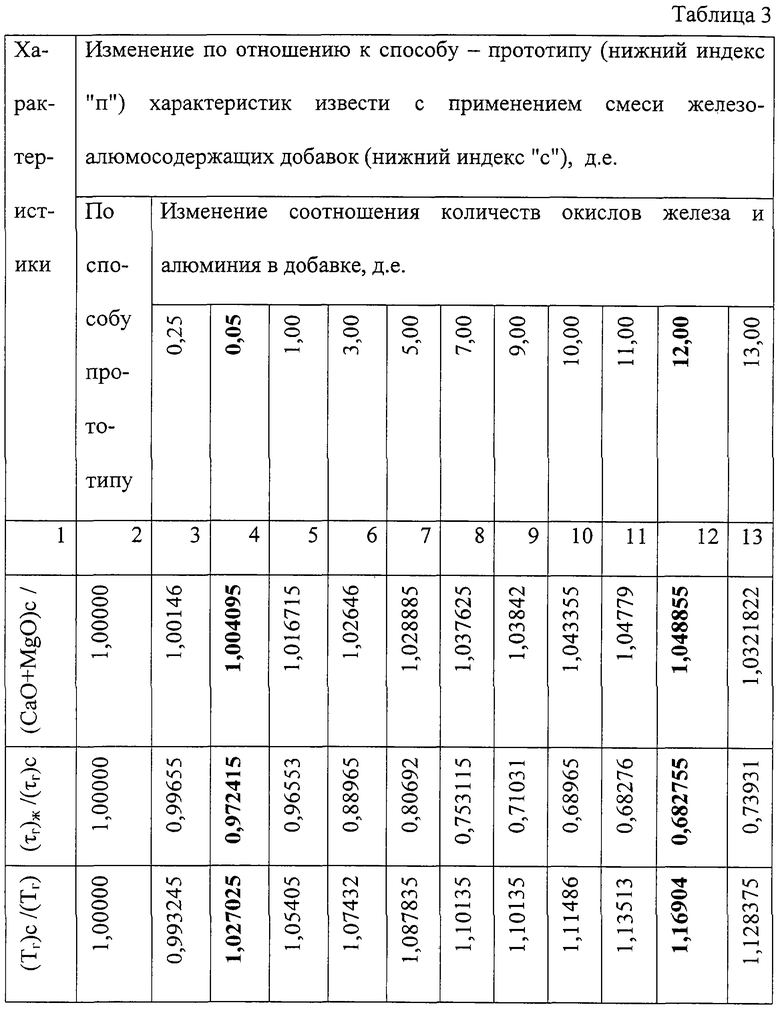
Исходя из показателей таблиц 1, 2 максимальное действие адгезионных сил и наибольший рост качественных характеристик извести имеет место при изменении концентрации в пылевидной добавке окислов железа в интервале 18-83 мас.% и окислов алюминия в интервале 7-33 мас.%, что подтверждает выбранные в соответствии с формулой изобретения интервалы изменения концентраций окислов железа и алюминия в пылевидной добавке в предлагаемом способе производства металлизованной кальциевой извести. При подаче добавки с содержанием окислов железа менее 18 и окислов алюминия менее 7% адгезионные свойства добавки ухудшаются, этого количества оказывается недостаточно для образования равномерной пленки оксидов на поверхности всей массы частиц, что ухудшает условия обжига частиц и их качество. Одновременно, количество балластных примесей, внедряемых на поверхность частиц извести вместе с добавкой, чрезмерно и также ухудшает показатели и металлургические свойства извести. При подаче окислов железа более 83 и окислов алюминия более 33% наблюдается преобладание аутогезионных сил, действующих между однородными частицами, что приводит к образованию очаговых скоплений окислов на поверхности частиц, пережегу и снижению качества частиц извести. При совместной подаче оксидов железа и алюминия (таблица 3) наибольший рост качественных характеристик извести происходит при изменении соотношения количеств оксидов железа и алюминия в добавке от 83/7≅12 (максимальное количество оксидов железа и минимальное количество оксидов алюминия) до 18/33≅0,5 (минимальное количество оксидов железа и максимальное количество оксидов алюминия), т.е. соответствует интервалу, выбранному для раздельной подачи оксидов железа и алюминия.
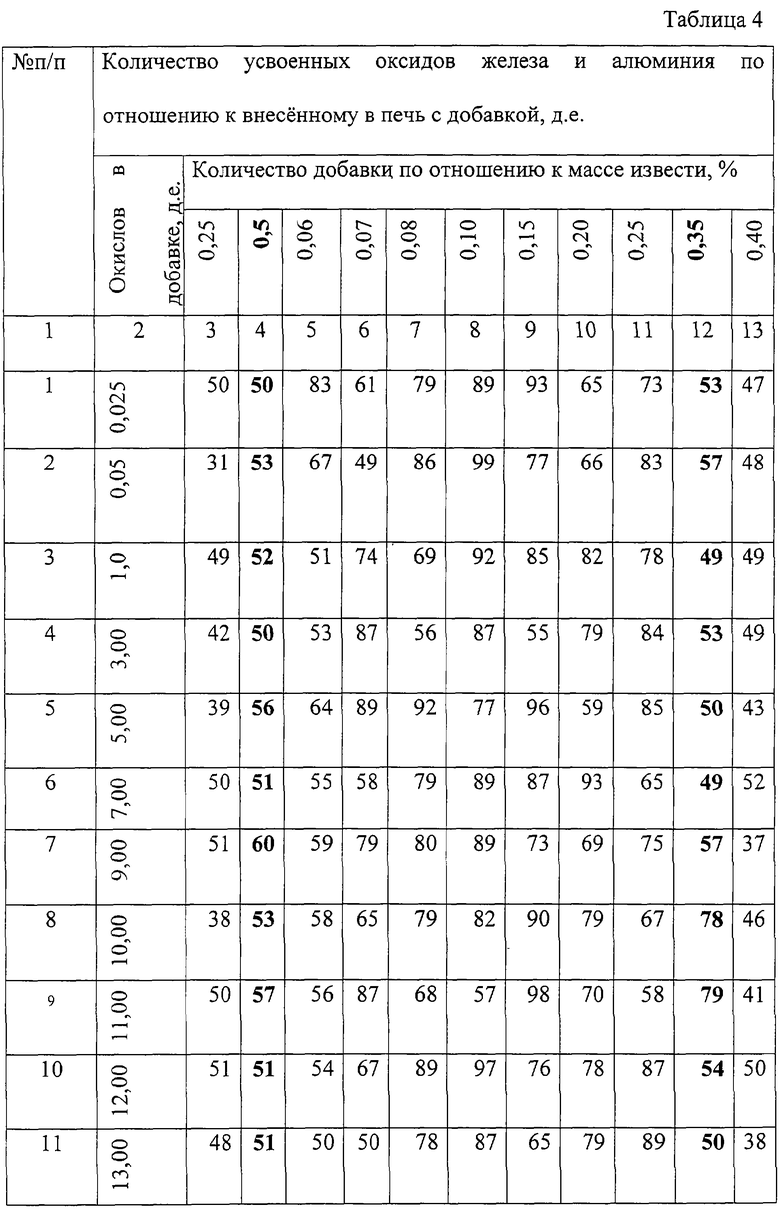
Для определения количества добавки по отношению к количеству выгружаемой из зоны обжига (или поступающей в зону охлаждения), по аналогии с определением концентрации окислов железа и алюминия в добавке, в опытно-промышленную известковообжиговую печь кипящего слоя присаживали различные количества добавки с соотношением количеств окислов железа и алюминия в интервале 0,5-12,0. При этом оценивалось количество усвоенных частицами извести оксидов железа и алюминия по отношению к общему количеству присадки этих окислов, внесенному в печь с добавкой. Эффективной степенью усвоения считалось усвоение более 50% добавок. Исходя из данных таблицы 4, наибольшее усвоение добавки известью происходит в интервале подачи добавки в количестве от 5,0 до 35,0%. При подаче добавки в количестве менее 5,0% от массы извести, выгружаемой из зоны обжига, средняя степень усвоения составляет 45,4%, при подаче добавки в количестве более 35,0% от массы извести, выгружаемой из зоны обжига, средняя степень усвоения составляет 45,5% (см.табл.4).
Эта степень усвоения не удовлетворяет условиям изобретения. В таблице 5 представлены результаты измерений диаметров и скоростей витания частиц добавки, включающей оксид железа (пыль №1), алюминия (пыль №2), кальция (пыль №3). Исходя из дисперсного состава пыли (пыль №1), газоочистных сооружений основных производителей железосодержащей пыли - мартеновских печей и кислородных конвертеров установлено, что диаметр частиц изменяется от 0,1 до 350 мкм (при этом в большинстве случаев основная масса частиц этой пыли имеет диаметр до 1 мкм), плотность - 5000 кг/м3 (Адоньев С.М., Филипьев О.В. Пылегазовые выбросы предприятий черной металлургии. М.: Металлургия, 1979, с.41-106). Плотность наиболее пригодной и массовой алюмосодержащей пылевидной добавки - бокситового шлама (пыль №2) - 3400 кг/м3, а диаметр частиц - 5-500 мкм (Бойко Г.П., Брагинский В.И. Строительные материалы и конструкции, 1979, №4, с.23. Бойко Г.П., Круглицкий Н.Н. Структурно - акустический резонанс в химии и химической технологии. К.: Наукова думка, 1979, 256 с.). С другой стороны, для равномерного распределения частиц добавки по сечению кипящего слоя зоны обжига необходимо, чтобы скорость их витания соответствовала скоростям восходящего газового потока. Диаметр частиц пылевидной извести (пыль №3), уносимой при обжиге в кипящем слое, составляет 0,30-700 мкм. Плотность пыли извести - 1850 кг/м3.
Скорости витания (Vв) частиц различного диаметра пыли получены по результатам дисперсного анализа проб при обжиге извести в опытно-промышленной печи кипящего слоя при различных газодинамических режимах. Соответствующая измеренным диаметрам частиц скорость витания соотнесена с контрольной зависимостью Розенбаума-Тодеса: Vв=Re·v/d (Re=Ar/18+061 Ar0,5; Ar=g·d3·(рт-рв)/v2·рв), где v - кинематическая вязкость воздуха (при температуре 150°С равняется 20·10-6), м2/с; d - диаметр пылевидных частиц, м; g - ускорение силы тяжести, м/с2; рт - плотность пылевидных частиц, кг/м3; рв - плотность воздуха - 1,29 кг/м3 (Аэров М.Э., Тодес О.М. Гидравлические и тепловые основы работы аппаратов со стационарным и кипящим слоем. Л.: Химия, 1968, с.172). Результаты измерений скоростей витания различных по диаметрам частиц пыли №№1-3 представлены в таблице 5.
Из сопоставления скоростей газового потока по зонам печи и скоростей витания, соответствующих диаметрам уловленных частиц (таблица 5), следует, что в диапазоне уноса из кипящего слоя зоны обжига (Vв меньше или равна 4 м/с и больше или равна 0,01 м/с) находятся частицы пыли №1 диаметром 0,10-350 мкм, частицы пыли №2 диаметром 0,12-450 мкм и частицы пыли №3 диаметром 0,17-700 мкм. В указанных диапазонах изменения диаметров частиц, по результатам дисперсного анализа, сосредоточено, соответственно, 97,3-98,2; 96,1-99.2 и 98,3-98,7 мас.% пыли №1, 2 и №3, что подтверждает выбранный в формуле изобретения диапазон изменения диаметра частиц пыли №№1-3. При применении частиц пыли №№1-3 с диаметрами ниже нижнего предела скорость их витания не обеспечивает необходимого времени контакта для внедрения их на поверхность частиц и они уносятся в газоочистку. При применении частиц пыли №№1-3 с диаметрами выше верхнего предела скорости их витания слишком велики, и частицы не перемещаются по кипящему слою зоны обжига печи, а оседают в нем и накапливаются до критического уровня с аварийной остановкой процесса или выгружаются без связывания с частицами извести, что снижает качество извести и требует дополнительного отсева крупных частиц пылевидной добавки из извести.
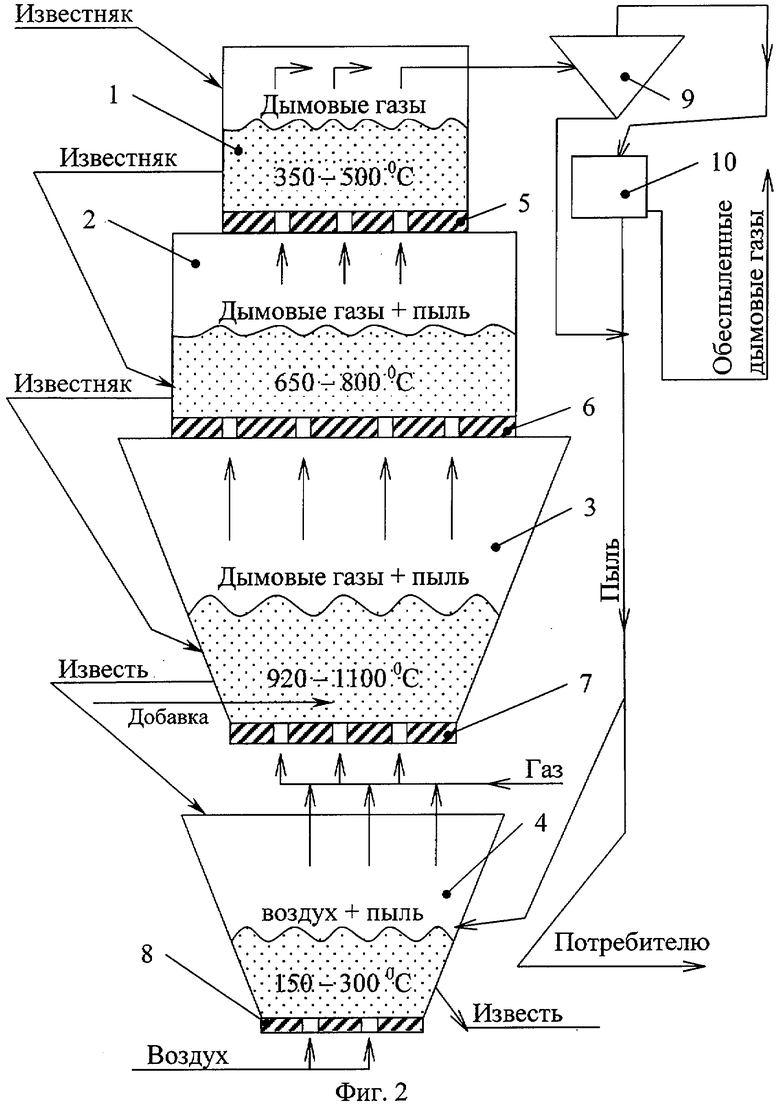
На фиг.2 представлена схема печи кипящего слоя, иллюстрирующая предлагаемый способ производства металлизированной извести.
Технологическая схема печи кипящего слоя включает зоны подогрева известняка 1, 2, зону обжига извести 3 и зону охлаждения извести 4, с газораспределительными решетками, соответственно, 5, 6, 7 и 8, циклон 9 и рукавный фильтр 10.
Предлагаемый способ осуществляется следующим образом. Известняк поступает в зоны подогрева 1, 2, зону обжига 3, зону охлаждения 4, где последовательно подогревается до 350-500, 650-800°С, обжигается на известь при 920-1100°С, охлаждается от 920-1100 до 150-300°С и выгружается в виде кусковой извести. Воздух подается в зону охлаждения извести, где нагревается и, совместно с образовавшейся в процессе охлаждения пылевидной известью, поступает на горение газа в зону обжига. Дымовые газы, совместно с CO2 от диссоциации известняка и горения топлива, из зоны обжига 3 поступают в зоны подогрева 1, 2, где отдают свое тепло известняку, охлаждаются и совместно с пылью поступают в циклон 9 и рукавный фильтр 10. Известь начинает реагировать с окислами железа при температуре от 871°С, с окислами алюминия при температуре от 649°С (Бойнтон Р.С. Химия и технология извести. М.: Издательство литературы по строительству, 1972, с.37-57). Возможности для связывания окислов железа и алюминия с СаО по температурным условиям имеются во всех зонах печи, за исключением зоны подогрева 1, где эти реакции маловероятны. Глубина проникновения боковой струи с пылевидной добавкой в плотный слой не превышает 150-200 мм. Поэтому организуется подача пылевидной добавки в кипящий слой зоны обжига на расстоянии 0,12-0,35 высоты кипящего слоя от среза газораспределительной решетки, где, с одной стороны, уже имеются условия для реакций СаО с FeO, Fe2О3 и Al2О3, а, с другой, - такая подача обеспечивает распределенную донную подачу добавки в зону обжига, где эти реакции протекают наиболее интенсивно. Одновременно ниже 0,12 высоты кипящего слоя от среза газораспределительной решетки между ее отверстиями размещаются плотные застойные зоны материала и подача в них добавки малоэффективна из-за возможности сварообразования. Т.о., пылевидная добавка, с диаметром частиц 0,10-350 мкм, включающая 17-83 мас.% оксидов железа и 7-33 мас.% диаметром частиц 0,12-450 мкм оксида алюминия, вводится в зону обжига извести 3 в количестве 0,5-0,35 и корректируется дополнительной добавкой пылевидной извести с диаметром частиц 0,17-700 мкм, где реагирует с известью в зоне высоких (920-1100°С) температур (локально, в местах расположения подовых горелок до 1500 1750°С). Не усвоившаяся в кипящем слое зоны обжига 3 часть добавки, через отверстия решетки 6 зоны подогрева 2, поступает в ее кипящий слой и реагирует с известняком и мелкими частицами извести, образующимися в имеющихся температурных условиях. Оставшаяся после связывания в зонах 2 и обжига 3 добавка, в смеси с пылевидной известью проходит через отверстия решетки 5 зоны подогрева 1, вступает в контакт с частицами известняка кипящего слоя зоны подогрева 1. Пылевидные окислы железа и алюминия, попадая на куски известняка и извести, образуют на поверхности кусков пленку из легкоплавких ферритов и алюминатов кальция, которые при налипании способствуют дальнейшему накоплению пылевидных окислов (в том числе и СаО) и увеличению их тощины на обжигаемых кусках. Образование слоя окислов на поверхности кусков предохраняет их от пережега и обеспечивает высокую газопроницаемость поверхности и беспрепятственное удаление продуктов диссоциации известняка, что способствует увеличению степени обжига получаемой металлургической извести и массовой доли (CaO+MgO)общ. с 89,50-92,00 до 92,00-96,37%, температуры гашения с 69-79 до 70-91°С и уменьшению времени гашения с 55-90 до 45-70 с.
Не прореагировавшая в печи пылевидная добавка - направляется в циклон 9, рукавный фильтр 10. Уловленная в газоочистке известково-алюмо - железосодержащая пылевидная смесь возвращается в составе корректирующей кальцийсодержащей добавки, в зону обжига 3, что позволяет снизить общий унос пыли извести с 0,164 до 0,127 от массы выгружаемой кусковой извести, либо передается потребителю, например, для производства кальций - алюмо - железосодержащих брикетов, вдувания в расплавы и др. Важно отметить, что температура футеровки в печах с кипящим слоем на 100-150°С ниже, чем температура реакционной зоны - кипящего слоя, в связи с чем вероятность налипания пылевидной добавки на футеровку печи менее значима и, в первую очередь, происходит связывание добавки с материалом кипящего слоя. При интенсивном развитии обоих процессов, один из них - налипание на футеровку, устраняется снижением температуры рабочего пространства, регулируемой в кипящем слое с точностью ±10°С. Т.о., предлагаемое изобретение применительно к условиям ОАО "Тагмет" позволит обеспечить технике - экономические показатели, представленные в таблице 6.
Применение металлизированной кальциевой извести по предлагаемому изобретению, например, в конвертерном процессе за счет сокращения времени наведения основного шлака увеличивает выход годного, повышает стойкость футеровки и др. При этом сокращается время растворения извести за счет наличия легко растворимого поверхностного слоя окислов железа и алюминия, а, значит, и время плавки стали. Такие же процессы характерны и, например, для электросталеплавильного производства. Реализация способа позволяет утилизировать экологически опасную железо-алюмокальцийсодержащую пыль металлургического и других производств.
Применение способа производства металлизированной кальциевой извести позволит по сравнению с прототипом сократить выход пылевидной извести на 0,037 д,е., увеличить массовую долю (CaO+MgO) в металлизованной извести на 2,5-6,87%, сократить время гашения на 230-855 с, повысить температуру гашения на 1-12°С, уменьшить расход топлива на 5-30 кг усл. топлива/т металлизированной извести.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА ПОЛИДИСПЕРСНОГО КАРБОНАТНОГО МАГНЕЗИАЛЬНОГО СЫРЬЯ | 2004 |
|
RU2266875C2 |
| Способ производства извести | 1985 |
|
SU1239109A1 |
| СПОСОБ СПЕКАНИЯ ПОЛИДИСПЕРСНОГО КАРБОНАТНОГО МАГНЕЗИАЛЬНОГО СЫРЬЯ | 2005 |
|
RU2309919C2 |
| Способ производства извести в шахтной печи | 1987 |
|
SU1411312A1 |
| Способ производства железорудных окатышей | 1989 |
|
SU1677073A1 |
| ИЗВЕСТЬ КОМОВАЯ ТЕХНОЛОГИЧЕСКАЯ | 2000 |
|
RU2155724C1 |
| Способ получения тонкодисперсной извести | 1987 |
|
SU1493631A1 |
| Способ получения извести | 1989 |
|
SU1655931A1 |
| СПОСОБ УТИЛИЗАЦИИ ПЫЛИ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ | 2010 |
|
RU2484153C2 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНАЯ ПОДИНА ЗОНЫ ОБЖИГА МНОГОЗОННОЙ ПЕЧИ КИПЯЩЕГО СЛОЯ ДЛЯ ОБЖИГА ИЗВЕСТНЯКА | 2003 |
|
RU2252382C1 |
Изобретение относится к производству металлургической извести в кипящем слое. Способ включает подогрев и обжиг известняка, охлаждение извести в зонах подогрева, обжига и охлаждения многозонной печи кипящего слоя. В зону обжига на расстоянии 0,12-0,35 высоты кипящего слоя от среза газораспределительной решетки вводят пылевидную добавку, включающую 17-83 мас.% оксидов железа или/и 7-33 мас.% оксида алюминия в количестве 0,05-0,35 выгружаемой массы извести. Количество включений оксидов железа и алюминия в пылевидной добавке корректируют пылевидной добавкой, включающей 75-85 мас.% оксида кальция. В качестве добавок, включающих оксиды железа, алюминия и кальция, используются естественные материалы, которые содержат обычные примеси или отходы промышленного производства, получаемые при плавке железо- алюмосодержащих материалов, обжиге извести, содержащие вышеупомянутые соединения металлов. Диаметр частиц основной части добавки, включающей оксиды железа, составляет преимущественно 10-350, алюминия - 12-450, кальция - 17-700 мкм. Изобретение позволит обеспечить снижение пылеуноса, расхода топлива на процесс и повышение качества и металлургических свойств извести. 3 з.п. ф-лы, 2 ил., 6 табл.
| ЧЕТЫРЕХЗОННАЯ ИЗВЕСТКОВО-ОБЖИГОВАЯ ПЕЧЬ КИПЯЩЕГО СЛОЯ | 2001 |
|
RU2189552C1 |
| Способ получения конвертерной извести | 1988 |
|
SU1505902A1 |
| Способ регулирования обжига извести в печи с кипящим слоем | 1987 |
|
SU1629722A1 |
| ТРЕХОСНОЕ КРАНОВОЕ ШАССИ | 2018 |
|
RU2684840C1 |
| СЕРДЕЧНИК ПУЛИ ТВЕРДОСПЛАВНЫЙ | 2004 |
|
RU2247307C1 |

