Способ относится к области абразивной обработки и может использоваться, в частности, для разрезания слитков на пластины в электронной промышленности.
Наиболее близким способом того же назначения к заявленному способу по совокупности признаков является способ резки пластин кругами с внутренней режущей кромкой - кругами АКВР (В.П.Запорожский, Б.А.Лапшинов. Обработка полупроводниковых материалов. - М.: Высшая школа, 1988, с.38-41, 47-48), согласно которому круг АКВР натягивают на корпусе, приводят его во вращение, внутрь режущей кромки вводят слиток и, перемещая последний на режущую кромку отрезного круга, производят отрезание пластины с подачей перед и после зоны резания смазочно-охлаждающих технологических средств (СОТС).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относят то, что в процессе работы из-за циклической усталости корпус отрезного круга вытягивается, в результате чего его осевая жесткость уменьшается, режущая кромка круга уходит от плоскости резания и возрастает уровень вибраций, что приводит к снижению качества отрезанных пластин. Кроме того, для восстановления жесткости круга процесс резания приходится периодически прерывать и подтягивать отрезной круг, в результате чего производительность обработки снижается.
Сущность изобретения заключается в следующем. Наблюдающаяся в последнее время тенденция к уменьшению размеров элементов топологии, формируемых на кремниевых пластинах, приводит к ужесточению требований, предъявляемых к пластинам, полученным на операции разрезания. Одним из путей повышения качества отрезанных пластин является увеличение осевой жесткости отрезного крута в процессе резания.
Технический результат - улучшение качества отрезанных пластин.
Указанный технический результат при осуществлении способа достигается тем, что предлагаемый, как и известный, способ резки пластин кругами с внутренней режущей кромкой включает закрепление и натяжение круга АКВР на корпусе; вращение корпуса вокруг своей оси; введение слитка в отверстие отрезного круга на расстояние, равное сумме заданной толщины пластины и ширины пропила; прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины; подтягивание круга, подачу перед зоной резания СОТС для охлаждения режущей кромки круга и после зоны резания - для очистки режущей кромки от продуктов обработки и отвод слитка в исходное положение.
Особенность заключается в том, что подтягивание круга осуществляют в процессе разрезания уменьшением размеров круга в радиальном направлении посредством равномерной обдувки газом с отрицательной температурой кромки круга по периметру вне зоны резания.
Равномерное обдувание газом с отрицательной температурой кромки отрезного круга по его периметру вне зоны резания позволит уменьшить линейные размеры круга в радиальном направлении, а следовательно, дополнительно подтянуть его и, тем самым, увеличить осевую жесткость. В результате этого уменьшается увод режущей кромки круга от плоскости резания и снижается уровень вибраций, что приводит к повышению качества отрезанных пластин. Кроме того, совмещение подтягивания круга с процессом разрезания приводит к увеличению производительности обработки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существующим признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками способа резки пластин кругами с внешней режущей кромкой. Результаты поиска показали, что заявляемое изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи, либо изменении их вида.
Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
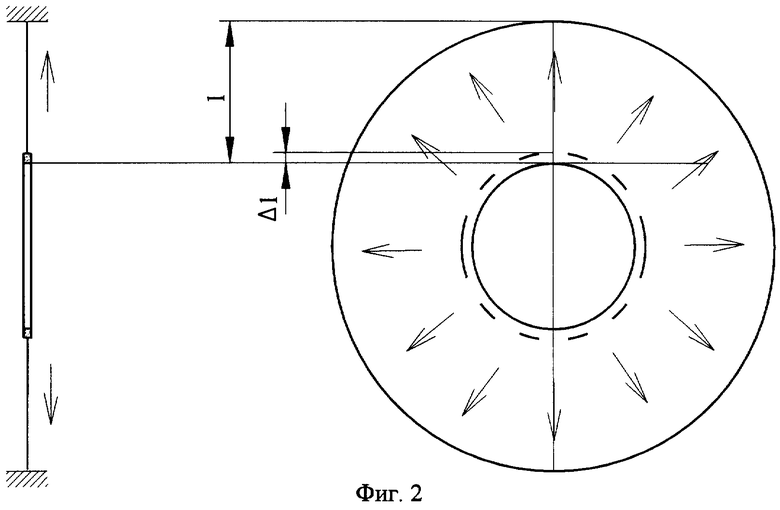
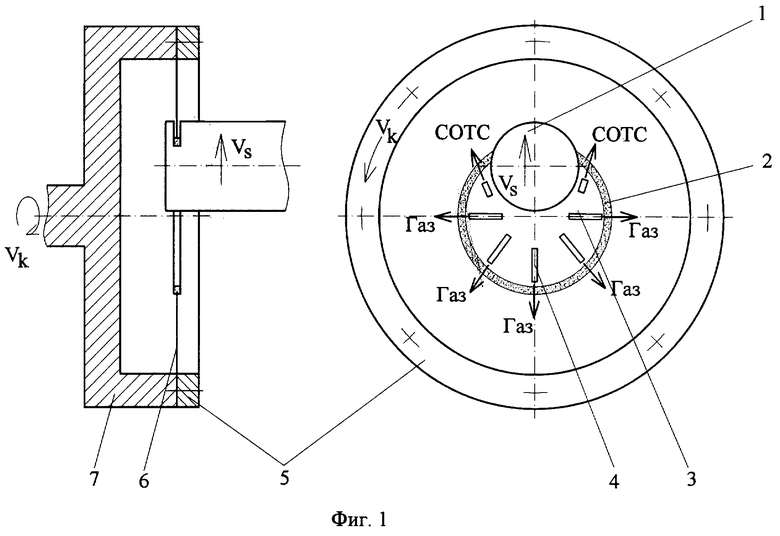
На чертежах представлено: на фиг.1 изображена схема реализации заявленного способа; на фиг.2 - изменение размеров отрезного круга при подаче на его плоскость газа с отрицательной температурой.
На шпинделе станка установлен корпус 7, на который натянут отрезной круг 6. Сопла 3 для подачи СОТС установлены до и после зоны резания, сопла 4 для подачи газа с отрицательной температурой - равномерно по периметру режущей кромки отрезного круга, вне зоны резания. Холодильная установка для охлаждения газа условно не показана.
Предлагаемый способ резки слитка кругами с внутренней режущей кромкой был экспериментально реализован авторами следующим образом.
Эксперименты проводили на станке “Алмаз - 6М”, разрезая монокристаллический кремний диаметром 76 мм марки ЭКЭС-0,01-11бк1 ГОСТ 19658-81 на пластины толщиной 0,51 мм. Слитки разрезали кругом АКВР АС6 50/40 422× 152× 0,32 мм.
Отрезной круг АКВР 6 закрепляли при помощи зажимного кольца 5 и натягивали гидравлическим механизмом натяжения. Далее включали привод вращения корпуса, разгоняя его до окружной скорости отрезного крута Vk=18 м/с, и вводили полупроводниковый слиток 1 в отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила (для монокристаллического кремния диаметром 76 мм ЭКЭС-0,01, разрезаемого отрезным кругом с габаритами 422× 52× 0,32 мм, толщина пластины составляет 0,51 мм; следовательно, расстояние равно 0,32+0,51=0,83 мм). Затем осуществляли подачу слитка на режущую кромку круга АКВР со скоростью Vs=20 мм/мин до отрезания целой пластины. В течение всего цикла отрезания пластины до и после зоны резания на режущую кромку 2 подавали для ее очистки и охлаждения СОТС через сопло 3. Газ с отрицательной температурой (например, сжатый воздух, предварительно пропущенный через холодильную установку) подавали равномерно на режущую кромку через сопла 4.
В процессе разрезания слитка газ с отрицательной температурой равномерно обдувает корпус отрезного круга, в результате чего равномерно уменьшаются его размеры в радиальном направлении (см. фиг.2). Эти изменения размеров в зависимости от температуры газа могут достигать следующих величин. Для круга АКВР (422× 152× 0,32) величина 1 при комнатной температуре составляет (422-152)/2 =135, при охлаждении круга до -10° С величина 1 уменьшится на Δ 1=α · 1· Δ Т (где α - коэффициент теплового расширения, для стали α =12· 10-6 °С-1), Δ 1=0,049 мм. Соответственно, при охлаждении круга до -30° С, Δ 1=0,081 мм; до -50° С, Δ 1=0,113 мм. В результате уменьшения линейных размеров круга в радиальном направлении, он дополнительно подтягивается и тем самым увеличивается его осевая жесткость. Как следствие уменьшился увод режущей кромки круга от плоскости резания и снизился уровень вибраций, что привело к повышению качества отрезанных пластин.
После отрезания пластины слиток 1 отводили в исходное положение. Затем цикл резки повторяли.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого следующей совокупности условий:
- способ резки пластин кругами с внутренней режущей кромкой, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в электронной промышленности в технологических процессах разрезания слитков на пластины;
- для способа резки пластин кругами с внутренней режущей кромкой в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ резки пластин кругами с внутренней режущей кромкой, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ АЛМАЗНЫМ ОТРЕЗНЫМ КРУГОМ С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1995 |
|
RU2109631C1 |
| Способ резки заготовок на пластины | 2002 |
|
RU2220845C1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ | 1996 |
|
RU2108225C1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| СПОСОБ РЕЗКИ ПЛАСТИН ДИСКАМИ С ВНЕШНЕЙ РЕЖУЩЕЙ КРОМКОЙ | 2002 |
|
RU2211142C1 |
| Способ поперечной резки полупроводниковых материалов на пластины | 1990 |
|
SU1729764A1 |
| Абразивный отрезной круг | 1990 |
|
SU1763162A1 |
| Устройство для резки твердых и хрупких материалов | 1990 |
|
SU1763205A1 |
| СПОСОБ РЕЗКИ ЗАГОТОВОК НА ПЛАСТИНЫ | 1996 |
|
RU2118594C1 |
| Способ алмазной резки твердых и хрупких материалов | 1988 |
|
SU1699781A1 |
Изобретение относится к абразивной обработке, в частности, для разрезания слитков на пластины. Способ включает закрепление и натяжение круга на корпусе, вращение корпуса вокруг своей оси, введение слитка в отверстие круга на расстояние, равное сумме заданной толщины пластины и ширины пропила, прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины, подтягивание круга, подачу смазочно-охлаждающих технологических средств перед зоной резания для охлаждения режущей кромки круга и после зоны резания - для очистки режущей кромки от продуктов обработки и отвод слитка в исходное положение. Подтягивание круга осуществляют в процессе разрезания уменьшением размеров круга в радиальном направлении посредством равномерной обдувки газом с отрицательной температурой кромки круга по периметру вне зоны резания. Улучшается качество отрезанных пластин за счет снижения уровня вибрации. 2 ил.
Способ резки слитков на пластины кругами с внутренней режущей кромкой, включающий закрепление и натяжение круга на корпусе, вращение корпуса вокруг своей оси, введение слитка в отверстие круга на расстояние, равное сумме заданной толщины пластины и ширины пропила, прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины, подтягивание круга, подачу смазочно-охлаждающих технологических средств перед зоной резания для охлаждения режущей кромки круга и после зоны резания - для очистки режущей кромки от продуктов обработки и отвод слитка в исходное положение, отличающийся тем, что подтягивание круга осуществляют в процессе разрезания уменьшением размеров круга в радиальном направлении посредством равномерной обдувки газом с отрицательной температурой кромки круга по периметру вне зоны резания.
| ЗАПОРОЖСКИЙ В.П | |||
| и др | |||
| Обработка полупроводниковых материалов | |||
| – М.: Высшая школа, 1988, с.38-41 | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| ГИДРАВЛИЧЕСКИЙ МЕХАНИЗМ ДЛЯ НАТЯЖЕНИЯ АЛМАЗНОГО ОТРЕЗНОГО КРУГА С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1992 |
|
RU2076044C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И НАТЯЖЕНИЯ ДИСКА С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1972 |
|
SU426841A1 |

