Изобретение относится к обработке металлов, в частности, может быть использовано для изготовления профильной спирали в процессе изготовления тангенциальных расширителей поршневых колец для двигателей внутреннего сгорания.
Известно устройство для изготовления профиля из змеевидной пружины, которое может быть использовано в качестве аналога для реализации предлагаемого устройства, содержащее основание, кассету для размещения заготовки, установленную на размотчике, штамп гибки, штамп калибровки с калибровочными губками, навивочную головку с оправкой (Журнал "Кузнечно-штамповочное производство", N 10, 1983, Машиностроение, стр. 14-15, рис. 4).
Предлагаемое изобретение позволяет устранить недостатки аналога.
Задачей изобретения является повышение качества и стабильности геометрических параметров и пружинных свойств изделия.
На чертеже представлено предлагаемое устройство.
На фиг. 1 изображен общий вид предлагаемого устройства.
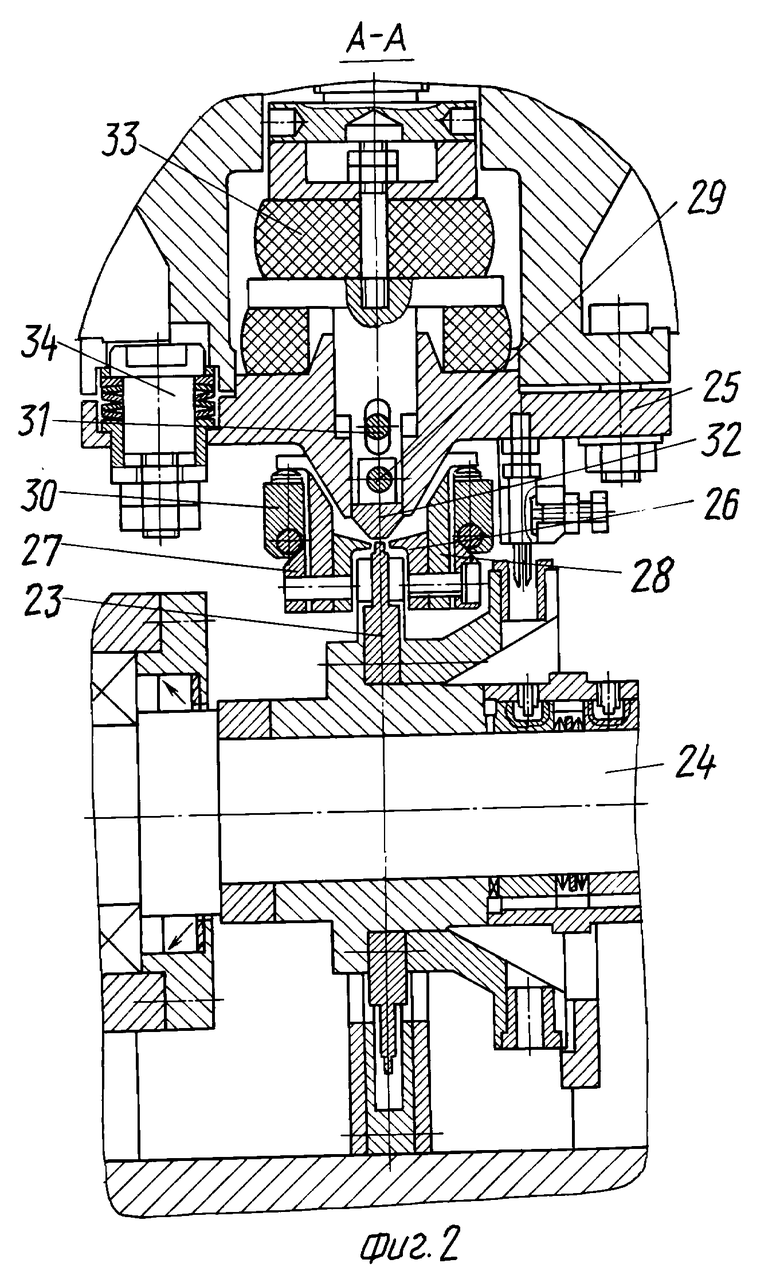
На фиг. 2 - штамп калибровки профиля, сечение по А-А на фиг. 1.
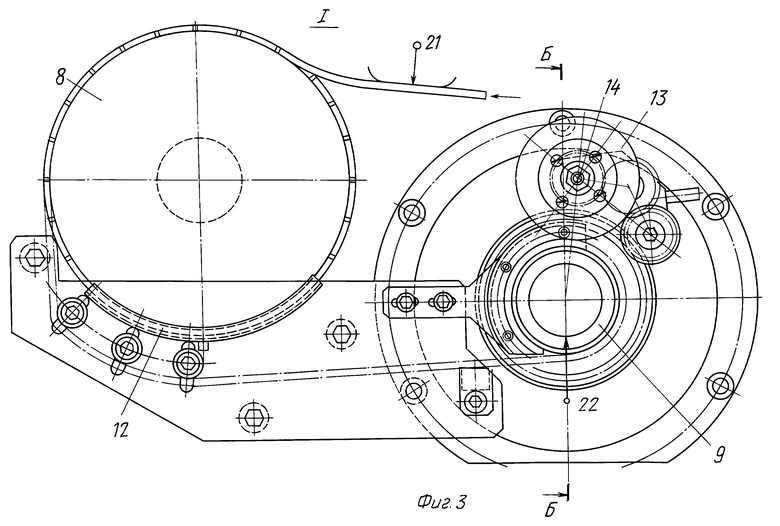
На фиг. 3 - навивочная головка с оправкой и подающей звездочкой, место I на фиг 1.
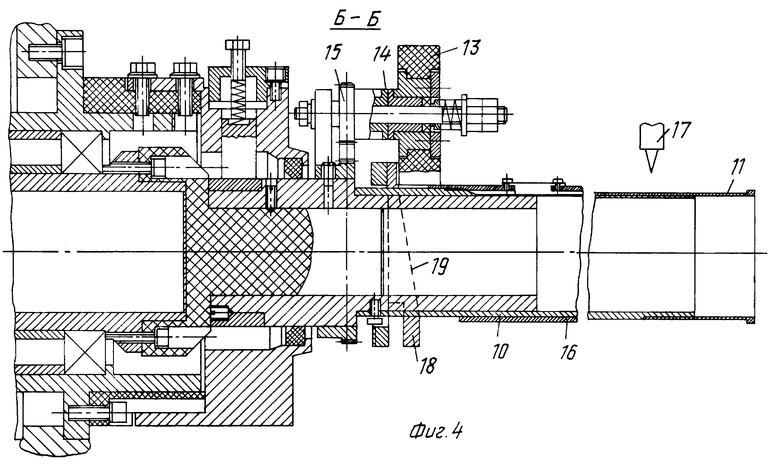
На фиг.4 - сечение по оси оправки, сечение Б-Б на фиг. 3.
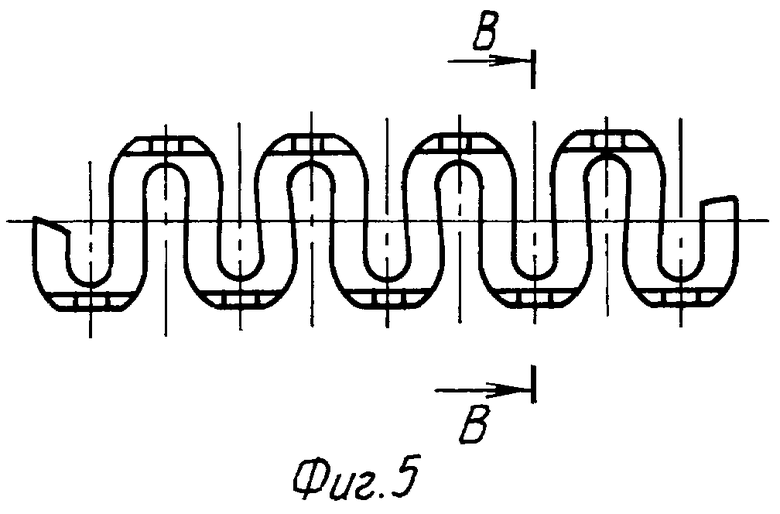
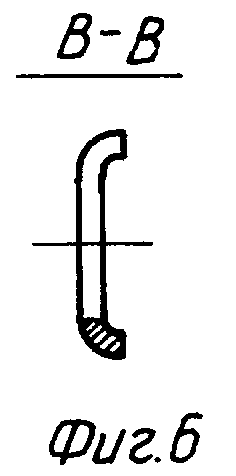
На фиг. 5 - змеевидная пружина, заготовка для предлагаемого устройства изготовления профильной спирали, фиг. 6 - В-В - поперечное сечение заготовки.
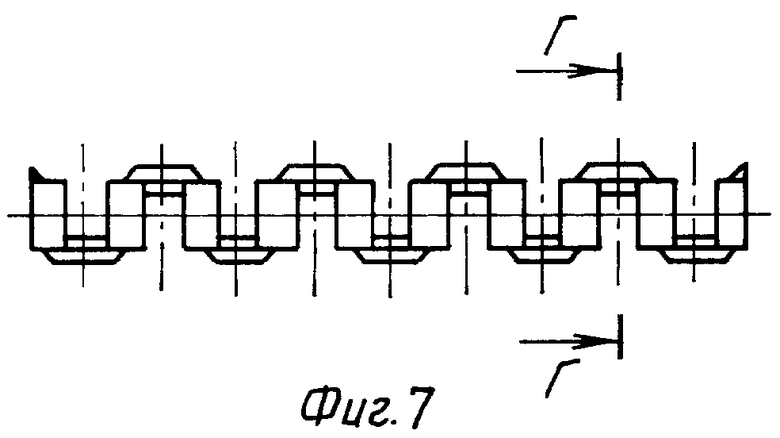
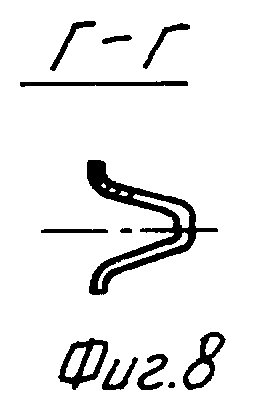
На фиг. 7 - профиль заготовки после операции "гибка" в гибочном штампе, фиг. 8 - Г-Г - поперечное сечение;
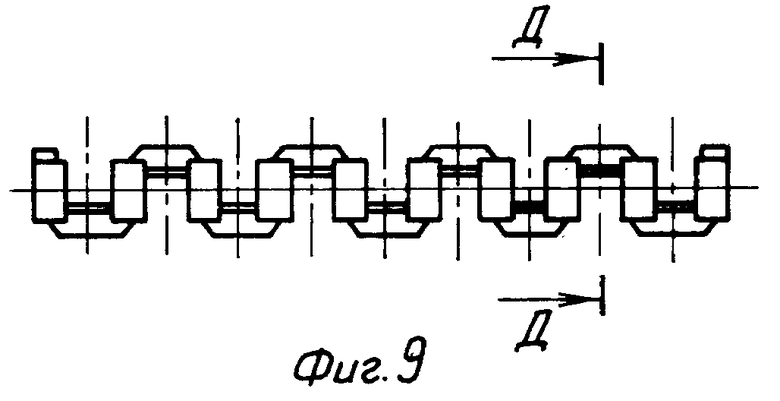
На фиг. 9 - профиль заготовки после операции "калибровка" в штампе калибровки, фиг. 10 - Д-Д - поперечное сечение.
Устройство изготовления профильной спирали содержит основание 1, на котором смонтирован размотчик 2, с установленной на нем кассетой 3 с заготовкой (см. фиг. 5), гибочную головку 4 с приводом, штамп гибки 5 и штамп калибровки 6.
На навивочной головке 7 с приводом закреплены подающая звездочка 8, изготовленная из электроизоляционного материала, оправка 9, кинематически связанные друг с другом, агрегат нагрева профиля 10.
На оправке 9 закреплена легкосъемная втулка 11 (фиг. 4), которую снимают с оправки вручную вместе с отрубленным куском профильной спирали после ее заполнения. В нижней части подающей звездочки 9 закреплено средство 12 (фиг. 3), исключающее попадание масла на нагретую заготовку. Прижимной ролик 13 (фиг. 4) со встроенной внутри его фрикционной муфтой 14 связан с оправкой 9 посредством системы шестерен 15, предназначенной для передачи вращательного движения от оправки 9 к ролику 13 с возможностью проскальзывания во фрикционной муфте при разнице линейных скоростей фрикционного ролика 13 и оправки 9.
На оправке 9 установлена заправочная втулка 16, используемая только в начале работы механизма непрерывной навивки, пока профильная спираль не пройдет зону действия прижимного фрикционного ролика 13; после этого втулка снимается вручную и процесс непрерывной навивки происходит с помощью фрикционного ролика 13.
Для разделения профильной спирали на отрезки мерной длины в устройстве предусмотрен механизм 17 отрубки спирали.
На оправке 9 со стороны ее крепления к подшипниковому узлу навивочной головки 7 (фиг. 4) неподвижно установлен отсекатель 18, который имеет винтовую рабочую поверхность 19, с помощью которой профильная спираль перемещается в осевом направлении в сторону механизма 17 отрубки мерных кусков профильной спирали. Агрегат нагрева профиля 10 (фиг. 1) состоит из преобразователя 20 электрического тока и токопроводников 21 и 22, первый из которых контактирует с профилем в зоне между оправкой 9 и звездочкой 8 (фиг. 3), второй контактирует с оправкой 9.
Штамп 6 калибровки профиля (фиг. 2) включает дисковый пуансон 23 (фиг. 2), установленный на приводном валу 24, подвижную плиту 25 и самоцентрирующиеся калибровочные губки 26. Последние соединены с клиновыми кулачками 27 с помощью рычагов 28, качающихся на оси 29. Кроме того, штамп 6 калибровки профиля снабжен рамкой 30, качающейся вокруг оси 31, которая в крайнем нижнем положении подвижной плиты 25 воздействует на клиновые кулачки 27, поворачивая рычаги 28 с калибровочными губками 26 и таким образом совершая калибровку профиля.
В штампе 6 калибровки профиля (фиг. 2) установлены с возможностью осевого перемещения прижим 32, связанный с упругим элементом 33 для регулирования усилия прижима 32 и два пружинных компенсатора 34, которые обеспечивают необходимое усилие калибровки профиля.
Кроме того, предлагаемое устройство содержит формирователь 35 (фиг. 1) компенсационной петли профиля, обеспечивающий компенсацию разницы скоростей навивочной 7 и гибочной 5 головок, имеющих разные приводы.
Работает предлагаемое устройство следующим образом.: Заготовка, змеевидная плоская пружина (фиг. 5), поступает в кассеты 3 на штамп гибки 5 (фиг. 1), где происходит формирование U-образного профиля (фиг. 6). Далее профиль поступает на штамп 6, где гнутый профиль подвергается калибровке (фиг. 7).
При этом калибровку профиля осуществляют следующим образом. Подвижная плита 25 (фиг. 2), двигаясь вниз, прижимом 32, закрепленным на оси 29, через упругий элемент 33 прижимает и фиксирует профиль (на фиг. 2 не показан) к наружной поверхности дискового пуансона 23, закрепленного на приводном валу 24. Двигаясь далее вниз, подвижная плита 25 через ось 31 и закрепленную на ней с возможностью поворота рамку 30, воздействует на клиновые поверхности кулачков 27, закрепленных на рычагах 28, имеющих ось поворота 29.
Рычаги 28 под действием рамки 30 поворачиваются в сторону боковых поверхностей дискового пуансона 23, калибровочные губки 26 упираются в профиль и с усилием двух пружинных компенсаторов 34 калибруют профиль до заданного чертежом размера, причем калибровочные губки 26, имеющие свободу поворота вокруг вертикальной оси, при контакте с профилем самоустанавливаются относительно боковой (рабочей) поверхности пуансона 23.
Затем откалиброванная профильная лента, проходя через формирователь компенсационной петли 35 (фиг. 1), поступает на подающую звездочку 8 и в зоне между оправкой 9 и подающей звездочкой 8 соприкасается с контактом 21.
Постоянный электрический ток от преобразователя 20 тока проходит по профильной ленте между контактами 21 и 22. На этом участке профильная лента нагревается.
Нагретая лента сматывается на оправку 9, где одновременно подвергается термообработке. Для регулирования режимов термообработки в устройстве предусмотрена система охлаждения профиля (на чертеже не показана). В момент охлаждения на цилиндрической оправке 9 лента принимает форму профильной спирали.
Профильная спираль, непрерывно навиваемая на оправку, перемещается в осевом направлении в сторону механизма отрубки 17 (фиг. 4) с помощью винтовой поверхности 19 съемника 18, неподвижно закрепленного на корпусе навивочной головки 7 (фиг. 1). Через 5...8 оборотов оправки после запуска устройства, когда профильная спираль пройдет зону действия прижимного ролика 13 (фиг. 4), заправочную втулку 16 снимают вручную без остановки работы устройства и далее процесс непрерывной навивки профильной спирали совершается с помощью прижимного ролика 13.
Прижимной ролик 13, связанный с оправкой 9 (фиг. 1) системой шестерен 15 (фиг. 4) через фрикционную муфту 14, имеет линейную скорость до 30% превышающую скорость оправки 9. За счет этой разницы витки профильной спирали, контактирующие с наружной (рабочей) поверхностью прижимного ролика 13 с крутящим моментом фрикционной муфты беззазорно затягиваются на наружном диаметре оправки 9. Это исключает проскальзывание спирали относительно наружного диаметра оправки, которая таким образом накручивает (навивает) на себя профильную ленту. Непрерывный процесс навивки продолжается до полного использования заготовки на кассете 3 (фиг. 1), причем отрезку и съем мерного пуска профильной спирали на втулке 11 осуществляют в процессе навивки. Также в процессе навивки устройство 12 (фиг. 3), размещенное под подающей звездочкой 8, исключает попадание на нагретую заготовку капель масла, которое приносится профильной лентой от штампов и собирается на подающей звездочке 8.
Предлагаемое устройство изготовления профильных спиралей найдет применение в технологическом процессе изготовления тангенциальных расширителей для поршневых колец двигателей внутреннего сгорания.
По сравнению с известными устройство позволит получить профильные спирали более высокого качества со стабильными геометрическими параметрами и пружинными свойствами.
Предлагаемое устройство экспериментально проверено в лабораторных условиях и показало положительный результат.
Экономия высокоточной плющенной ленты составила 25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
Изобретение относится к обработке металлов давлением, в частности для изготовления профильной спирали в процессе изготовления поршневых колец для ДВС. Устройство содержит основание, размотчик, штамп гибки, штамп калибровки, навивочную головку с оправкой и подающей звездочкой, кинематически связанной с оправкой, агрегат нагрева профиля, прижимной ролик со встроенной в него фрикционной муфтой, размещенными в штампе калибровки тарированными пружинными компенсаторами и калибрующими губками, имеющими возможность поворота вокруг вертикальной оси, подающая звездочка имеет средство, исключающее попадание масла на нагретую заготовку. Устройство повышает качество профильных спиралей за счет обеспечения стабильных геометрических параметров и пружинных свойств. 3 з.п.ф-лы, 10 ил.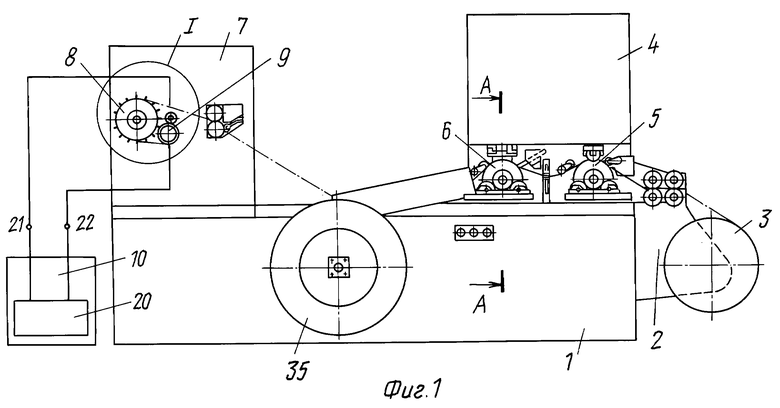
| Кузнечно-штамповочное производство | |||
| - М.: Машиностроение, N 10, 1983, с.14, 15, рис.4 | |||
| РЕАГЕНТ ДЛЯ ОЦЕНКИ ПРОДУКТА РАСЩЕПЛЕНИЯ ПЕРЕКРЕСТНОСШИТОГО ФИБРИНА И СПОСОБ ТАКОЙ ОЦЕНКИ | 2017 |
|
RU2742279C2 |
| SU 229196 A, 08.01.73 | |||
| SU 727284 A, 25.04.80 | |||
| US 4212188 A, 15.07.80 | |||
| АНГОБ | 2004 |
|
RU2257364C1 |
