Изобретение относится к легкой промышленности и может быть использовано для производства внутренних деталей обуви.
Известен материал для стелек в обуви, включающий волокнистый холст и ткань из полимерных пленочных нитей, которые соединены иглопрокалыванием, и сополимерное связующее, вводимое путем пропитки. Волокнистый холст выполнен из смеси натуральных или искусственных волокон в соотношении (50-90):(50-10). В качестве ткани использована ткань с поверхностной плотностью 140-250 г/м2, выполненная из полиэтилентерефталатных или полипропиленовых пленочных нитей в их количестве по утку 40-70 на 10 см, в качестве полимерного связующего: сополимер из 15-40 маc.ч. бутадиена, 20-40 мас.ч. акрилонитрила, 30-65 маc. ч. стирола и 1-5 маc.ч. метакриловой кислоты и/или сополимер из 15-30 маc. ч. бутадиена и 70-85 маc.ч. стирола (авт. св. SU 1680037 А1, кл. А 43 В 13/38, 1991) (1).
Способ получения стелечного материала заключается в том, что волокнистый холст соединяют методом иглопрокалывания с армирующей тканью, а затем двухслойный материал пропитывают полимерным связующим с последующей сушкой и структурированием связующего (1).
Указанный материал при использовании его в качестве вкладной стельки в обуви обладает недостаточно высокими показателями гигроскопичности, влагоотдачи и грибостойкости, что является существенным недостатком материала указанного назначения.
По патенту RU 2166270, А 43 В 13/38, от 7.02.2001 г. (2) известен материал с повышенной сорбционной емкостью по отношению к парам воды (гигроскопичностью и влагоотдачей), высокой грибостойкостью и прочностью во влажном состоянии при низкой пиллингуемости поверхности материала, а также стойкости ее к истиранию при достаточном уровне показателей деформационно-прочностных свойств.
Для решения этой задачи способ получения материала для стелек в обуви, согласно данному изобретению, включает формирование волокнистого холста механическим способом и дублирование волокнистого холста методом иглопрокалывания со вторым слоем. Согласно изобретению холст содержит льняные волокна или смесь их с синтетическими волокнами при содержании последних в холсте не более 30% с последующим иглопрокалыванием холста при плотности иглопрокалывания 100-250 см-2 и его глубине 3-5 мм, а второй слой при дублировании - ткань или нетканый термоскрепленный материал при плотности иглопрокалывания 50-150 см-2 и его глубине 4-7 мм (Кукин Г.Н. и др. Текстильное материаловедение, Москва, Легпромбытиздат, 1992, с.6) (2).
Также способ получения материала для стелек обуви включает последующую после дублирования холста обработку материла для стелек обуви путем пропитки его водной дисперсией сополимерного связующего, содержащего бутадиена 20-50 маc.ч., стирола 80-50 маc.ч., метакриловой кислоты 1-3 маc.ч., с последующим отжимом полученного материала и сушкой при температуре 110-120oС до содержания сополимерного связующего в готовом материале 10-30%.
Материал для стелек обуви, выполненный из двух слоев, один из которых представляет собой волокнистый холст, а второй слой соединен с первым слоем посредством иглопрокалывания, согласно изобретению волокнистый холст содержит льняные волокна или смеси их с синтетическими волокнами при содержании последних в холсте не более 30%, при этом волокнистый холст сформирован с последующим иглопрокалыванием при плотности иглопрокалывания 100-250 см-2 и его глубине 3-5 мм, а второй слой состоит из ткани или нетканого термоскрепленного полотна, а иглопрокалывание слоев осуществлено при плотности 50-150 см-2 и его глубине 4-7 мм.
Материал для стелек обуви может иметь дополнительное сополимерное связующее, содержащее бутадиен 20-50 маc.ч., стирол 80-50 маc.ч., метакриловую кислоту 1-3 маc. ч. , при содержании сополимерного связующего после сушки 10-30%.
Указанный материал при использовании его в качестве вкладной стельки обуви обладает недостаточной стойкостью к действию циклических деформирующих нагрузок (динамическому сжатию), возникающих в процессе эксплуатации обуви, в результате чего толщина материала уменьшается уже в первые 3-5 дней носки, а стелька сминается, на ней образуются складки, снижаются теплозащитные свойства, следствием чего является ухудшение механического комфорта обуви, что является существенным недостатком материала указанного назначения, особенно при эксплуатации обуви в осенне-зимний период.
Задачей данного изобретения является получение материала для вкладной, втачной стелек и верхнего слоя супинатора обуви с высокой стойкостью к действию динамических нагрузок сжатия, т.е. способностью материала сохранять свои геометрические размеры - толщину под действием деформирующих нагрузок при сохранении высоких теплозащитных свойств, а также гигиенических - гигроскопичность, бактерицидных, деформационно-прочностных свойств и грибостойкости материала, что характеризует долговечность материала и способность сохранять механический, гигиенический и тепловой комфорт в процессе эксплуатации обуви.
Поставленная задача достигается тем, что способ получения материала для стелек и супинаторов обуви заключается в формировании двух слоев, один из которых выполняют из волокнистого холста механическим способом из смеси льняных и усадочных синтетических волокон при содержании последних в холсте 30-40%, с последующим иглопрокалыванием холста при плотности иглопрокалывания 120-360 см-2, глубине прокалывания 3-6 мм, а второй слой выполняют из ткани или нетканого термоскрепленного полотна из неусадочных волокон с последующим дублированием волокон методом иглопрокалывания при плотности иглопрокалывания 50-200 см-2, глубине прокалывания 3-7 мм и термообработкой материала в среде нагретого воздуха при температуре 180-190oС до его усадки по площади 5-10%, который затем подвергают пропитке связующим в виде водной дисперсии или эмульсии сополимера с жесткостью по Дефо 5000-12000 сН с последующим отжимом и сушкой при температуре 100-120oС до содержания связующего в материале 9-35% и каландрованием при температуре 80-130oС и давлением 6-12 ати.
Способ получения материала может включать пропитку водной дисперсией или эмульсией сополимера, содержащую отдушку-ароматизатор.
Способ получения материала может включать пропитку водной дисперсией или эмульсией сополимера, включающую фунгицид.
Способ получения материала может включать отделку поверхности.
Способ получения материала может включать пропитку материала водной дисперсией или эмульсией сополимера, включающую отдушку-ароматизатор, фунгицид и отделку поверхности.
Материал для стелек и супинаторов обуви, согласно данному изобретению, состоит из двух сдублированных слоев, один из которых сформирован из волокнистого холста, включающего льняные и усадочные волокна, а второй слой состоит из ткани или нетканого термоскрепленного полотна из неусадочных волокон с усадкой материала после термообработки 5-10% по площади, содержит 9-35% связующего сополимера.
Материал может включать отдушку-ароматизатор, введенный в процесс пропитки.
Материал может включать фунгицид, введенный в процессе пропитки.
Материал может иметь отделку на поверхности, которая наносится после каландрования.
Материал может включать отдушку-ароматизатор, фунгицид, введенные в процессе пропитки, и отделку поверхности, которая наносится после каландрования.
Благодаря использованию заявленных существенных признаков обеспечивается связывание волокон холста в единую систему путем прокалывания холста иглами специальной конструкции (Мяги А.Р. Пробивные иглы для производства иглопробивных полотен, Москва, Легкая индустрия, 1977, с.15) (3) с высокой плотностью упаковки структурных элементов (пучков волокон), а при дублировании такого материала с тканью или нетканым термоскрепленным полотном, благодаря заявленной совокупности признаков часть волокон холста выходит на поверхность лицевого слоя (со стороны ткани или нетканого термоскрепленного волокна) с образованием единой связанной структуры.
Использование процесса термообработки материала в среде нагретого воздуха вследствие изменения геометрических размеров усадочных волокон (уменьшения длины и увеличения диаметра волокна) приводит к "стягиванию" элементов структуры материала, вследствие чего происходит дальнейшее уплотнение структуры материала (усадка) и образуется прочно связанная волокнистая структура, плотная и прочная (Папков С.В. Физико-химические основы производства искусственных и синтетических волокон, М., Химия, 1972, с.226, 269) (4). Использование ткани или нетканого термоскрепленного полотна из неусадочных волокон при термообработке позволяет сохранить целостность лицевой поверхности.
Указанное сочетание свойств обеспечивается лишь при заявленной совокупности признаков - при плотности иглопрокалывания первого слоя 120-360 см-2 и глубине 3-6 мм и при дублировании его со вторым слоем при плотности иглопрокалывания 50-200 см-2, глубине 3-7 мм, при термообработке в среде нагретого воздуха при температуре 180-190oС до усадки по площади 5-10%. Таким образом данные признаки позволяют повысить механическую прочность структуры холста за счет высокой степени пространственного переплетения структурных элементов при сохранении достаточной подвижности и степени "свободы" пучков волокон, что позволяет эффективно дублировать холст с тканью или нетканым термоскрепленным полотном за счет выхода части волокон на поверхность последних, а термообработка материала после дублирования способствует получению еще более плотной структуры. С получением двухслойного материала, лицевая поверхность которого представляет собой ткань или нетканое термоскрепленное полотно с волокнами холста, а внутренняя поверхность - волокнистый материал.
Полученная волокнистая структура характеризуется высокой пористостью и проницаемостью наряду с достаточно высокими показателями деформационно-прочностных свойств, а также жесткостью волокнистого каркаса, а использование льняного волокна в количестве не менее 60% обеспечивает высокую гигроскопичность, высокую грибостойкость, антимикробные свойства и позволяет сохранить прочность материала во влажном состоянии.
Использование связующего, которое вводится в материал в процессе пропитки водной дисперсией или эмульсией сополимеров различных классов (синтетических каучуков, акрилатов и др.), приводит к образованию структуры материала, которое благодаря частичному отложению связующего во внутриволоконном пространстве и склеиванию пучков волокон способствует дальнейшему упрочнению материала, увеличению жесткости структуры при сохранении высокой проницаемости готового материала.
Процесс каландрования материала после введения связующего способствует уплотнению поверхностных слоев материала, улучшению внешнего вида его поверхности, а также калиброванию материала по толщине. В зависимости от назначения готовый материал может изготавливаться в диапазоне толщин от 2,5 до 5,0 мм.
Указанное сочетание свойств обеспечивается при заявленной совокупности признаков: пропитка производится водной дисперсией или эмульсией полимера или сополимера с жесткостью по Дефо 5000-12000 сН с последующим отжимом и сушкой при температуре 100-120oС до содержания связующего в материале 9-35% и каландроанием его при температуре 80-130oС и давлении 6-12 ати.
Полученная волокнисто-пористая структура позволяет создать материал, обладающий необходимым комплексом деформационно-прочностных свойств, определенной жесткостью, стойкостью к действию деформирующих нагрузок "динамического сжатия", что способствует сохранению материалом его первоначальной толщины (или ее незначительными изменениями) и теплозащитных свойств материала в течение всего периода эксплуатации обуви, что в целом обеспечивает долговечность изделия и механический комфорт при его использовании в качестве стелек и супинаторов.
Использование льняного волокна в количестве 60% и более обеспечивает высокие гигиенические (влагопоглощение, влагоотдачу) свойства, высокую грибостойкость, бактерицидные свойства (Живетин В.В., Гинзбург Л.Н., Рыжов Л.И. Лен., ИПО Полигран, 1995, с.12) (6), а также способность материала сохранять механическую прочность в условиях повышенной влажности внутриобувного пространства, что в сочетании с высокопористой структурой материала, необходимой для отвода влаги, обеспечивает носчику высокий гигиенический комфорт.
В случае использования в процессе получения материала для стелек и супинаторов обуви отдушек-ароматизаторов, отделки поверхности в виде печатного рисунка, повышаются эстетические свойства материала.
В случае использования в процессе получения фунгицидов повышаются грибостойкость и бактерицидные свойства материала для стелек и супинаторов обуви.
Данный материал может использоваться в качестве вкладной, втачной стельки, верхнего слоя супинатора обуви.
В данном техническом решении использованы следующие компоненты:
1. Волокна:
"Волокно льняное короткое", 4, 6, 8 (по костре), ГОСТ 9394-76,
"Волокно полипропиленовое для легкой промышленности", ТУ 2272-05766614-93 с изм. 1.2,
"Волокно ТУ 2272-007-5566624-93,
"Волокно сополиэфирное высокоусадочное линейной плотности 0,12 текс",
ТУ 6-06-28-30-87,
"Волокно полиэфирное высокоусадочное" ТУ 6-13-05018335-91.
2. Ткань:
Ткань из вискозного волокна, марка "Ткань кордная вискозная" ГОСТ 24338-80.
3. Нетканое термоскрепленное полотно:
Нетканый материал из полимеров (полипропилена), термоскрепленный, марка "Нетканый материал, термоскрепленный, укрывной материал",
ТУ 2282-00203521-97.
4. Сополимерное связующее:
Бутадиенстирольный латекс, марок
БС - 70/2 ТУ 33.103541-88,
БС - 50 ГОСТ 15080-77,
БС - 65 ТУ 38.103550-84,
Акриловая эмульсия марки "Лакропол 101", ТУ 2241-003-1068084-96.
Примеры конкретного выполнения материала для стелек и супинаторов обуви с раскрытием способа его получения
Материал для стелек в обуви выполняется следующим образом: после предварительной подготовки - трепания, рыхления, смешивания льняных волокон с усадочными синтетическими (полипропиленовым или сополиэфирным) при содержании последних в смеси 30-40%, производят кардочесание волокнистой массы на кардочесальном оборудовании, формирование волокнистого холста на холстоформирователе механического принципа действия (Бершев Е.Н. и др. Нетканые текстильные полотна. Справочник. М. , Легпромбытиздат, 1987, с.123) (5). Затем волокнистый холст подвергают иглопрокалыванию на иглопробивной машине иглами специальной конструкции с зазубринами на поверхности, которые протаскивают пучки волокон с поверхности холста по его толщине, в результате чего прочность холста увеличивается. Указанный процесс осуществляется при параметрах: плотности иглопрокалывания 120-360 см-2 и глубине 3-6 мм. Плотность иглопрокалывания характеризуется количеством проколов на 1 см2 поверхности материала и выражается в единицах, имеющих размерность "см-2". Полученный холст дублируется на иглопробивных машинах со вторым слоем, например, тканью или нетканым термоскрепленным полотном состава 100% полиэтилентерефталата при плотности иглопрокалывания 50-200 см-2 и глубине 3-7 мм, при этом волокнистый холст в процессе дублирования находится сверху.
После процесса дублирования производят термообработку материала в термокамере в среде нагретого до температуры 180-190oС до усадки материала по площади на 5-10%.
Затем осуществляют пропитку материала после термообработки в пропиточной ванне водной дисперсией или эмульсией полимера или сополимера с жесткостью по Дефо 5000-12000 сН, с последующим отжимом и сушкой при температуре 100-120oС до содержания связующего в материале 9-35%. Данный материал подвергают обработке на каландре при температуре 80-130oС и давлении 6-12 ати.
Полученный двухслойный материал может изготавливаться толщиной 2,5-5,0 мм и использоваться в качестве стелек и верхнего слоя супинаторов обуви.
Вариант выполнения материала по пп.2, 7 формулы изобретения
Получение материала описано выше. Материал, полученный по пп.1, 5, содержит отдушку-ароматизатор, которую вводят в водную дисперсию или эмульсию полимерного или сополимерного связующего для пропитки, после чего процесс производят по режимам, указанным в п.1.
Вариант выполнения материала по пп.3, 8 формулы изобретения
Получение материала описано выше. Материал, полученный по пп.1, 5, содержит фунгицид, который вводят в водную дисперсию или эмульсию связующего для пропитки, после чего процесс производят по режимам, указанным в п.1.
Вариант выполнения материала по пп.4, 9 формулы изобретения
Получение материала описано выше. Материал, полученный по п.1, имеет на поверхности отделку, например, методом печати из композиций на основе водных дисперсий полимера.
Получение материала описано выше. Материал, полученный по п.1, содержит отдушку-ароматизатор, фунгицид, которые вводят в водную дисперсию или эмульсию связующего для пропитки, и отделку на поверхности.
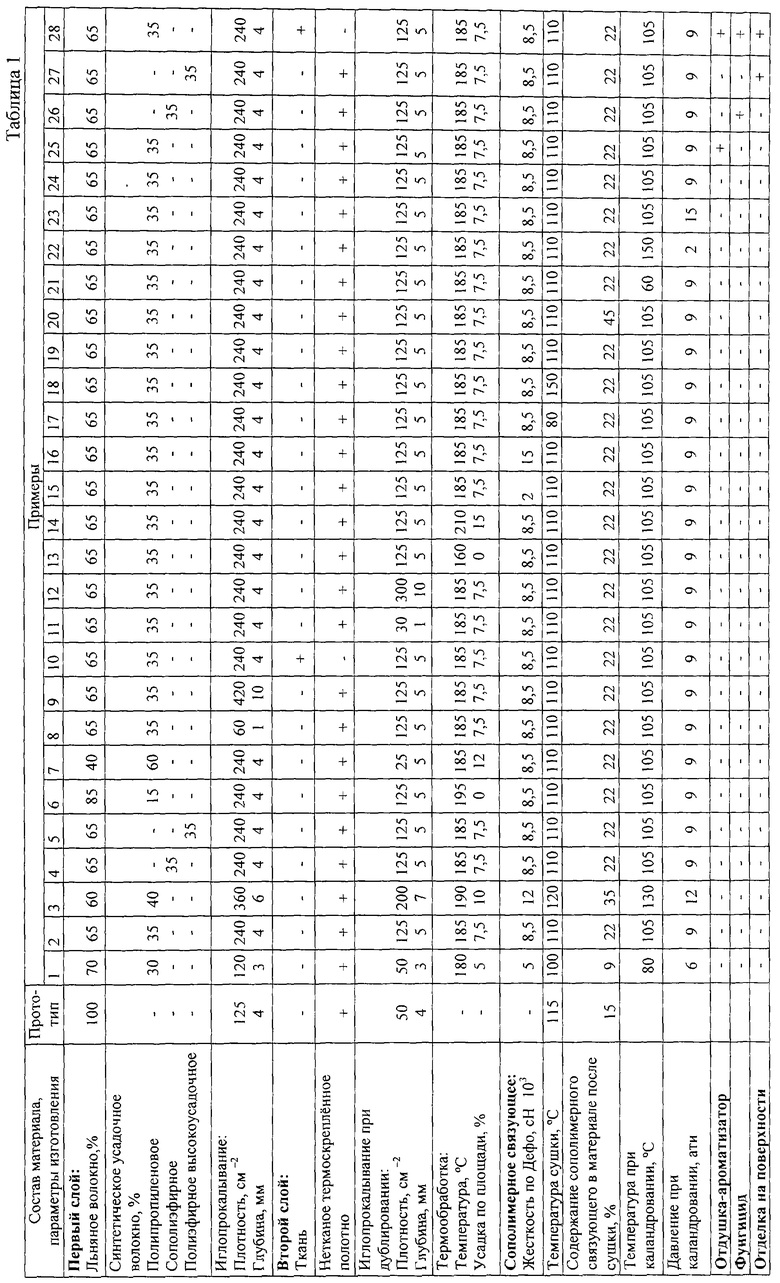
Предложенное техническое решение иллюстрируется примерами конкретного исполнения и таблицами, в которых представлены свойства материала (таблица 1).
Пример 1
Способ получения материала описан выше. В графе 1 представлены свойства материала при минимальном значении основных показателей.
Пример 2
То же, что в примере 1; свойства материала при среднем значении всех показателей (графа 2).
Пример 3
То же, что в примере 1; свойства материала при максимальном значении всех показателей (графа 3).
Пример 4
То же, что в примере 2, за исключением состава волокон в первом слое: льняное волокно 65%, сополиэфирное 35%.
Пример 5
То же, что в примере 2, за исключением состава волокон в первом слое: льняное волокно 65%, полиэфирное высокоусадочное 35%.
Примеры 6, 7
То же, что в примере 2, за исключением содержания усадочных синтетических волокон - выход за минимум и максимум значений указанного параметра.
Примеры 8, 9
То же, что в примере 2, за исключением показателей плотности и глубины иглопрокалывания первого слоя - выход за минимум и максимум значений указанных параметров (графы 8-9).
Пример 10
То же, что в примере 2, за исключением второго слоя, в данном случае используется ткань (графа 10).
Примеры 11, 12
То же, что в примере 2, за исключением показателей плотности и глубины иглопрокалывания при дублировании первого и второго слоев - выход за минимум и максимум значений указанных параметров (графы 11-12).
Примеры 13, 14
То же, что в примере 2, за исключением показателей температуры термообработки и усадки материала по площади - выход за минимум и максимум значений показателей (графы 13-14).
Примеры 15, 16
То же, что в примере 2, за исключением показателей жесткости по Дефо связующего - выход за минимум и максимум значений показателей (графы 15-16).
Примеры 17, 18
То же, что в примере 2, за исключением показателей температуры сушки - выход за минимум и максимум значений показателя (графы 17-18).
Примеры 19, 20
То же, что в примере 2, за исключением показателя содержания связующего в материале - выход за минимум и максимум значений показателя (графы 19-20).
Примеры 21, 22
То же, что в примере 2, за исключением показателя температуры при каландровании - выход за минимум и максимум значений показателя (графы 21-22).
Примеры 23, 24
То же, что в примере 2, за исключением показателя давления при каландровании - выход за минимум и максимум показателя (графы 23-24).
Пример 25
То же, что в примере 2. Материал дополнительно содержит отдушку-ароматизатор.
Пример 26
То же, что в примере 4. Материал дополнительно содержит фунгицид.
Пример 27
То же, что в примере 5. Материал дополнительно содержит отделку на поверхности.
Пример 28
То же, что в примере 10. Материал дополнительно содержит отдушку-ароматизатор, фунгицид и отделку на поверхности.
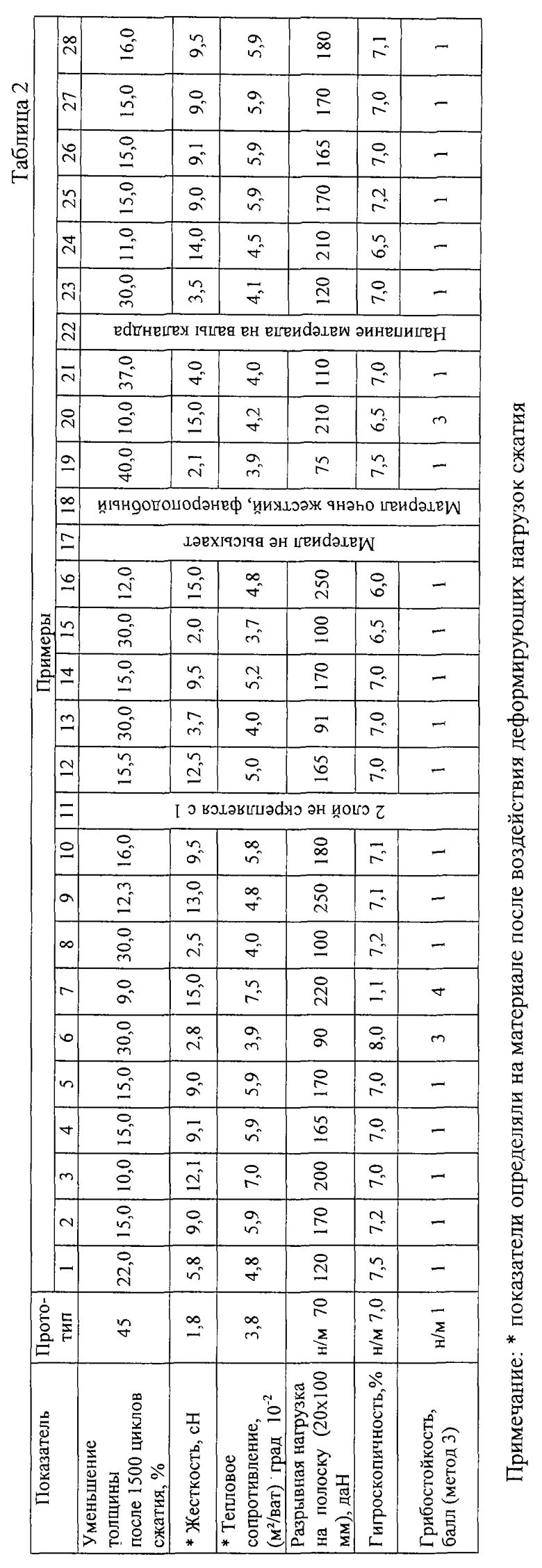
В таблице 2 представлены показатели физико-механических свойств образцов материала для вкладных, втачных стелек и верхнего слоя супинаторов обуви, полученных способом, описанном в промерах 1-28.
Свойства заявленного материала определялись по следующим показателям:
- Стойкость материала к действию циклических динамических нагрузок и сжатия оценивалась по изменению (уменьшению) толщины материала к первоначальной после 1500 циклов нагружения и рассчитывалась по формуле:
где h0 - первоначальная толщина, мм;
h1 - толщина после 1500 циклов нагружения, мм.
Оценка производилась на приборе УКЗО по методике ФГУП "ЦНИИПИК";
- Теплозащитные свойства оценивались по показателям "теплового сопротивления".
Прибор и методика разработаны во ФГУП "ЦНИИПИК".
- Жесткость по ГОСТ 9187-74.
- Прочность (разрывная нагрузка на полоску 20•100 мм) по ГОСТ 17316-89.
- Гигроскопичность по ГОСТ 8971-84.
- Грибостойкость по ГОСТ 15902.3-79 (метод 3).
Таким образом, заявленный способ позволяет получать материал для вкладных, втачных стелек и верхнего слоя супинаторов обуви, обладающий достаточной гигроскопичностью и грибостойкостью, достичь увеличения показателя прочности в 1,5-2 раза по сравнению с прототипом.
Материал, полученный по данному способу, обладает высокой стойкостью к действию циклических динамических нагрузок сжатия: уменьшение толщины в 3 раза, жесткости в 5 раз, теплового сопротивления на 50% большим по сравнению с прототипом.
Материал характеризуется лучшими эстетическими и органолептическими свойствами и обладает большей долговечностью при эксплуатации по сравнению с прототипом.
Источники информации
1. Авторское свидетельство SU 1680037, 1991.
2. Патент RU 2166270, 2002.
3. Мяги А.Р. Пробивные иглы для производства иглопробивных полотен, М., Легкая индустрия, 1977, с.15.
4. Папков С.П. Физико-химические основы производства искусственных и синтетических волокон, М., Изд-во Химия, 1972, с.226, 269.
5. Бершев Е. Н. и др. Нетканые текстильные полотна. Справочник, М., Легпромбытиздат, 1987, с.123.
6. Живетин В.В., Гинзбург Л.И., Рыжков Л.И., Лен, ИПО Полигран, 1995, с. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК ОБУВИ | 2000 |
|
RU2166270C1 |
| МАТЕРИАЛ ДЛЯ ВКЛАДНОЙ СТЕЛЬКИ ОБУВИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2254795C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ОБУВИ | 2021 |
|
RU2776359C1 |
| Многослойный гибкий композитный текстильный материал для изготовления гигиенических стелек | 2021 |
|
RU2779086C1 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ОБУВНОЙ СТЕЛЬКИ И ОБУВНАЯ СТЕЛЬКА, ИЗГОТОВЛЕННАЯ ИЗ ЭТОГО МАТЕРИАЛА | 2001 |
|
RU2220241C2 |
| ДЕКОРАТИВНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2151064C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБЪЕМНОГО НЕТКАНОГО ПОЛОТНА МЕТОДОМ КОМБИНИРОВАННОГО СКРЕПЛЕНИЯ | 2014 |
|
RU2545548C1 |
| МНОГОСЛОЙНЫЙ ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ ОБУВИ И ЕГО ВАРИАНТЫ | 2004 |
|
RU2255637C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДУБЛИРОВАННОГО МАТЕРИАЛА | 1998 |
|
RU2157866C2 |
Изобретение относится к легкой промышленности и может быть использовано для производства внутренних деталей обуви. Технический результат данной группы изобретений - получение материала для вкладной, втачной стелек и верхнего слоя супинатора обуви, сохраняющего механический, тепловой и гигиенический комфорт в процессе длительной эксплуатации обуви: повышенную стойкость к действию циклических динамических нагрузок сжатия (сохранение первоначальной толщины материала), высокие теплозащитные свойства при высокой сорбционной емкости по отношению к парам воды (гигроскопичность), грибостойкость, при достаточном уровне деформационно-прочностных свойств, а также высокий уровень эстетических свойств и создание способа получения данного материала. Способ получения материала для стелек и верхнего слоя супинаторов обуви включает формирование материала из двух слоев, один из которых выполняют из волокнистого холста механическим способом из смеси льняных и усадочных синтетических волокон при содержании последних в холсте 30-40%, с последующим иглопрокалыванием холста при плотности иглопрокалывания 120-360 см-2, глубине прокалывания 3-6 мм. Второй слой выполняют из ткани или нетканого термоскрепленного полотна из неусадочных волокон с последующим дублированием с первым слоем методом иглопрокалывания при плотности иглопрокалывания 50-200 см-2 и глубине иглопрокалывания 3-7 мм, и термообработкой материала в среде нагретого воздуха при температуре 180-190oС до его усадки по площади 5-10%. Затем материал подвергают пропитке водной дисперсией или эмульсией сополимера с жесткостью 5000-12000 сН с последующим отжимом и сушкой при температуре 100-120oС до содержания связующего в материале 9-35% и каландрованию при температуре 80-130oС и давлении 6-12 ати. Также в способе получения материала для стелек и верхнего слоя супинаторов обуви материал может подвергаться пропитке водной дисперсией или эмульсией сополимера, включающей отдушку-ароматизатор, фунгицид, а также отделку поверхности. Материал для стелек и верхнего слоя супинаторов обуви выполнен из двух сдублированных слоев, один из которых сформирован из волокнистого холста, включающего льняные и усадочные синтетические волокна при содержании последних в холсте 30-40%, а второй слой состоит из ткани или нетканого термоскрепленного полотна из неусадочных волокон, имеет после термообработки сдублированного материала усадку по площади 5-10%, содержит после пропитки и сушки сдублированного термообработанного материала 9-35% связующего сополимера и имеет после каландрования толщину 2,5-5,0 мм. 2 с. и 8 з.п. ф-лы, 2 табл.
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК ОБУВИ | 2000 |
|
RU2166270C1 |
| RU 94035593 A1, 27.04.1996 | |||
| Многослойный композиционный обувной материал для втачной стельки | 1989 |
|
SU1680037A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1991 |
|
RU2039662C1 |

