Предлагаемое изобретение относится к методам формовки конструктивных элементов, применяемых в машиностроении, например, при соединении гибких элементов с наконечниками.
Процесс формовки конструктивных элементов заключается в придании им определенных форм и размеров, обеспечивающих выполнение, например, сборочных операций.
Известен целый ряд методов формовки конструктивных элементов: штамповка с помощью прессов, гидроштамповка, штамповка взрывом. Эти методы реализуемы при наличии громоздкого и дорогостоящего оборудования, сложных в изготовлении штампов и другой технологической оснастки, а штамповка взрывом требует, к тому же, принятия серьезных мер безопасности.
Известен также способ формовки с применением технологии магнитно-импульсной обработки материалов, при котором формовка конструктивных элементов осуществляется давлением, являющимся следствием взаимодействия электромагнитных полей индуктора и формуемого конструктивного элемента. Этот способ широко используется при обработке токопроводящих материалов.
Один из таких способов защищен патентом US №5331832, в соответствии с которым токи пропускают вдоль раздаваемой цилиндрической заготовки в одном направлении и электрически соединенным с ее торцем электропроводящим стержнем - в противоположном направлении, при этом цилиндрическую заготовку и электропроводящий стержень изолируют друг от друга в радиальном направлении. Силами взаимодействия электромагнитных полей токов, протекающих по указанным деталям, цилиндрическую заготовку запрессовывают в корпус.
Недостатком указанного способа является крайне низкая эффективность процесса, который сравним с эффективностью процесса при использовании одновиткового индуктора.
Известен способ соединения конструктивных элементов изделий, включающий изменение формы и размеров по меньшей мере одного из соединяемых конструктивных элементов с использованием сил взаимодействия электромагнитных полей электрических токов, которые пропускают по токопроводу (SU 593781 А, 24.03.1978, B 21 D 26/14).
Однако указанный способ не обладает достаточной эффективностью, которая обусловлена величинами сил взаимодействия полей токов индуктора и токов, наведенных в формуемом конструктивном элементе.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение эффективности магнитно-импульсной формовки конструктивных элементов изделий путем обеспечения взаимодействия полей электрических токов, которые пропускают на отдельных участках токопровода в противоположенных направлениях, что позволяет увеличить КПД процесса и соответственно снизить энергоемкость применяемого оборудования.
Для решения указанной задачи в известном способе соединения конструктивных элементов изделий, включающем изменение формы и размеров по меньшей мере одного из соединяемых конструктивных элементов с использованием сил взаимодействия электромагнитных полей электрических токов, которые пропускают по токопроводу, изменение формы и размеров соединяемых конструктивных элементов осуществляют за счет перемещения подвижных элементов формообразующего инструмента, последние приводят в движение силами, возникающими от непосредственного взаимодействия электромагнитных полей электрических токов, которые на участках токопровода, обращенных к подвижным элементам формообразующего инструмента, пропускают в одном направлении с обеспечением перемещения упомянутых участков токопровода совместно с подвижными элементами, а на участках токопровода, удаленных от упомянутых подвижных элементов, - в противоположном направлении с ограничением перемещения этих участков токопровода с помощью ограничительных элементов.
Сущность изобретения поясняется чертежами, где:
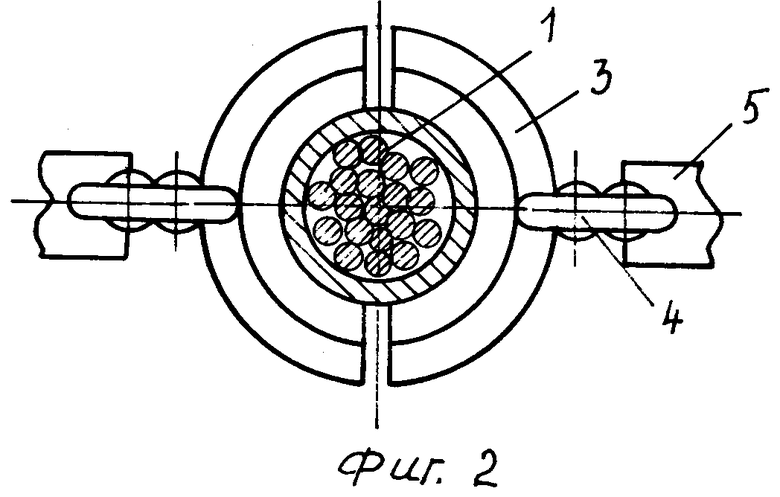
На фиг.1 схематично показан пример реализации способа для обжима хвостовика элемента электрокоммутирующего устройства на многожильном проводнике.
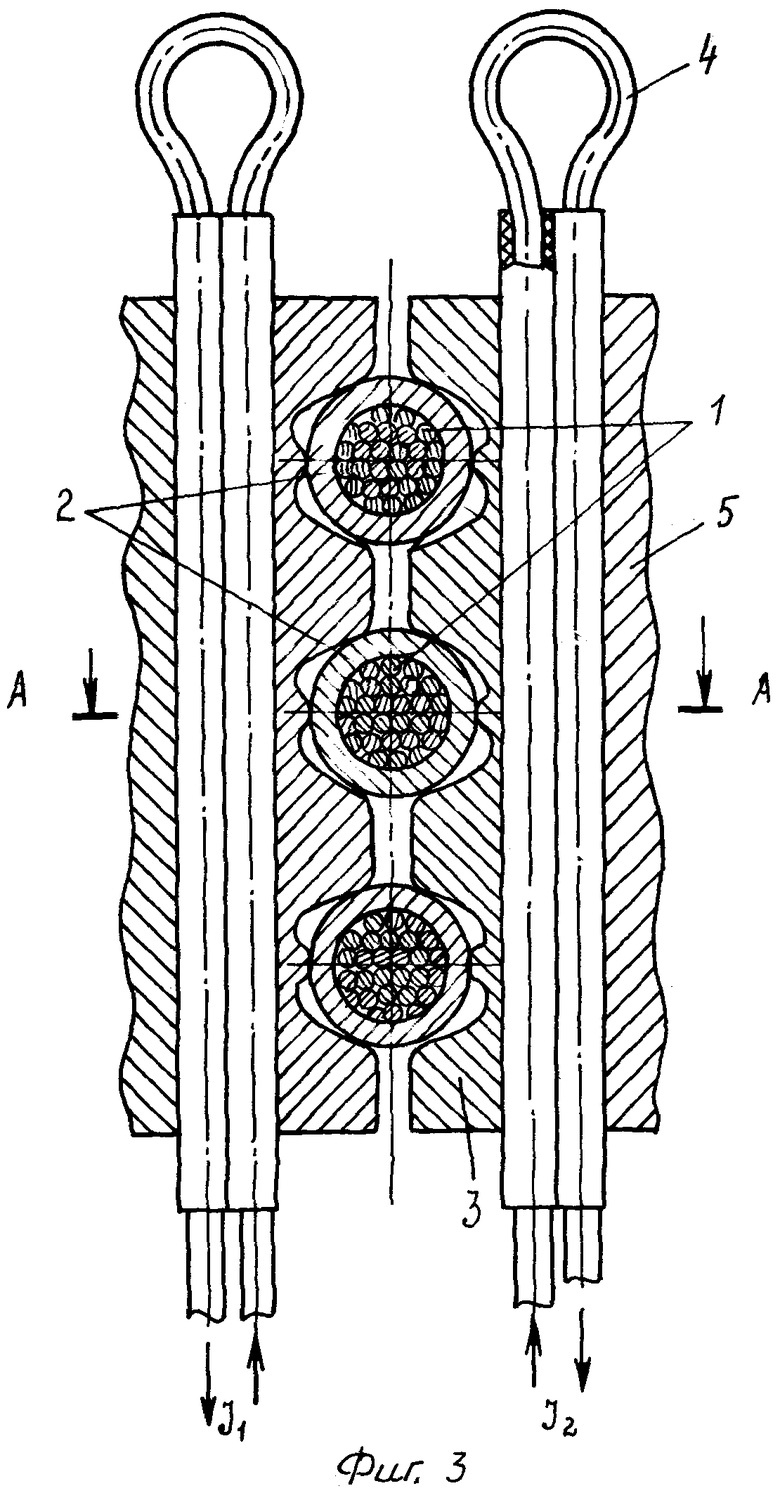
На фиг.2 - вид сверху фиг.1
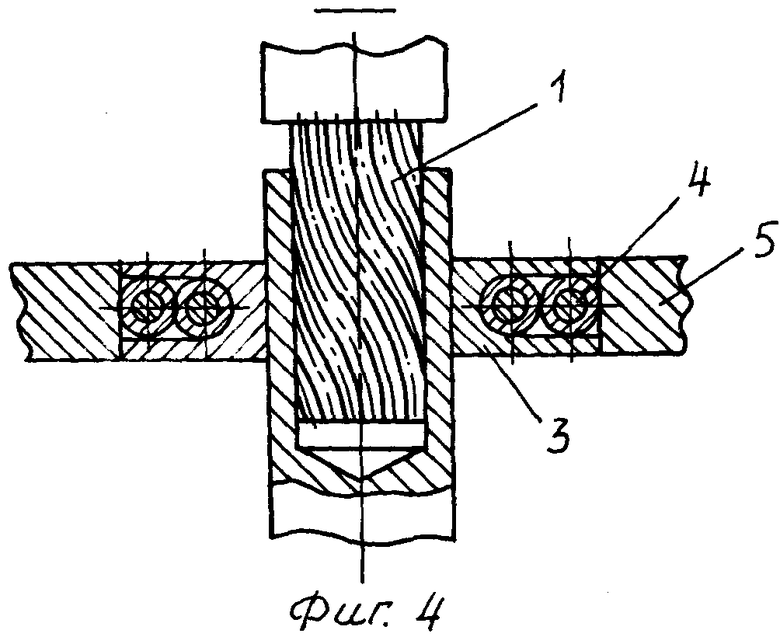
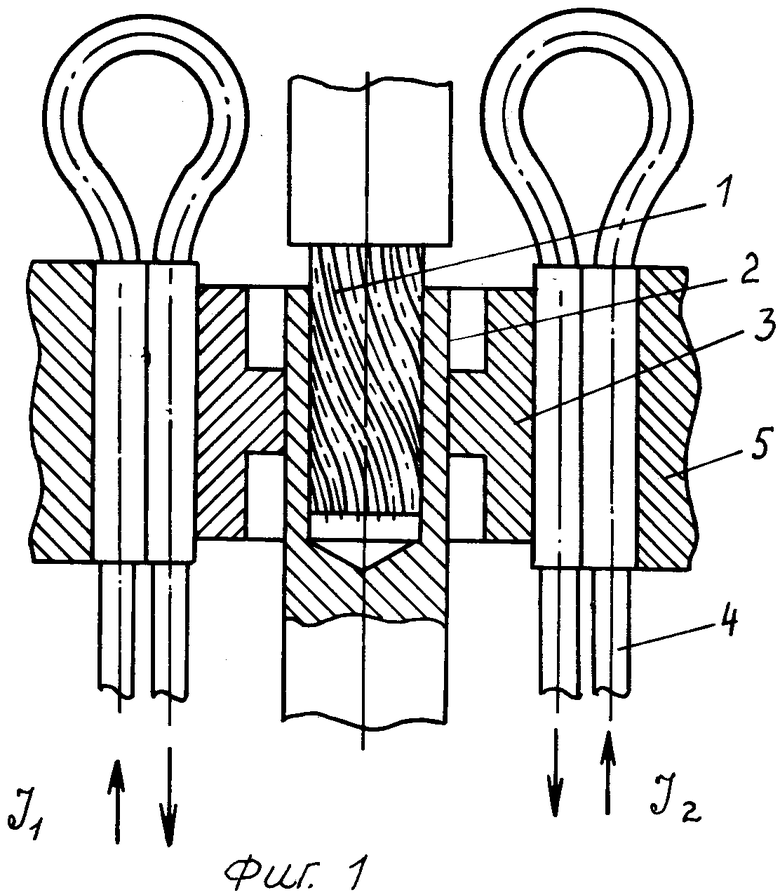
На фиг.3 и 4 показан пример одновременного обжима нескольких хвостовиков однотипных контактов или наконечников.
Концы многожильных проводников 1 вводят в отверстия хвостовиков, например, контактов 2, которые помещают между обжимными губками 3. По проводникам 4, размещенным с внешней стороны губок 3, пропускают электрический ток. В результате взаимодействия электромагнитных полей проводников 4 с текущими по ним токами губки 3 приходят в движение в направлении осей контактов 2 и обжимают хвостовики контактов 2, обеспечивая их соединение с проводниками 1. Ограничительный элемент 5 препятствует перемещению участков токопровода, отдаленных от формообразующих инструментов. Такой способ соединения, например, проводников с контактами обеспечивает высокое качество соединения, практически не зависящее от исполнителя, а также высокую эффективность и производительность процесса и его экологическую чистоту.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2211512C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ | 2001 |
|
RU2210454C2 |
| СПОСОБ УПЛОТНЕНИЯ | 2001 |
|
RU2205321C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2205319C2 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ С КОНТАКТАМИ ЭЛЕКТРОСОЕДИНИТЕЛЕЙ | 2009 |
|
RU2414782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| СПОСОБ ОПРЕССОВКИ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ МЕТОДОМ РАДИАЛЬНОГО ПРЕССОВАНИЯ | 2008 |
|
RU2366049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2403659C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 1987 |
|
RU1476709C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
Изобретение относится к машиностроению и может быть использовано при соединении конструктивных элементов изделий, например при соединении гибких элементов с наконечниками. Способ предусматривает изменение формы и размеров по меньшей мере одного из соединяемых элементов с использованием сил взаимодействия электромагнитных полей электрических токов, которые пропускают по токопроводу. При этом форму и размеры соединяемых элементов изменяют за счет перемещения подвижных элементов формообразующего инструмента. Последние приводят в движение силами, возникающими от непосредственного взаимодействия электромагнитных полей электрических токов. На участках токопровода, обращенных к подвижным элементам формообразующего инструмента, токи пропускают в одном направлении с обеспечением перемещения упомянутых участков совместно с подвижными элементами. На участках токопровода, удаленных от подвижных элементов, токи пропускают в противоположном направлении с ограничением перемещения этих участков с помощью ограничительных элементов. В результате обеспечивается повышение коэффициента полезного действия процесса и, следовательно, снижение энергоемкости используемого оборудования. 4 ил.
Способ соединения конструктивных элементов изделий, включающий изменение формы и размеров по меньшей мере одного из соединяемых конструктивных элементов с использованием сил взаимодействия электромагнитных полей электрических токов, которые пропускают по токопроводу, отличающийся тем, что изменение формы и размеров соединяемых конструктивных элементов осуществляют за счет перемещения подвижных элементов формообразующего инструмента, последние приводят в движение силами, возникающими от непосредственного взаимодействия электромагнитных полей электрических токов, которые на участках токопровода, обращенных к подвижным элементам формообразующего инструмента, пропускают в одном направлении с обеспечением перемещения упомянутых участков токопровода совместно с подвижными элементами, а на участках токопровода, удаленных от упомянутых подвижных элементов, - в противоположном направлении с ограничением перемещения этих участков токопровода с помощью ограничительных элементов.
| Индуктор для магнитно-импульсных обжима и сборки трубчатых деталей | 1976 |
|
SU593781A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1983 |
|
SU1103420A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ДЕТАЛЕЙ | 1994 |
|
RU2086382C1 |
| US 4781055 А, 01.11.1988 | |||
| US 3540250 А, 17.11.1970. | |||

