Предлагаемое изобретение относится к области электротехники и может быть использовано при изготовлении кабельной сети в ракетно-космической, авиационной, электротехнической и других отраслях техники.
Имеется ряд электросоединителей, например соединители СНЦ-23, в которых соединение проводов со съемными контактами осуществляется введением в полую хвостовую часть контакта оголенных токоведущих элементов проводов и последующим их обжатием вместе с хвостовиками контактов с помощью специальной технологической оснастки, выполненной в виде ручных клещей, имеющих формообразующие элементы, сжимающие хвостовик контакта в радиальном направлении таким образом, что отдельные участки хвостовой части контакта внедряются в токопроводящие элементы провода, обеспечивая электрическую и механическую связь провода с контактом.
Однако имеется ряд факторов, которые делают такое соединение недостаточно надежным:
- при малых сечениях (менее 0,5 мм) токопроводящих элементов проводов со снятой изоляцией они становятся недостаточно прочными при их изгибе во время выполнения монтажных операций, тем более, что введенный в хвостовую полость контакта провод при изгибах упирается во внутреннюю кромку хвостовика;
- в связи с тем, что снятие изоляции проводов зачастую производится с помощью электроножей, токоведущие элементы провода нагреваются, при этом, материал проводника становится менее прочным за счет изменения его внутренней структуры, к тому же, место такого ослабления совпадает с местом максимальной деформации материала при проведении монтажных операций;
- указанные факторы, снижающие надежность, усугубляются при изготовлении токопроводящих элементов проводов, выполненных из материалов с малым удельным весом, например из алюминия и его сплавов;
- при обжиме хвостовиков контактов, например, ручными щипцами лишь отдельные участки хвостовиков внедряются в токопроводящие элементы проводов, поэтому переходное сопротивление в местах соединения не получается стабильным в процессе эксплуатации, так как контактные площадки подвергаются воздействию более или менее агрессивной окружающей среды, например кислорода воздуха, что особенно негативно сказывается при использовании токопроводящих элементов проводов, выполненных из таких материалов, как алюминий.
Известно также техническое решение по патенту РФ №2211512, в соответствии с которым силовые провода большого сечения для высоковольтных сетей обжимаются соединительной муфтой, на которую воздействуют импульсным электромагнитным полем, при этом обеспечивается равномерное всестороннее сжатие муфты, а провода обжимаются беззазорно, что предотвращает воздействие окружающей среды на место соединения и обеспечивает стабильность переходного сопротивления практически на все время эксплуатации соединения. Защиту соединительной муфты от внешних климатических воздействий, при необходимости, выполняют дополнительными средствами. Механическая прочность соединения обеспечивается соответствующей толщиной стенки муфты.
Наиболее близким к предлагаемому является техническое решение по патенту US №5408743. В нем предложен способ соединения многожильного монтажного провода в изоляции с хвостовиком контакта электросоединителя, в соответствии с которым конец провода с участком без изоляции вводят в глухое ступенчатое отверстие хвостовика контакта таким образом, что оголенную его часть размещают в удаленной от торца хвостовика полости меньшего диаметра, а часть провода с изоляцией размещают в полости большего диаметра. Обжатие хвостовика контакта с проводом производится протяжкой его через фильеру, при этом внешнюю конусную поверхность хвостовика контакта деформируют в радиальном направлении таким образом, что сначала обжимают оголенную токоведущую часть провода, а затем участок провода с изоляцией. При таком соединении провода с хвостовиком контакта обеспечивается высокая механическая прочность соединения, обусловленная тем, что наиболее слабый по прочности участок провода на конце изоляции оказывается внутри хвостовика контакта, а его обжатие по изоляции дополнительно упрочняет слабый участок и все соединение, так как современная изоляция проводов выполняется из высокопрочных изоляционных материалов, таких как фторопласт, полиимид и др. Кроме того, такое соединение обеспечивает высокую стабильность переходного сопротивления, так как контактирующие поверхности оголенного провода и контакта надежно защищены от внешних воздействий.
Данное техническое решение принято за прототип.
Указанный способ имеет следующие недостатки:
- усложнена конструкция и технология изготовления контакта из-за необходимости выполнять внешнюю поверхность хвостовика контакта конусной, а стенки хвостовой части контакта переменной толщины;
- усложнен процесс обжатия хвостовика контакта на проводе, так как при снятии готового соединения через фильеру необходимо протягивать не только контакт или его хвостовик, но и провод на всю его длину, которая может составлять десятки и сотни метров;
- при протяжке контакта или его хвостовика через фильеру возможно повреждение их рабочих поверхностей и покрытий, так как они должны быть надежно захвачены соответствующим тянущим инструментом;
- зачастую внешние поверхности контактов электросоединителей имеют выступающие элементы для их фиксации от осевых перемещений в изолирующих элементах электросоединителей. Такие выступы также могут затруднять протяжку контактов через фильеры.
- не обеспечивается соединение проводов с увеличенным сечением их токопроводящих частей.
Целью предлагаемого изобретения является устранение указанных недостатков и обеспечение надежного соединения проводов с контактами электросоединителей с максимальной эффективностью за минимальное время. Другой целью предлагаемого способа является создание возможности соединения проводов с токопроводящими элементами, выполненными из легких, например алюминиевых, сплавов, с контактами большинства серийных отечественных электросоединителей, в том числе тех, у которых, указанное соединение выполняется пайкой. При этом жилы токопроводящих элементов проводов могут быть использованы без дополнительных металлических покрытий, что упрощает и удешевляет их производство.
Указанные цели достигаются тем, что в существующем способе соединения проводов с контактами электросоединителей, при котором конец провода, имеющего токопроводящую часть, окруженную изолирующей оболочкой, частично освобождают от изоляции и вводят в донную часть глухого ступенчатого отверстия, которое выполняют в хвостовике контакта. Смежный участок провода в изолирующей оболочке вводят в выходную часть глухого ступенчатого отверстия, после чего внешним силовым воздействием хвостовик контакта обжимают таким образом, что внутреннюю поверхность донной части глухого ступенчатого отверстия внедряют в токопроводящую часть провода, обеспечивая электрическое соединение, а внутреннюю поверхность выходной части глухого ступенчатого отверстия внедряют в участок изолирующей оболочки, обеспечивая герметизацию электрического соединения. Выходную часть глухого ступенчатого отверстия и его донную часть выполняют смежными, внешние и внутренние поверхности хвостовика контакта выполняют цилиндрическими со стенками оптимальной толщины на каждой из его ступеней, а обжатие стенок хвостовика контакта производят единым импульсным силовым во, при несовместимости материалов токоведущей части провода и контакта, приводящей к снижению коррозионной стойкости соединения, или при увеличенном сечении токоведущей части провода, контакт выполняют составным, включающим базовую часть контакта и съемный хвостовик. Съемный хвостовик контакта с его базовой частью соединяют посредством соединительных элементов, которые выполняют на каждой из его составных частей, а соединение хвостовика контакта с его базовой частью осуществляют либо импульсным силовым воздействием, либо пайкой. Соединительные элементы каждой из составных частей контакта выполняют в виде стержня, на стороне съемного хвостовика, обращенной к базовой части составного контакта, и трубчатым наконечником на стороне базовой части составного контакта, обращенной к съемному хвостовику. Для повышения эффективности способа съемный хвостовик контакта выполняют в виде тонкостенной трубчатой муфты, в которую вводят конец провода и внешним импульсным силовым воздействием одновременно обжимают изоляционную оболочку провода и его токопроводящую часть, образуя из них соединительный элемент, который соединяют с трубчатым наконечником базовой части составного контакта внешним импульсным силовым воздействием или пайкой. В тех случаях, когда разница в размерах между внешним диаметром изолирующей оболочки кабеля и его токопроводящей частью велика, тонкостенную муфту импульсным силовым воздействием в сторону оправки или матрицы превращают в ступенчатую таким образом, что при ее размещении на конце провода, ступенью с большим диаметром охватывают внешнюю изолирующую оболочку кабеля, а ступенью с меньшим диаметром охватывают его токопроводящую часть, после чего ступенчатую муфту обжимают на проводе с образованием из них соединительного элемента. Для увеличения эффективности способа, соединение провода со съемным хвостовиком составного контакта, а также соединение съемного хвостовика с базовой частью составного контакта осуществляют единым импульсным силовым воздействием. Съемный хвостовик контакта выполняют из материалов и покрытий, которые обеспечивают коррозионную стойкость соединения, его прочность и минимальное переходное сопротивление, а также его стабильность при эксплуатационных воздействующих факторах.
Сущность способа поясняется чертежами на фиг.1-33.
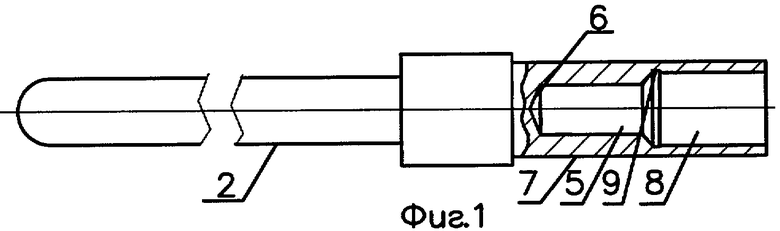
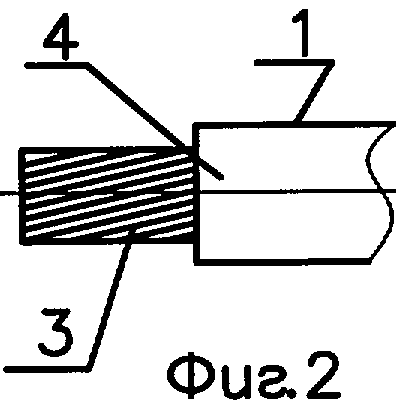
На фиг.1, 2 показаны контакт электросоединителя с частичным осевым разрезом и подготовленный к соединению провод.
На фиг.3 показан провод, введенный в глухое ступенчатое отверстие хвостовика контакта.
На фиг.4 показан выносной элемент А в увеличенном масштабе.
На фиг.5 показаны провод и контакт, хвостовик которого обжат импульсным силовым воздействием.
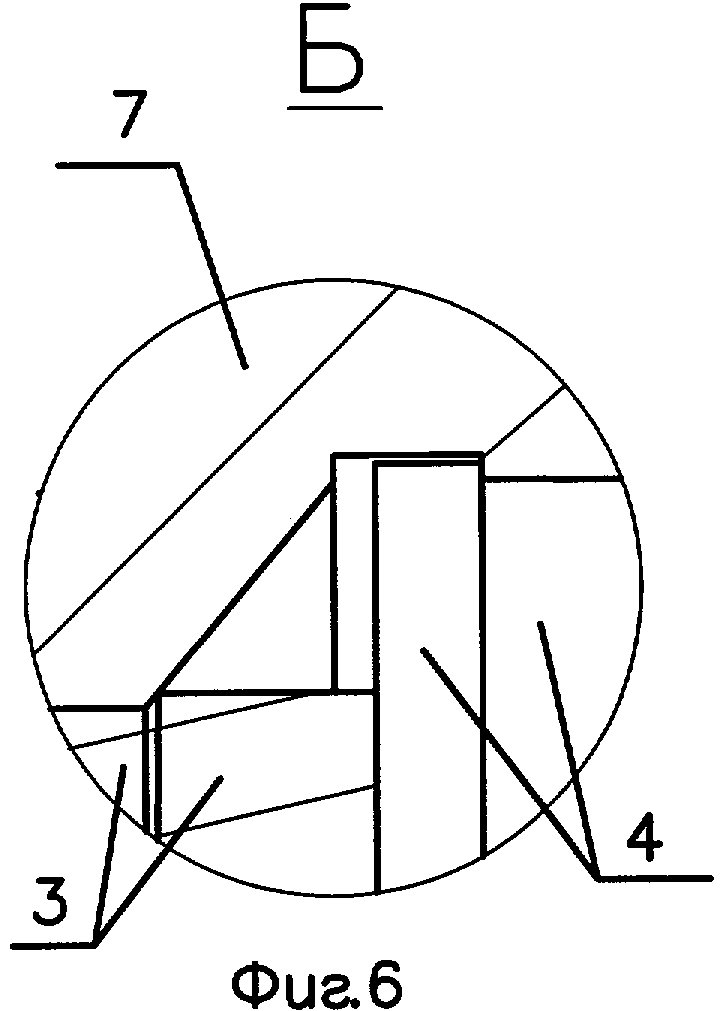
На фиг.6 показан выносной элемент Б в увеличенном масштабе.
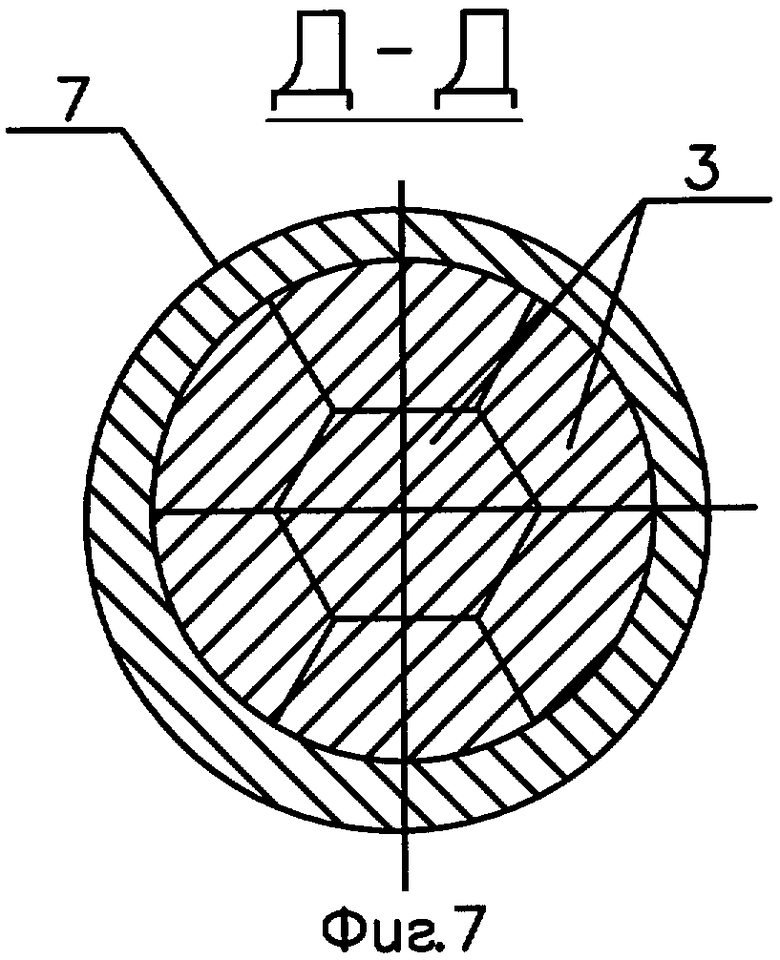
На фиг.7 показано поперечное сечение Д-Д в месте соединения хвостовика контакта с токопроводящей частью провода.
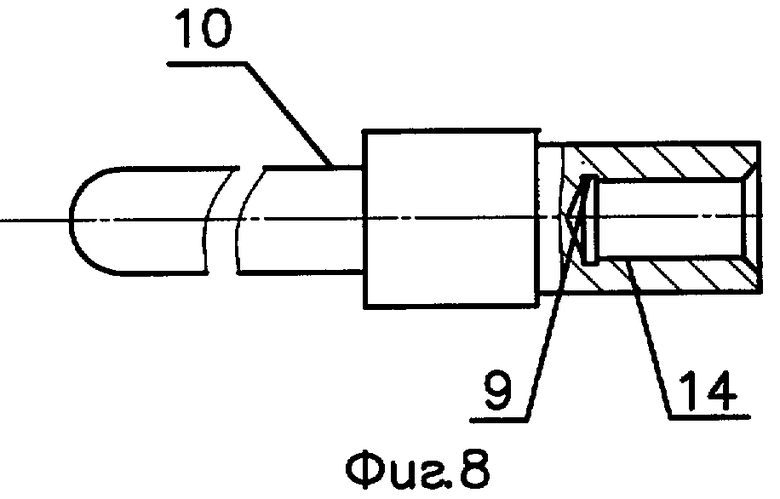
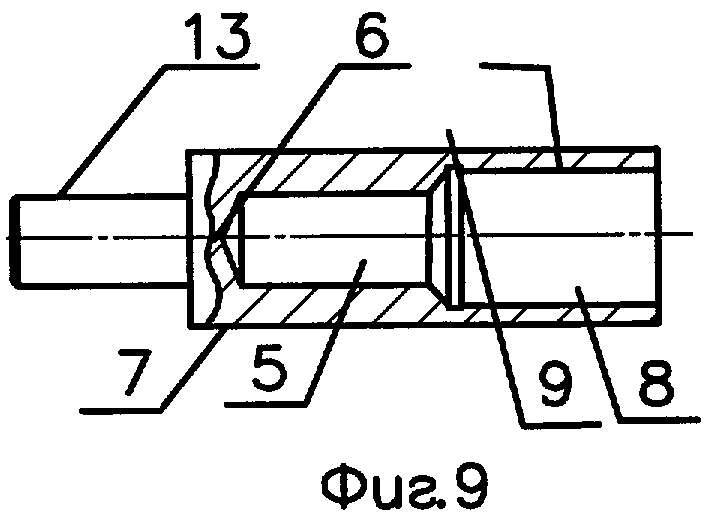
На фиг.8, 9, 10 показаны с частичными осевыми разрезами базовая часть составного контакта, съемный хвостовик и провод, подготовленные к соединению.
На фиг.11 показан провод, введенный в глухое ступенчатое отверстие съемного хвостовика контакта.
На фиг.12 показан съемный хвостовик контакта, обжатый импульсным силовым воздействием.
На фиг.13 показан контакт, в трубчатый наконечник базовой части которого введен соединительный элемент съемного хвостовика контакта.
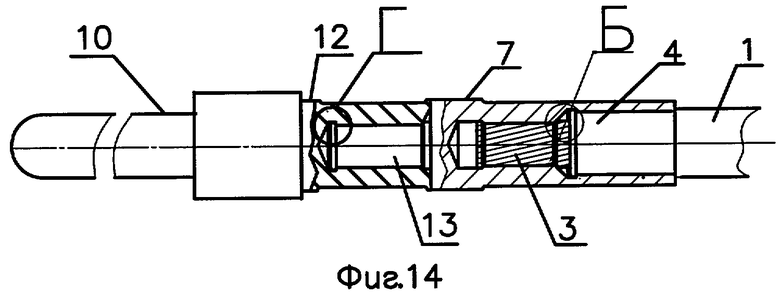
На фиг.14 показан контакт, соединительный элемент базовой части которого обжат вместе с соединительным элементом съемного хвостовика импульсным силовым воздействием.
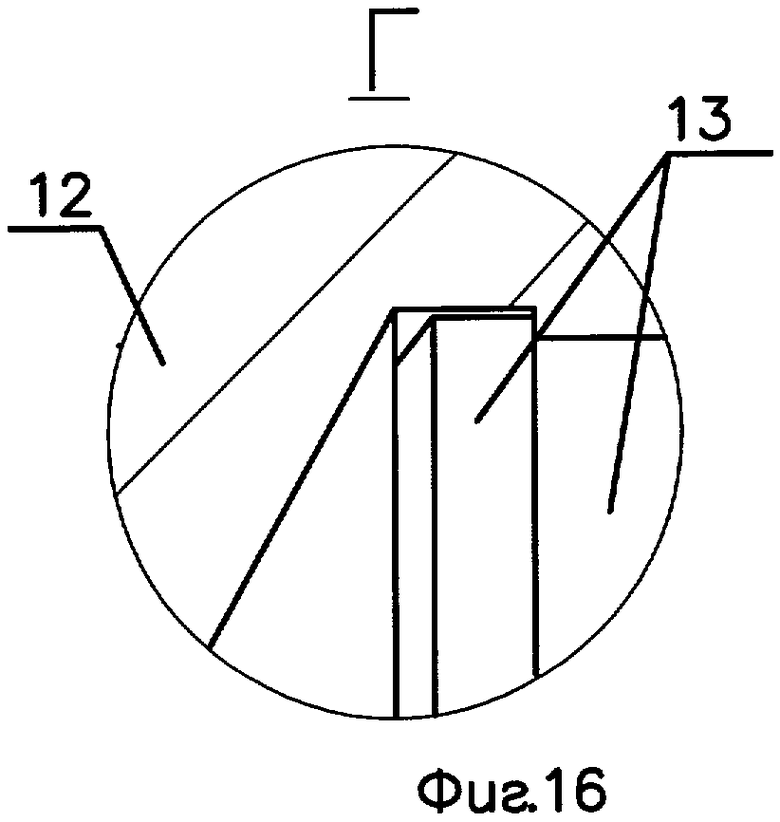
На фиг.15, 16 показаны выносные элементы в увеличенном масштабе.
На фиг.17, 18, 19, 20, 21 показаны этапы соединения базовой части составного контакта, съемного хвостовика и провода с увеличенным сечением его токопроводящей части.
На фиг.22 показано соединение съемного хвостовика контакта с его базовой частью пайкой.
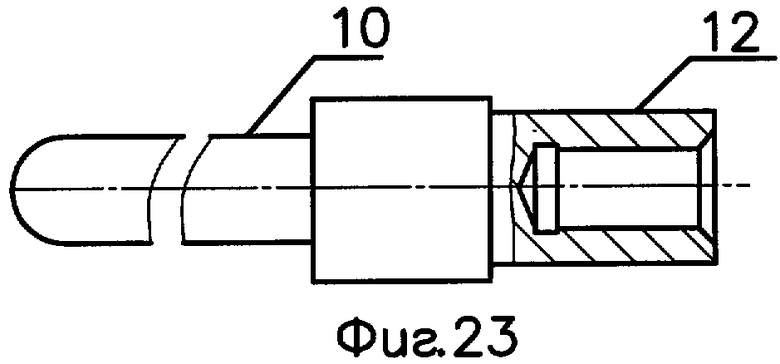
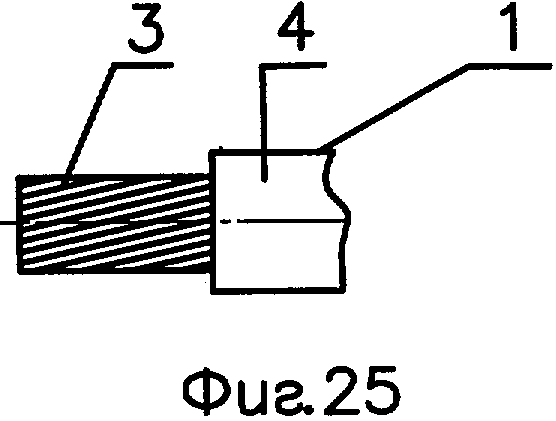
На фиг.23, 24, 25 показаны базовая часть составного контакта, съемный хвостовик, в виде трубчатой муфты, и провод, подготовленные к соединению.
На фиг.26 показан провод, введенный в указанную трубчатую муфту.
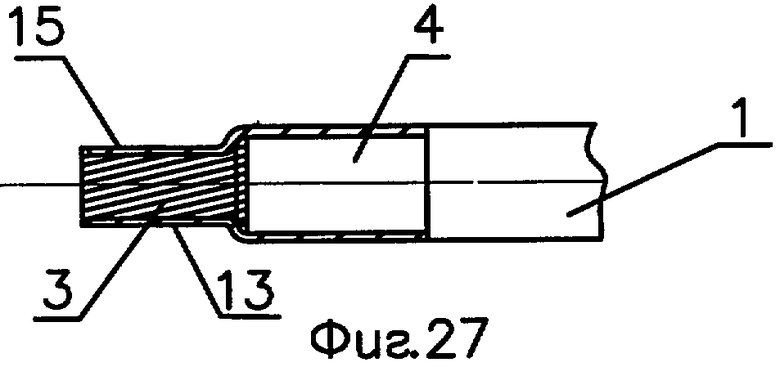
На фиг.27 показана трубчатая муфта, обжатая на провод импульсным силовым воздействием.
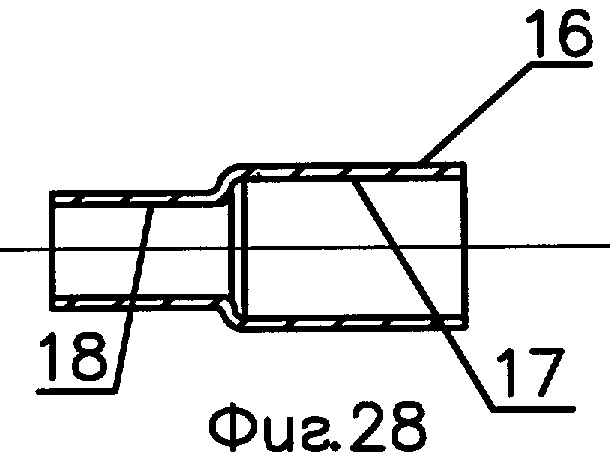
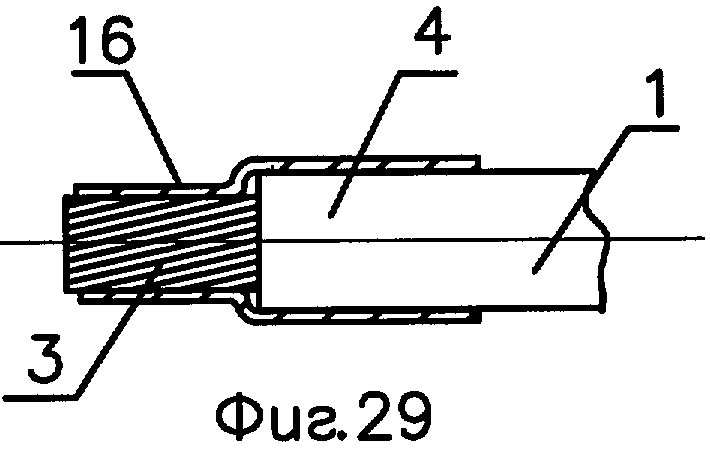
На фиг.28 показана ступенчатая трубчатая муфта.
На фиг.29 показан провод, введенный в ступенчатую трубчатую муфту.
На фиг.30 показана ступенчатая трубчатая муфта, обжатая на провод импульсным силовым воздействием.
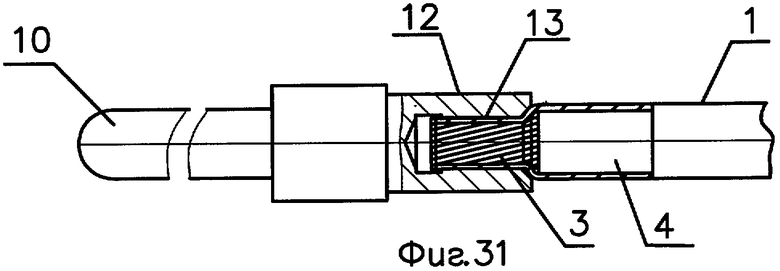
На фиг.31 показан провод с трубчатой муфтой, соединительный элемент которой введен в отверстие трубчатого наконечника базовой части составного контакта.
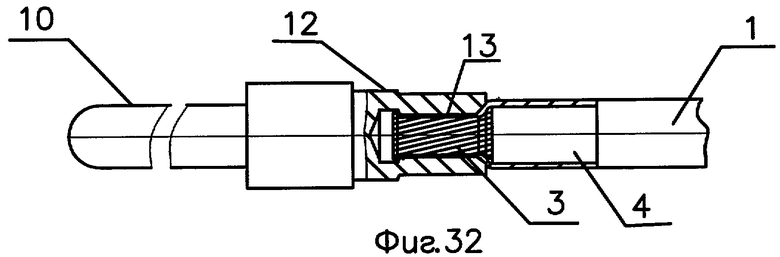
На фиг.32 показан провод с трубчатой муфтой, соединительный элемент которой вставлен в отверстие трубчатого наконечника базовой части составного контакта и соединен с ним импульсным силовым воздействием.
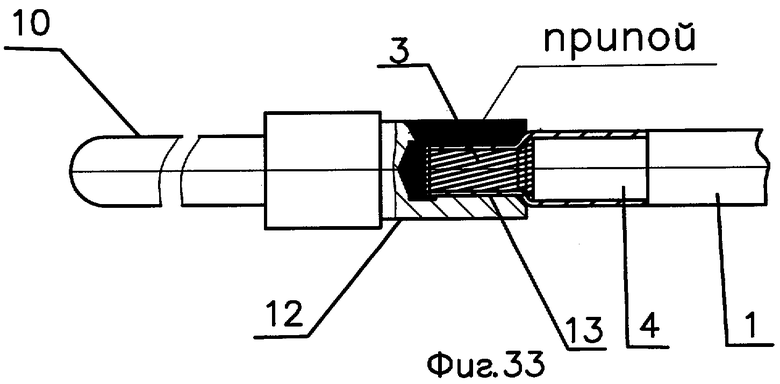
На фиг.33 показан провод с трубчатой муфтой, соединительный элемент которой вставлен в отверстие трубчатого наконечника базовой части составного контакта и соединен с ним пайкой.
При соединении проводов 1 с контактами 2 электросоединителей конец провода 1, имеющего токопроводящую часть 3, окруженную изолирующей оболочкой 4, частично освобождают от изоляции и вводят в донную часть 5 глухого ступенчатого отверстия 6, которое выполняют в хвостовике 7 контакта 2. Смежный участок провода в изолирующей оболочке 4 вводят в выходную часть 8 глухого ступенчатого отверстия 6, после чего внешним силовым воздействием хвостовик 7 контакта 2 обжимают таким образом, что внутреннюю поверхность донной части 5 глухого ступенчатого отверстия 6 внедряют в токопроводящую часть 3 провода 1, обеспечивая электрическое соединение, а внутреннюю поверхность выходной части 8 глухого ступенчатого отверстия 6 внедряют в участок изолирующей оболочки 4, обеспечивая герметизацию электрического соединения. Между выходной частью 8 глухого ступенчатого отверстия 6 и его донной частью 5 выполняют кольцевую проточку 9. Внешние и внутренние поверхности хвостовика 7 выполняют цилиндрическими с оптимальными толщинами стенок на каждой из его ступеней, а обжатие стенок хвостовика 7 производят единым импульсным, например электроимпульсным, силовым воздействием. В ряде случаев, контакт 2 выполняют составным, состоящим из базовой части 10 и съемного хвостовика 11, при этом съемный хвостовик 11 с трубчатым наконечником 12 базовой части 10 составного контакта соединяют посредством соединительных элементов 13, 14, которые выполняют на каждой из его составных частей 10 и 11, а соединение съемного хвостовика 11 с базовой частью 10 составного контакта осуществляют либо импульсным силовым воздействием, либо пайкой. Соединительные элементы 13, 14 каждой из частей 10, 11 составного контакта выполняют в виде стержня 13, на стороне съемного хвостовика 11, обращенной к базовой части 10 контакта, и ответного отверстия 14 в трубчатом наконечник 12 базовой части 10 контакта. Для повышения эффективности способа, в ряде случаев съемный хвостовик контакта выполняют в виде тонкостенной трубчатой муфты 15, в которую вводят конец провода 1 и внешним импульсным силовым воздействием одновременно обжимают изоляционную оболочку 4 провода 1 и его токопроводящую часть 3, образуя соединительный элемент 13 для соединения с базовой частью 10 составного контакта, а их соединение осуществляют либо внешним импульсным силовым воздействием на трубчатый наконечник 12 базовой части контакта, либо пайкой. В тех случаях, когда разница в размерах между внешним диаметром изолирующей оболочки 4 провода 1 и его токопроводящей частью 3 велика, трубчатую муфту 15 импульсным силовым воздействием в сторону оправки или матрицы превращают в ступенчатую 16 таким образом, что при вводе в нее конца провода 1 ступенью с большим диаметром 17 охватывают изоляционную оболочку 4 провода 1, а ступенью с меньшим диаметром 18 охватывают его токопроводящую часть 4, после чего ступенчатую муфту 16 обжимают на проводе 1 с образованием соединительного элемента 13, который соединяют с трубчатым наконечником базовой части 12 контакта.
В качестве базовой части составного контакта могут быть использованы контакты серийно выпускаемых отечественных и импортных электросоединителей.
Заявителями проведены эксперименты по соединению контактов серийно выпускаемых отечественных электросоединителей типа СНЦ23 и 2РМ с многожильными монтажными проводами, в том числе, с электропроводящими жилами, выполненными из облегченного алюминиевого сплава.
Предложенный способ позволяет:
- обеспечить надежное соединение проводов с контактами соединителей при любом из возможных сочетаний материалов и покрытий проводов и контактов;
- обеспечить минимальное переходное сопротивление в местах соединений;
- обеспечить высокую стабильность соединения, не зависящую от исполнителя;
- обеспечить высокую производительность труда, за счет кратковременности импульсных силовых воздействий, обеспечения возможности одновременного выполнения всех соединений провода с контактом, в том числе составным, одним силовым импульсом, а также за счет обеспечения возможности одновременного соединения группы контактов и проводов единым электроимпульсным силовым воздействием;
- обеспечить возможность соединения проводов из любых материалов к любым типам соединителей, выпускаемых промышленностью,
- обеспечить существенное снижение веса бортовой кабельной сети изделий за счет применения проводов из материалов с малым удельным весом;
- обеспечить возможность соединения контактов соединителей с проводами увеличенного сечения;
- обеспечить высокую экологическую чистоту технологии изготовления кабельных сетей,
- обеспечить высокую эффективность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| УГЛОВОЙ ПАТРУБОК (КОЖУХ) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2519837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ ОТСЕКОВ ИЗДЕЛИЙ | 2002 |
|
RU2314202C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2403659C2 |
| УГЛОВОЙ ПАТРУБОК ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2360340C1 |
| Универсальный патрубок (кожух) электросоединителя с разнонаправленным выводом кабельного ствола | 2015 |
|
RU2614943C2 |
| СБОРНО-РАЗБОРНАЯ СПИРАЛЬНАЯ АНТЕННА | 1992 |
|
RU2046471C1 |
| СПОСОБ УПЛОТНЕНИЯ | 2001 |
|
RU2205321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МОНТАЖНОЙ ПАНЕЛИ | 2009 |
|
RU2481441C2 |












Изобретение относится к области электротехники и может быть использовано при изготовлении кабельной сети в различных областях техники. Способ соединения проводов с контактами электросоединителей, состоит в том, что конец провода, имеющего токопроводящую часть, окруженную изолирующей оболочкой, частично освобождают от изоляции и вводят в донную часть глухого ступенчатого отверстия, которое выполняют в хвостовике контакта, при этом смежный участок провода в изолирующей оболочке вводят в выходную часть глухого ступенчатого отверстия, после чего внешним силовым воздействием хвостовик контакта обжимают таким образом, что внутреннюю поверхность донной части глухого ступенчатого отверстия внедряют в токопроводящую часть провода, обеспечивая электрическое соединение, а внутреннюю поверхность выходной части глухого ступенчатого отверстия внедряют в участок изолирующей оболочки, обеспечивая герметизацию электрического соединения. Контакт выполняют составным, включающим базовую часть контакта и съемный хвостовик, при этом съемный хвостовик контакта с его базовой частью соединяют посредством соединительных элементов, которые выполняют на каждой из его составных частей. Соединение хвостовика контакта с его базовой частью осуществляют либо импульсным силовым воздействием, либо пайкой. Изобретение повышает надежность соединения. 33 ил.
Способ соединения проводов с контактами электросоединителей, при котором конец провода, имеющего токопроводящую часть, окруженную изолирующей оболочкой, частично освобождают от изоляции и вводят во внутреннюю часть съемного хвостовика контакта, имеющего базовую часть с присоединительным элементом, после чего внешним силовым воздействием хвостовик контакта обжимают таким образом, что внутренние его поверхности внедряют в токопроводящую часть провода, обеспечивая электрическое соединение, и в участок изолирующей оболочки, обеспечивая герметизацию места соединения, отличающийся тем, что съемный хвостовик контакта электросоединителя с присоединенным проводником вводят в присоединительный элемент базовой части контакта электросоединителя и соединяют их между собой методом пайки с обеспечением герметичности соединения.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5408743 A, 25.04.1995 | |||
| Рассев | 1937 |
|
SU53819A1 |
| Способ соединения конца многожильного кабеля с наконечником | 1983 |
|
SU1309128A1 |
| СПОСОБ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 2005 |
|
RU2305880C2 |
| Установка для подъема жидкости из скважины | 1979 |
|
SU872728A1 |

