Изобретение относится к области промышленного производства, к той его части, которая занята обработкой металлов давлением.
В настоящее время операции раздачи и обжима полых деталей выполняются на гидравлических, пневматических, либо механических прессах с помощью промежуточных сред (резины, жидкости и т.д.).
Недостатком указанных устройств является необходимость использования сложной технологической оснастки и дорогосостоящего оборудования, например гидравлических прессов, что в значительной мере усложняет и удорожает весь технологический процесс формовки деталей.
Наиболее близким к заявляемому устройству является техническое решение, в котором используется разъемная обойма с подвижными элементами приводимыми в движение клиновой оснасткой [1].
Недостатком этого решения является необходимость использования дорогостоящего силового оборудования для перемещения клиновых вставок.
Задачей предлагаемого технического решения является создание простого, более дешевого и технически эффективного устройства для формовки полых деталей.
Задача достигается тем, что в известном устройстве подвижные элементы разъемной обоймы имеют токопроводящие поверхности, обращенные в сторону токопровода, выполненного в виде спирали, начало и конец которой подключены к выводам источника переменного тока, при этом токопроводящие поверхности соседних подвижных элементов разъемной обоймы соединены между собой гибкими токопроводами.
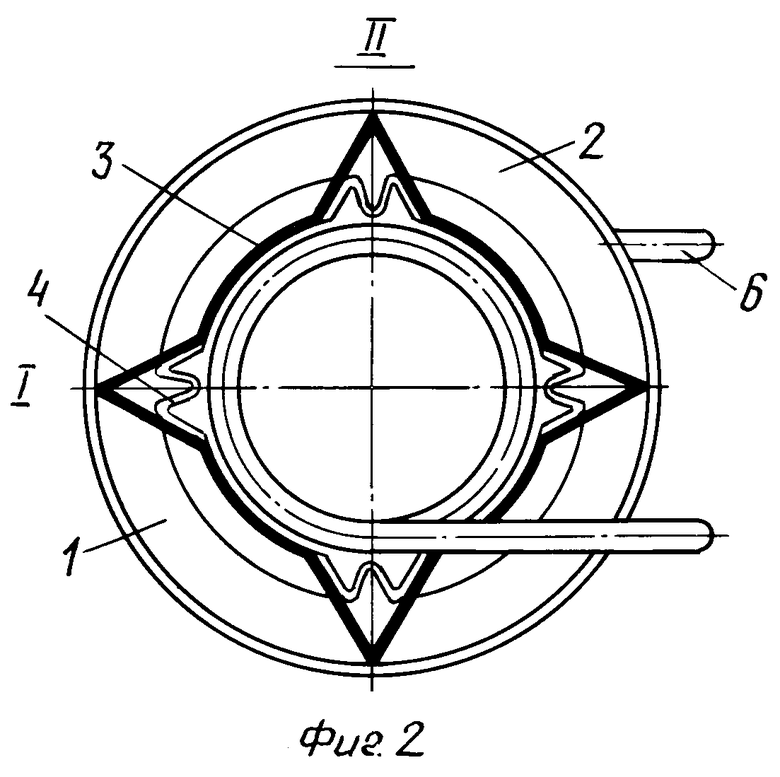
На фиг.1 показан осевой разрез предлагаемого устройства для раздачи.
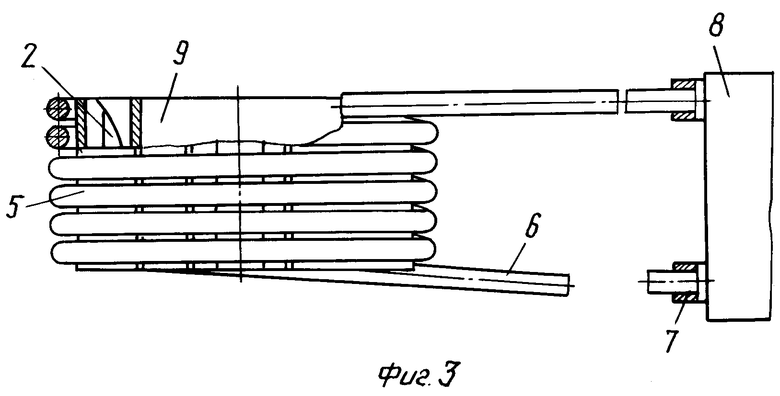
На фиг.2 показан вид сверху предлагаемого устройства для раздачи.
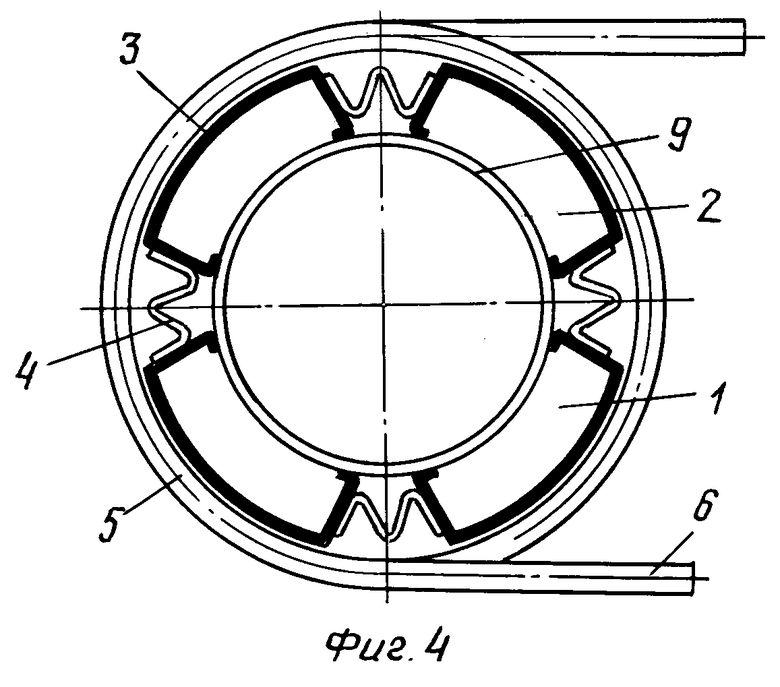
На фиг.3 показан частичный осевой разрез устройства для обжима.
На фиг.4 показан вид сверху на устройство для обжима.
Устройство для формовки включает разъемную обойму, состоящую из ряда подвижных элементов 2. Подвижные элементы 2 имеют токопроводящие поверхности 3, которые соединены между собой гибкими токопроводами, токопроводниками 4. Токопроводящие поверхности 3 подвижных элементов 2 обращены в сторону токопроводящей спирали 5, начало и конец 6 которой подключены к выводам 7 источника переменного тока 8. В качестве источника переменного тока используется, например, генератор импульсных токов (ГИТ).
ГИТ позволяет точно дозировать количество энергии, передаваемое в спираль, что обеспечивает стабильность степени деформации детали 9.
Таким образом, предлагаемое устройство позволяет сравнительно простыми средствами получать детали, выполненные с требуемой точностью. При этом данная технология может быть эффективна при использовании как на больших промышленных предприятиях, так и в сравнительно малых производствах, например в ремонтных мастерских.
Источники информации
1. Романовский В.П. Справочник по холодной штамповке. Издательство Машиностроение. Л., 1979, с. 226-228.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ | 2003 |
|
RU2254955C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2205319C2 |
| СПОСОБ УПЛОТНЕНИЯ | 2001 |
|
RU2205321C2 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2211512C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ С КОНТАКТАМИ ЭЛЕКТРОСОЕДИНИТЕЛЕЙ | 2009 |
|
RU2414782C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2002 |
|
RU2217258C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для раздачи. Устройство содержит элементы разъемной обоймы и токоподвод в виде спирали, концы которой подключены к выводам источника переменного тока, элементы разъемной обоймы, не обращенные к детали имеют токопроводящие поверхности и соединены между собой гибкими токопроводами. Упрощается конструкция. 4 ил.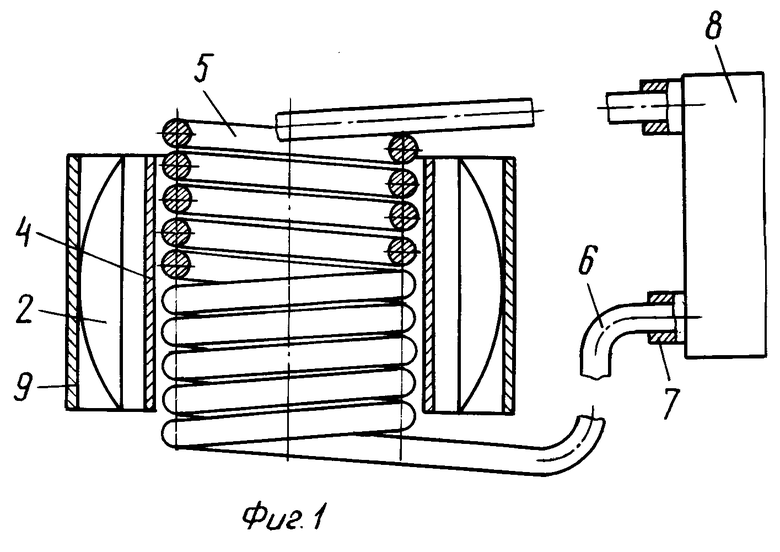
Устройство для раздачи полых деталей, содержащее элементы разъемной обоймы, токопровод в виде спирали, начало и конец которой подключены к выводам источника переменного тока, отличающееся тем, что поверхности элементов разъемной обоймы, не обращенные к детали, выполнены токопроводящими и соединены между собой гибкими токопроводами.
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1983 |
|
SU1103420A1 |
| Индуктор для раздачи трубчатых заготовок давлением импульсного магнитного поля | 1975 |
|
SU541543A1 |
| US 3599461, 17.06.1971. | |||

