Изобретение относится к устройствам для формования термопластичных материалов, а именно к устройствам, предназначенным для изготовления длинномерных профильных изделий из пластмасс.
Известна установка для изготовления лент из термопластичных материалов (А.с. №929443, В 29 D 7/02, Бюл. №19, 1982 г.), содержащая последовательно установленные экструдер с экструзионной головкой, снабженной мундштуком с боковыми стенками, каландр с формующими валками, привод вращения формующих валков и регулировочный датчик со штоком.
Однако данная установка не может быть использована для изготовления тонких профильных лент из термопластов, т.к. не позволяет получить тонкую ленту, а также не содержит устройств для регулирования температуры валков, без которых невозможно на тонкой ленте создать необходимый профиль, требуется обрезка лишних кромок ленты.
Известно также устройство для изготовления полос из термопластов (А.с. №685508, В 29 D 7/02, Бюл. №34, 1979 г.), содержащее экструдер с формующей головкой, калибрующие валки, приемный валок, расположенный между формующей головкой и калибрующими валками, и режущий инструмент.
Но и это устройство не может быть использовано для изготовления тонких профильных лент из термопластов, т.к. предназначено для гладких лент, не позволяет получить тонкую ленту и имеет сложную конструкцию режущих ножей, требуется обрезка лишних кромок ленты.
Наиболее близким по технологической сущности и получаемому результату является устройство для формования профильно-длинномерных изделий (А.с. №1024290, В 29 D 7/02, Бюл. №23, 1983 г.), содержащее экструдер с экструзионной головкой и два валка, смонтированных с возможностью противоположного вращения, один из которых выполнен с гладкой цилиндрической поверхностью, а другой - с профилирующей частью, соответствующей профилю получаемого изделия.
Но данное устройство предназначено для высокого профиля и не может быть использовано для получения тонкой профильной ленты, а также не содержит устройств для регулирования температуры валков, без которых невозможно создать на тонкой ленте необходимый профиль, требуется обрезка лишних кромок ленты.
Задача изобретения - повышение качества изготовления тонких профильных лент из термопластов; упрощение конструкции устройства.
Поставленная задача достигается тем, что устройство для изготовления тонких профильных лент из термопластов содержит экструдер с плоскощелевой головкой, два валка, смонтированных с возможностью противоположного вращения, один из которых выполнен с профилирующей частью, а другой - с гладкой цилиндрической поверхностью, новым является то, что валок с профилирующей частью выполнен с рельефным профилем, обратным необходимому профилю на ленте, а валок с гладкой цилиндрической поверхностью содержит две кольцевые проточки, которые расположены на расстоянии друг от друга, соответствующем ширине получаемой ленты, причем оба валка выполнены с каналами для охлаждения, при этом устройство дополнительно снабжено тянущими валками и отрезным механизмом.
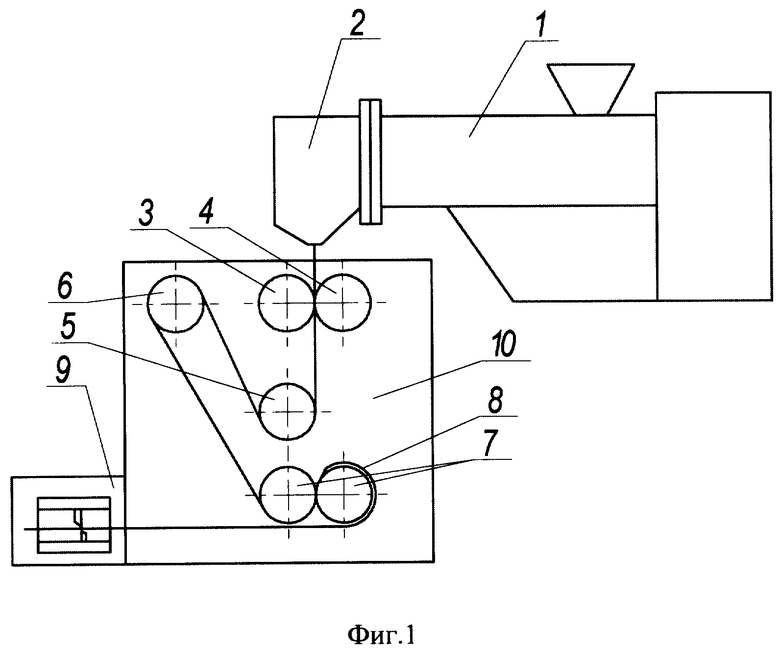
На фиг.1 представлено предлагаемое устройство; на фиг.2 - профилирующие валки; на фиг.3 - фрагмент получаемой ленты; на фиг.4 - профиль получаемой ленты.
Устройство содержит экструдер 1 с плоскощелевой экструзионной головкой 2, профилирующие валки 3 и 4, приводной валок 5, свободно вращающийся валок 6, тянущие обрезиненные валки 7, направляющий желоб 8, отрезной механизм 9. Все валки, их опоры и привод (на фиг.1 не показаны) смонтированы на плите 10.
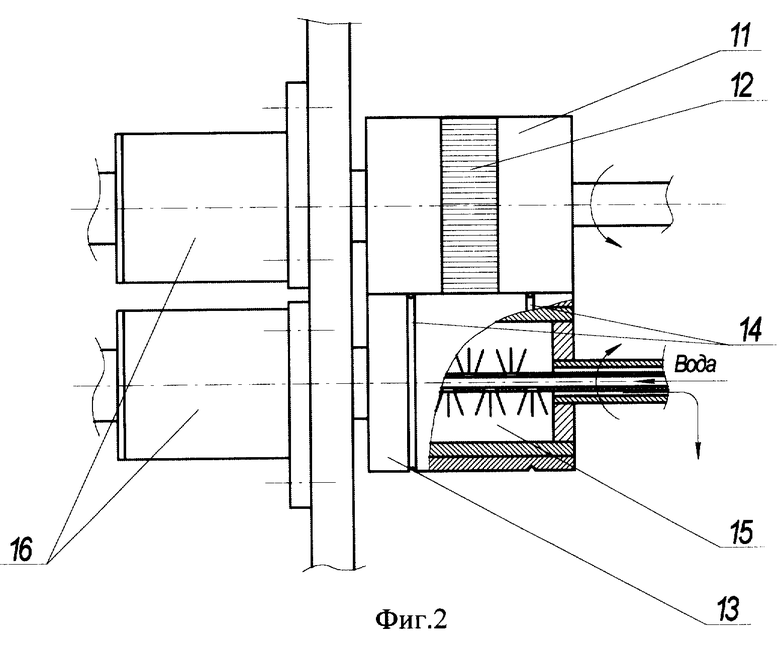
Из фигуры 2 следует, что один из профилирующих валков 11 имеет рельефный профиль 12, обратный по рисунку необходимому профилю на ленте. Второй валок 13 имеет две кольцевые проточки 14, которые формуют по краям ленты буртики. При этом каждый валок имеет полость 15 для охлаждающей жидкости (воды) и системы ее подачи и отвода (на фиг.2 не показаны). Кольцевые проточки 14 компенсируют незначительные колебания производительности экструдера, тем самым сохраняется постоянная ширина ленты, что повышает качество выпускаемого изделия. Так как ширина ленты остается постоянной, то не требуется применять устройства для обрезания боковых кромок ленты, тем самым упрощается конструкция установки.
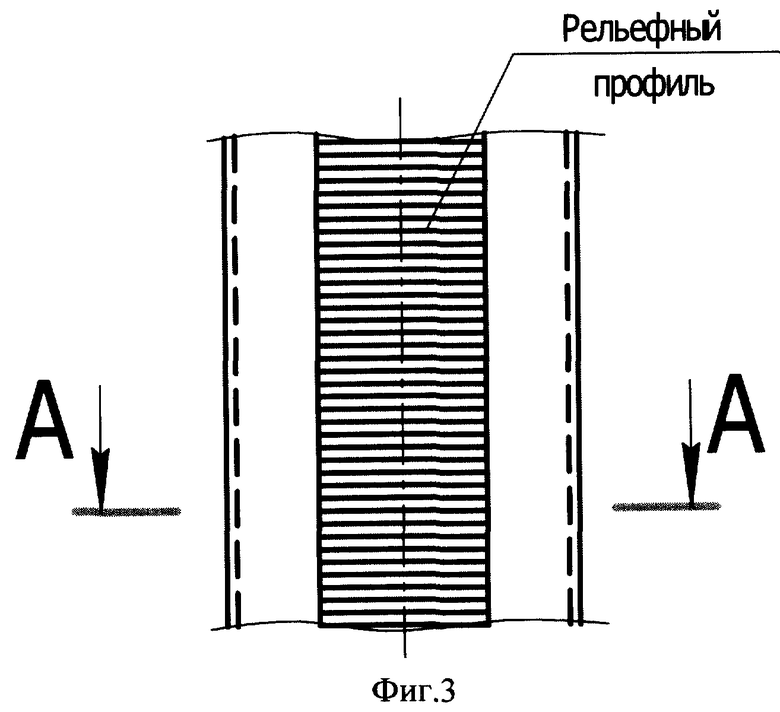
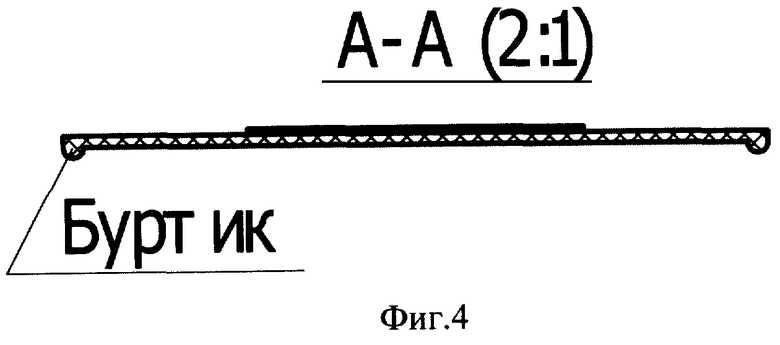
Устройство работает следующим образом. Горячая полимерная лента с помощью экструдера 1 (Фиг.1) выдавливается из плоскощелевой экструзионной головки 2 и попадает на профилирующие валки 3 и 4, где принимает необходимый профиль, например, в виде зубчатой насечки по центру ленты (Фиг.3), и охлаждается. Кольцевые проточки на гладком валке формуют по краям ленты буртики (Фиг.4), с помощью которых компенсируются незначительные колебания производительности экструдера. Далее спрофилированная лента огибает валки 5 и 6, дополнительно охлаждаясь на воздухе. С помощью тянущих обрезиненных валков 7 лента проталкивается по желобу 8 к отрезному механизму 9, который режет ленту на отрезки необходимой длины.
На поверхность ленты можно наносить любой мелкий профиль. Кольцевые проточки компенсируют незначительные колебания производительности экструдера, тем самым сохраняется постоянная ширина ленты, что повышает качество выпускаемого изделия. Так как ширина ленты остается постоянной, то не требуется применять устройства для обрезания боковых кромок ленты, тем самым упрощается конструкция установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОРС ДЛЯ МЕТЛЫ, ЛИНИЯ ПО ЕГО ПРОИЗВОДСТВУ И УЗЕЛ ВТОРОЙ ПРОТЯЖКИ НИТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ ВОРСА ДЛЯ МЕТЛЫ | 2009 |
|
RU2411891C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 2000 |
|
RU2181665C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ФИБРЫ ИЗ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2415975C1 |
| Устройство для формования профильно-длинномерных изделий | 1982 |
|
SU1024290A1 |
| ПРОИЗВОДСТВА АРМИРОВАННЫХПЛЕНОК из | 1972 |
|
SU330035A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| АМОРФНАЯ ПРОЗРАЧНО ОКРАШЕННАЯ ПЛАСТИНА ИЗ КРИСТАЛЛИЗУЕМОГО ТЕРМОПЛАСТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1996 |
|
RU2160666C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
Устройство относится к химической промышленности и применяется для изготовления длинномерных профильных изделий из пластмасс. Содержит экструдер с плоскощелевой головкой, два валка, смонтированных с возможностью противоположного вращения, один из которых выполнен с профилирующей частью, а другой - с гладкой цилиндрической поверхностью. Валок с профилирующей частью выполнен с рельефным профилем, обратным необходимому профилю на ленте. Валок с гладкой цилиндрической поверхностью содержит две кольцевые проточки, которые расположены на расстоянии друг от друга, соответствующем ширине получаемой ленты. Оба валка выполнены с каналами для охлаждения, при этом устройство дополнительно снабжено тянущими валками и отрезным механизмом. Данное техническое решение позволяет повысить качество изготовления тонких профильных лент из термопластов и упрощает конструкцию устройства. 4 ил.
Устройство для изготовления тонких профильных лент из термопластов, содержащее экструдер с плоскощелевой головкой, два валка, смонтированные с возможностью противоположного вращения, один из которых выполнен с профилирующей частью, а другой - с гладкой цилиндрической поверхностью, отличающееся тем, что валок с профилирующей частью выполнен с рельефным профилем, обратным необходимому профилю на ленте, а валок с гладкой цилиндрической поверхностью содержит две кольцевые проточки, которые расположены на расстоянии друг от друга, соответствующем ширине получаемой ленты, причем оба валка выполнены с каналами для охлаждения, при этом устройство дополнительно снабжено тянущими валками и отрезным механизмом.
| Устройство для формования профильно-длинномерных изделий | 1982 |
|
SU1024290A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 2000 |
|
RU2181665C1 |
| Барабан для изготовления полимер-НыХ плЕНОчНыХ МАТЕРиАлОВ | 1979 |
|
SU816768A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

