(Л CZ
//
to
4:: to
со
Изобретение относится к устройствам для формования термопластичных материалов, а именно к устройствам, предназначенным для формования профильных изделий из пластмасс и резиновых (уплотнительные элементы, плинтусы и др).
Известно устройство для формования профильных изделий, содержащее экструдер с экструзионной головкой и формующий инструмент, имеющий конфигурацию внутренней полости, сооответствующей профилю получаемого изделия 1.
Недостатком данного устройства является то, что формование профильных изделий, имеющих резкие переходы в поперечном сечении, связано с трудностями вследствие больщого гидравлического сопротивления участков резкого перехода в профиле инструмента и уменьщения скорости движения полимера при приближении к стенкам канала инструмента. Это приводит, в частности, при переработке высоконаполненных резиновых смесей к «забиванию полимером резких переходов и, следовательно, к сильному искажению профиля изделия.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для формования профильно-длинномерных изделий, содержащее экструдер с экструзионной головкой и два валка, смонтированные с возможностью противоположного вращения,- один из которых выполнен с гладкой цилиндрической поверхностью, а другой выполнен с профилирующей частью, соответствующей профилю получаемого изделия 2.
Недостатком известного устройства является то, что скорость течения материала по высоте профиля в данной конструкции является неравномерной вследствии разности линейных скоростей по поверхности профильного валка. Поэтому выходящий из оформляющих поверхностей материал имеет различную, убывающую по высоте профиля, скорость. Вследствие этого на поверхности профилируемой заготовки, прилегающей к оформляющей части профильного валка, образуются разрывы, трещины, задиры, а при свободном отборе в этом случае происходит «закручивание экструдируемой заготовки нессиметричного профиля.
Целью изобретения является повыщение качества изделия за счет обеспечения выравнивания по высоте профиля скорости течения материала.
Указанная цель достигается тем, что в устройстве для формования профильно-длинномерных изделий, содержащем экструдер с
экструзионной головкой и два валка, смонтированные с возможностью противоположного вращения, один из которых выполнен с гладкой цилиндрической поверхностью, а другой - с профилирующей частью, соответствующей профилю получаемого изделия, профилирующая часть валка выполнена в виде набора колец, установленных с возможностью их свободного вращения относительно друг друга.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство для формования профильных
изделий содержит экструдер 1 со щнеком 2,
. экструзионную головку 3, мундщтук 4, ниж5 НИИ вращаю цийся валок 5 и верхний профилирующий вращающийся валок 6. Мундщтук 4 на конце имеет проточки, соответствующие радиусам валков 5 и 6. Профилирующий валок 6 состоит из корпусов 7 и 8, между которыми установлены наборные коль0 ца- 9, образующие заданный профиль изделия, которые установлены на бронзовую втулку 10 и разделены металлическими щариками 11.
Устройство работает следующим обра5 30м.
Расплав полимера из экструдера 1 попадает в мундщтук 4, затем захватывается вращающимися валками 5, и 6, и продавливаемый через зазор, оформляется нижним с цилиндрической поверхностью валком 5
0 и верхним профильным валком 6. При этом профилеобразующие кольца 9, имеющие возможность свободного вращения относительно друг друга, вращаются с различными угловыми скоростями, обеспечивая примерное равенство линейных скоростей течения материала и поверхности валка 6. Для обеспечения легкости вращения в кольцах 9 сделаны кольцевые проточки, в которые вставлены металлические щарики 11, а сами кольца 9 посажены на бронзовую втулку 10.
Q Таким образом, устройство позволяет обеспечить равенство линейных скоростей движения материала и валков по сечению проточки и тем самым исключить появление разрывов, трещин, задиров в материале, что ведет к улучщению качества изделия.
5 Кроме того, имея в распоряжении набор различных колец, можно составить щирокий ассортимент профилей, получаемых без замены валка.
Использование изобретения позволит повысить качество заготовки, исключив появление разрывов, трещин, задиров, возникающих вследствие неравномерного распределения скоростей течения полимера.
вид А / /О
Фиг. 2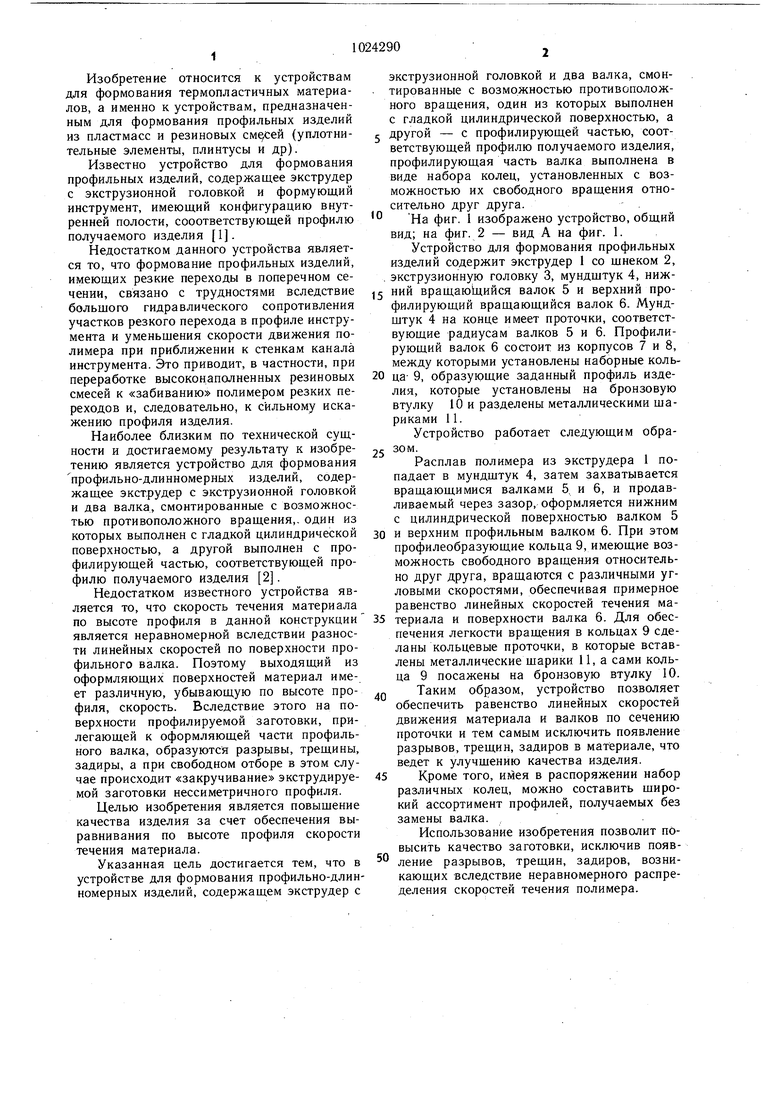

УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ П1РОФИЛЬНО-ДЛИННОМЕРНЫХ ИЗДЕЛИЙ содержащее экструдер с экструзионной головкой и два валка, смонтированные с возможностью противоположного вращения, один из которых выполнен с гладкой цилиндрической поверхнстью, а другой - с профилирующей частью, соответствующей профилю получаемого изделия, отличающееся тем, что, с целью повышения качества- изделия за счет обеспечения выравнивания по высоте профиля скорости течения материала, профилирующая часть валка выполнена в виде набора колец, установленных с возможностью их свободного вращения относительно друг друга.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бекин Н | |||
| Г., Шанин Н | |||
| П | |||
| Оборудование заводов резиновой промышленности Л., «Химия, 1969, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU301283A1 |
| Солесос | 1922 |
|
SU29A1 |
