Изобретение относится к устройствам для формования термопластичных материалов, а именно к устройствам, предназначенным для формования фасонных изделий из пластмасс и резиновых смесей (уплотнительные элементы, плинтусы, фурнитура, развертки и др.).
Известно устройство для формования профильных изделий, содержащее экструзионную головку, имеющую профилирующие каналы, соответствующие профилю получаемого изделия (RU 96122513 A, 20.01.1999).
Недостатком данного устройства является то, что формование профильных изделий, имеющих резкие переходы в поперечном сечении, связано с трудностями вследствие большого гидравлического сопротивления участков резкого перехода в профиле инструмента и уменьшения скорости движения полимера при приближении к стенкам канала инструмента. Это приводит, в частности, при переработке высоконаполненных резиновых смесей к сильному искажению профиля изделия. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для формования профильно-длинномерных изделий, содержащее экструдер с экструзионной головкой и два валка, смонтированных с возможностью противоположного вращения, один из которых выполнен с гладкой поверхностью, а другой - с профилирующей частью, соответствующей профилю получаемого изделия, в виде набора колец, установленных с возможностью их свободного вращения относительно друг друга (SU 1024290 A1, 23.06.1983).
Недостатком известного устройства является невозможность получения с помощью данного устройства сложного фасонного профиля (например, Т-образного, Г-образного и др.), поскольку вращающийся верхний валок не допускает получения непрерывной экструдируемой заготовки сложного профиля.
Задачей является получение длинномерных изделий фасонного профиля на экструзионно-валковом оборудовании.
Для решения указанной задачи предлагается устройство для формования длинномерных изделий фасонного профиля, содержащее экструдер и экструзионную головку, два валка, смонтированных с возможностью противоположного вращения. На один из указанных валков и на дополнительный валок натянуты две профилеобразующие ленты, причем проточки для лент на дополнительном валке расположены на расстоянии, обеспечивающем расхождение лент для освобождения сформированного профиля изделия, а на другом валке выполнена одна проточка, обеспечивающая смыкание лент, при котором образуется полость, соответствующая профилю получаемого изделия.
Устройство может содержать второй дополнительный вращающийся валок для отбора получаемого изделия, а экструзионная головка может быть снабжена выступом для прижимания ленты к валку.
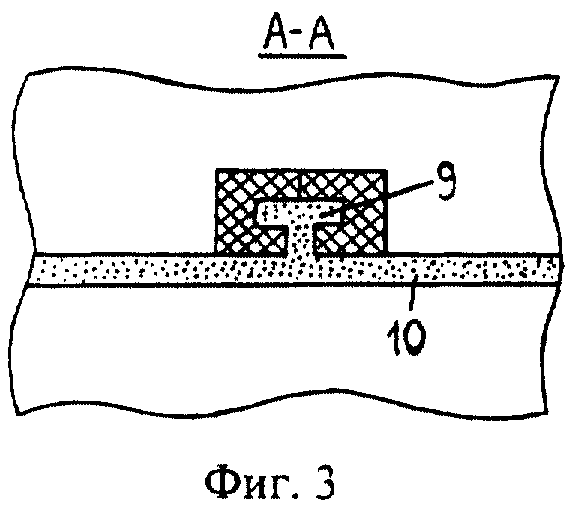
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид сверху на фиг. 1; на фиг.3 - вид А на фиг.1.
Устройство для формования длинномерных изделий фасонного профиля содержит экструзионную головку 1, нижний вращающийся валок 2, верхний профилирующий вращающийся валок 3 и две профилеобразующие ленты 4. Ленты натянуты верхним валком 3 и дополнительным вращающимся валком 5. В обоих валках 3 и 5 сделаны проточки для профилеобразующих лент 4 таким образом, что ленты на валке 3 расположены вплотную друг к другу, а на валке 5 между лентами существует определенное расстояние. Получаемый экструдируемый профиль 6 отбирается с помощью вращающегося принимающего валка 7. Верхняя половина экструзионной головки 1 содержит вставку 8 с направляющим выступом, прижимающую ленты 4 к поверхности валка 3. Экструзионная головка 1 на конце имеет проточки, соответствующие радиусу валков 2 и 3.
Устройство работает следующим образом.
Расплав полимера проходит через экструзионную головку 1 и захватывается вращающимися валками 2 и 3 и лентами 4, а затем, продавливаемый через зазор, оформляется нижним с цилиндрической поверхностью валком 2 и профилеобразующими лентами 4. Ленты, выполненные из упругого материала, сходясь на валке 3, образуют верхнюю фасонную часть профиля 9, а гладкая поверхность валка 3 формирует основание 10 прямоугольного сечения. Затем ленты 4 плавно разводятся валком 5, освобождая готовый профиль сложной конфигурации. При этом линейная скорость движения лент 4 и валка 3 в момент выхода экструдируемого материала из мундштука одинакова.
Таким образом, устройство позволяет получать длинномерные изделия фасонного профиля на экструзионно-валковом оборудовании.
Кроме того, имея в распоряжении набор лент различной конфигурации, можно создать ассортимент профилей, получаемых без замены головки и валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования профильно-длинномерных изделий | 1982 |
|
SU1024290A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКИХ ПРОФИЛЬНЫХ ЛЕНТ ИЗ ТЕРМОПЛАСТОВ | 2004 |
|
RU2254998C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ СИНУСОИДАЛЬНОГО ПРОФИЛЯ | 2010 |
|
RU2440242C1 |
| ВОРС ДЛЯ МЕТЛЫ, ЛИНИЯ ПО ЕГО ПРОИЗВОДСТВУ И УЗЕЛ ВТОРОЙ ПРОТЯЖКИ НИТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ ВОРСА ДЛЯ МЕТЛЫ | 2009 |
|
RU2411891C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |

Устройство относится к устройствам для формования термопластичных материалов и используется для формования фасонных изделий из пластмасс и резиновых смесей. Содержит экструдер с экструзионной головкой и два валка, смонтированных с возможностью противоположного вращения. На один из указанных валков и на дополнительный валок натянуты две профилеобразующие ленты. Проточки для лент на дополнительном валке расположены на расстоянии, обеспечивающем расхождение лент для освобождения сформированного профиля изделия, а на другом валке выполнена одна проточка, обеспечивающая смыкание лент, при котором образуется полость, соответствующая профилю получаемого изделия. Данная конструкция устройства позволяет увеличить ассортимент длинномерных изделий различных профилей без замены экструзионной головки. 3 ил.
Устройство для формования длинномерных изделий фасонного профиля, содержащее экструдер с экструзионной головкой и два валка, смонтированных с возможностью противоположного вращения, отличающееся тем, что на один из указанных валков и на дополнительный валок натянуты две профилеобразующие ленты, причем проточки для лент на дополнительном валке расположены на расстоянии, обеспечивающем расхождение лент для освобождения сформированного профиля изделия, а на другом валке выполнена одна проточка, обеспечивающая смыкание лент, при котором образуется полость, соответствующая профилю получаемого изделия.
| Устройство для формования профильно-длинномерных изделий | 1982 |
|
SU1024290A1 |
| RU 96122513 А, 20.01.1999 | |||
| Головка к экструдеру для изготовления профильных лент | 1984 |
|
SU1171344A1 |
| Способ получения кондиционированного гранулированного удобрения | 1972 |
|
SU461488A3 |
