Предлагаемое изобретение относится к цветной металлургии и может быть использовано при получении алюминия электролизом.
Значительные влияния на магнитогидродинамические и энергетические характеристики алюминиевого электролизера оказывают магнитные поля как собственного электролизера, так и соседних работающих электролизеров.
Следствием воздействий электромагнитных полей на катодный металл и электролит являются деформации поверхности катодного металла в виде перекосов и волн, что приводит к дестабилизации технологического режима, и снижение технико-экономических показателей процесса электролиза.
Основные требования, предъявляемые к эффективно работающей ошиновке, заключаются в следующем:
- минимизация и симметрия поперечной составляющей магнитной индукции By;
- минимизация, симметрия и знакопеременность относительно продольной и поперечной осей вертикальной составляющей магнитной индукции Bz.
Выявление этих требований приводит к уменьшению скорости циркуляции расплава и снижению величины перекоса поверхности раздела металл-электролит.
Требуемых результатов можно достигать, например, дифференцированным распределением токовой нагрузки.
Известен способ ошиновки алюминиевых электролизеров с двусторонним токоподводом к аноду при двухрядном продольном расположении электролизеров в корпусе, в котором сечение обводного пакета на ближней к соседнему ряду стороне электролизера выполняют большим и подключают к нему большее количество катодных стержней, чем к обводному пакету противоположной стороны электролизера. При этом распределение тока по стоякам следующее: входной левый (по ходу тока) стояк 30-32%, входной правый 36-38%, выходной левый 20-18%, выходной правый 14-12%.
Катодные и обводные шины на ближней к соседнему ряду стороне электролизера по высоте располагаются выше на 30-50 см, чем с противоположной стороны, т.е. ближе к слою расплавленного металла (А.с. СССР №356312, C 22 D 3/12, 1972 г. [1]).
Использование известного решения позволяет уменьшить перекос зеркала металла, но не устраняет отрицательного влияния поперечной составляющей магнитной индукции (циркуляция расплава). Известен способ ошиновки алюминиевых электролизеров с двухсторонним подводом тока по шинным пакетам, в котором катодные шины разделены на три самостоятельные секции, а ток к входным и выходным анодным стоякам подводят несимметрично в отношении, близком 2:1. Известное решение позволяет уменьшить перекос и циркуляцию расплавленного металла в ванне (А.с. СССР №168457, 40 С, 4 1965 г. [2]).
Недостатком известного технического решения является снижение производительности электролизеров при увеличении единичной мощности электролизера за счет роста силы тока, особенно в сериях с номинальным током выше 100 кА. С увеличением тока электролизера увеличивается магнитное поле и электромагнитные силы в расплавленном алюминии. Некомпенсированные электромагнитные силы побуждают циркуляцию расплава и перекосы его уровня, что приводит к снижению производительности процесса электролиза.
Известна ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая анодные шины, стояки, катодные стержни, разделенные на группы, каждая из которых соединена с самостоятельным пакетом катодных шин, соединенных со стояками, расположенными у входного торца электролизера, и со стояками, расположенными вдоль бортов катодного кожуха, причем анодные стояки, расположенные у борта, соединены с анодной шиной в ее середине и в точке, делящей ее длину соответственно в отношениях 1:3 и 2:3 (Патент СССР №738518, С 25 С 3/16, 1980 г., [3]).
По технической сущности, наличию сходных признаков данное решение выбрано в качестве ближайшего аналога.
К недостаткам известной схемы ошиновки следует отнести следующие:
- недостаточная компенсация магнитного поля соседнего ряда электролизеров;
- недостаточная минимизация вертикальной (Bz) и поперечной (By) составляющих магнитной индукции.
Задачей предлагаемого технического решения является повышение технико-экономических показателей процесса электролиза алюминия.
Техническим результатом является снижение величины перекоса поверхности металл-электролит, уменьшение скорости циркуляции расплава.
Технический результат достигается тем, что в ошиновке алюминиевого электролизера с верхним токоподводом при продольном двухрядном расположении электролизеров в корпусе, содержащей анодные шины, катодные шины, катодные спуски, разделенные на группы, каждая из которых соединена с отдельным пакетом катодных шин, два входных анодных стояка, расположенные у ближнего по ходу тока торца электролизера, и два выходных анодных стояка, расположенные по продольным сторонам электролизера, правый выходной стояк расположен относительно поперечной оси электролизера по ходу тока на расстоянии, составляющем 0,05-0,10 длины электролизера, а левый выходной стояк - на расстоянии, составляющем 0,035-0,125 длины электролизера.
Кроме того, ошиновка может быть выполнена с распределением токовой нагрузки по стоякам (по ходу тока), %:
правый входной 15-35
левый входной 15-35
правый выходной 15-25
левый выходной 15-25
Техническая сущность предлагаемого решения заключается в следующем.
В предлагаемом решении задачи минимизации, симметрии и знакопеременности относительно продольной и поперечной осей вертикальной составляющей магнитной индукции Bz (перекосы и волны на поверхности катодного металла) и минимизация и симметрия поперечной составляющей магнитной индукции By (скорости циркуляции расплава) решаются, в основном, местами размещения выходных анодных стояков. Несимметричное их размещение относительно поперечной оси электролизера на определенных расстояниях и позволяет в значительной мере решать поставленные задачи. Смещение стояков приводит к смещению электромагнитных потоков в расплаве и к изменению магнитно-гидродинамических характеристик расплава. Эти изменения, в конечном итоге, приводят к значительному "успокоению" расплава в ванне, к стабилизации технологического режима и, следовательно, к повышению технико-экономических показателей процесса электролиза.
От наиболее близкого аналога предлагаемая ошиновка отличается тем, что два выходных анодных стояка расположены по продольным сторонам электролизера: правый выходной стояк расположен относительно поперечной оси электролизера, по ходу тока, на расстоянии, составляющем 0,05-0,10 длины электролизера, а левый выходной - на расстоянии, составляющем 0,035-0,125 длины электролизера.
Кроме того, ошиновка выполнена с распределением токовой нагрузки по стоякам (по ходу тока),%:
правый входной 15-35
левый входной 15-35
правый выходной 15-25
левый выходной 15-25
Наличие в предлагаемом решении отличительных признаков от ближайшего аналога позволяет сделать вывод о его соответствии критерию патентоспособности изобретения "новизна".
Сравнительный анализ предлагаемого технического решения с ближайшим аналогом и другими известными в данной области близкими по технической сущности и наличию сходных признаков показал следующее:
- известен способ ошиновки алюминиевых электролизеров с двухсторонним подводом тока, в котором шины разделены на самостоятельные секции, а ток к анодным стоякам подводят несимметрично в отношении, близком 2:1 [2];
- известна ошиновка алюминиевых электролизеров в которой катодные стержни разделены на группы, каждая из которых соединена с самостоятельным пакетом катодных шин, соединенных с анодными стояками, расположенными у входного торца электролизера, и со стояками, расположенными вдоль бортов катодного кожуха, причем анодные стояки, расположенные у борта, соединены с анодной шиной в ее середине и в точке, делящей ее длину соответственно в отношениях 1:3 и 2:3 [3];
- известна ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая катодные стержни, разделенные на группы, каждая из которых соединена с отдельным пакетом катодных шин, которые соединены со стояками в начале продольных сторон катодного кожуха, а остальные со стояками, расположенными вдоль продольных сторон катодного кожуха последующего электролизера, причем один выходной стояк соединен с правой анодной шиной в точке, делящей ее длину в соотношении 1:4 (Патент РФ №2007504, С 25 С 3/16, 1994 г. [4]).
Таким образом, известны признаки, характеризующие как предлагаемое, так и другие решения:
- ошиновка алюминиевых электролизеров с верхним токоподводом при продольном двухрядном расположении электролизеров в корпусе [1-4];
- катодные спуски (стержни) разделены на группы, каждая из которых соединена с отдельным пакетом катодных шин, соединенных с анодными стояками [1-4];
- расположение входных анодных стояков у входных торцов (по ходу тока) электролизера, а выходных стояков - по продольным сторонам электролизера;
- асимметричное расположение входных анодных стояков (соединений с анодными шинами) относительно поперечной оси электролизера: в отношениях 1:3 и 2:3 по длине анодной шины [3], соединение с правой анодной шиной в точке, делящей ее длину в соотношении 1:4 [4].
Предлагаемое решение характеризуется также и отличительными признаками:
- выходные стояки расположены асимметрично, но оба на выходной стороне электролизера;
- правый выходной стояк расположен относительно поперечной оси электролизера, по ходу тока, на расстоянии, составляющем 0,05-0,1 длины электролизера;
- левый выходной стояк расположен относительно поперечной оси электролизера, по ходу тока, на расстоянии, составляющем 0,035-0,125 длины электролизера.
Расчеты МГД - характеристик на современной трехмерной модели, учитывающей влияния ферромагнитных конструкций электролизеров, а также промышленные испытания показывают, что смещение правого выходного стояка относительно поперечной оси электролизера по ходу тока более чем на 0,05-0,1 длины электролизера, и левого выходного стояка более чем на 0,035-0,125 длины электролизера, приводит к повышению поперечной (By) и вертикальной (Bz) составляющих магнитного поля в расплаве, ухудшению контуров циркуляции металла и электролита и, в конечном итоге, снижению выхода по току и производительности электролизеров.
Кроме того, предлагаемая ошиновка может быть выполнена с распределением токовой нагрузки по стоякам (по ходу тока), %:
правый входной 15-35
левый входной 15-35
правый выходной 15-25
левый выходной 15-25
Использование совокупности сходных и существенных отличительных признаков, характеризующих предлагаемое решение, позволяет получить более высокий технико-экономический результат: повышение выхода по току на 1,8% по сравнению с промышленно применяемой ошиновкой, что позволяет сделать вывод о его соответствии критерию патентоспособности изобретения "изобретательский уровень".
Изобретение иллюстрируется чертежом.
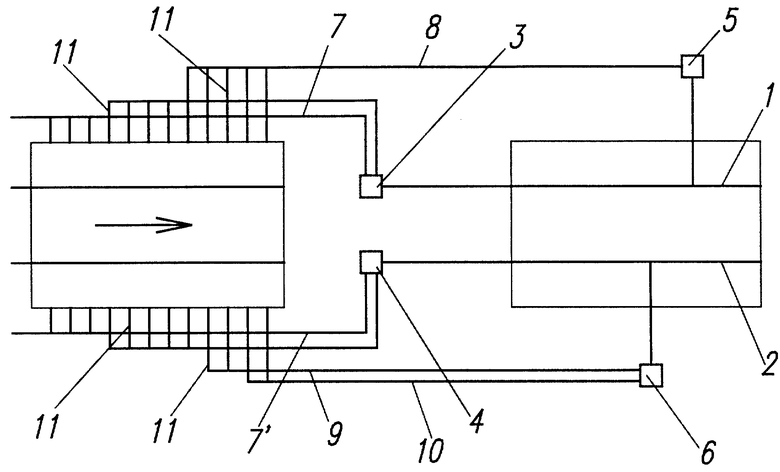
Ошиновка состоит из анодных шин 1, 2, соединенных с анодными стояками: входными 3, 4 и выходными 5, 6, токовая нагрузка на которые подается с предыдущего электролизера по пакетам катодных шин 7, 7', 8, 9, 10, каждый из которых соединен с отдельными группами катодных спусков 11.
Выходные анодные стояки соединены: левый выходной 5 с левой анодной шиной 1 в точке, расположенной на расстоянии относительно поперечной оси электролизера (по ходу тока) на 0,15 длины электролизера, правый выходной стояк 6 с правой анодной шиной 2 в точке, расположенной на расстоянии относительно поперечной оси электролизера (по ходу тока) на 0,08 длины электролизера.
Ошиновка работает следующим образом. Токовая нагрузка с ближних катодных спусков предыдущего электролизера через катодные шины 7, 7', соединенные с отдельными группами (дальних) катодных спусков 11, поступает на левый 3 и правый 4 входные анодные стояки, а затем на входные концы левой 1 и правой 2 катодных шин.
Токовая нагрузка с ближних катодных спусков предыдущего электролизера 11 через катодные шины 8, 9, 10 поступает на смещенные относительно поперечной оси электролизера (по ходу тока) левый выходной 5 и правый выходной 6 стояки. Распределение токовой нагрузки по стоякам регулируется расположением и количеством подсоединенных к токоподводящей катодной шине катодных спусков предыдущего электролизера.
Токораспределение по анодному массиву регулируется распределением токовой нагрузки по стоякам и месторасположением выходных анодных стояков.
В предлагаемой ошиновке распределение токовой нагрузки по анодным стоякам (по ходу тока) %:
правый входной 33
левый входной 27
правый выходной 17
левый выходной 23
Заявляемые в предлагаемом техническом решении соотношения определены расчетно-опытным путем и подтверждаются приборными замерами физических величин на опытно-промышленной группе из пяти электролизеров, смонтированных и пущенных в эксплуатацию на ОАО "ИркАЗ-СУАЛ" в середине 2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2003 |
|
RU2259428C2 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2281989C2 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2259427C2 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ИХ ПРОДОЛЬНОМ РАСПОЛОЖЕНИИ В КОРПУСЕ | 1989 |
|
RU2007504C1 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2005 |
|
RU2295589C1 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРОДОЛЬНОГО РАСПОЛОЖЕНИЯ | 2012 |
|
RU2548352C2 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2004 |
|
RU2255148C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169797C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1998 |
|
RU2162901C2 |
| ОШИНОВКА ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ БОЛЬШОЙ МОЩНОСТИ | 2017 |
|
RU2643005C1 |
Ошиновка предназначена для использования в электролизерах при получении алюминия при продольном двухрядном расположении электролизеров в корпусе. Входные анодные стояки ошиновки расположены у ближнего по ходу тока торца электролизера, а выходные - по продольным сторонам электролизера. Правый выходной анодный стояк расположен относительно поперечной оси электролизера на расстоянии, составляющем 0,05-0,12 длины электролизера. Левый выходной стояк расположен на расстоянии, составляющем 0,08-0,16 длины электролизера. Место расположения выходных стояков обеспечивает снижение величины перекоса поверхности металл-электролит и уменьшение скорости циркуляции расплава. 1 з.п. ф-лы, 1 ил.
Правый входной 15-35
Левый входной 15-35
Правый выходной 15-25
Левый выходной 15-25
| Ошиновка мощных алюминиевых электролизеров | 1978 |
|
SU738518A3 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ИХ ПРОДОЛЬНОМ РАСПОЛОЖЕНИИ В КОРПУСЕ | 1989 |
|
RU2007504C1 |
| Ошиновка алюминиевого электролизера с двусторонним подводом тока к аноду | 1987 |
|
SU1571105A1 |
| US 4176037 А, 27.11.1979. | |||

