Изобретение относится к технологии металлизации поверхности изделий из пьезокерамики и может найти применение в радиотехнике и приборостроении.
В настоящее время известны технологии металлизации поверхности пьезокерамических элементов путем вжигания в процессе нагрева в поверхностные слои пьезокерамики пасты, содержащей соединение металла.
Так, известен способ металлизации пьезокерамических элементов [Глозман И.А. Пьезокерамика. - М.: Энергия, 1972, с.17-22], включающий нанесение на поверхность элемента пасты, содержащей соединение серебра, и последующее вжигание этой пасты в поверхностные слои пьезокерамики, сопровождающееся восстановлением серебра, путем нагрева в электрической камерной печи в окислительной среде (в воздухе) при температуре 820-850°С с выдержкой при этой температуре 30-60 минут. Для получения удовлетворительного результата металлизации процесс вжигания повторяют три раза. При этом подъем и снижение температуры осуществляют со скоростью (1-3)°С /мин.
Недостатками данного способа являются его большая продолжительность (свыше 3 суток) и невысокая прочность сцепления серебряного покрытия с поверхностью пьезокерамических элементов.
Известен способ металлизации пьезокерамических элементов [RU 2163584], который выбран авторами в качестве прототипа.
Рассматриваемый способ включает нанесение на металлизируемые участки поверхности пьезокерамических элементов металлосодержащей пасты, размещение их в гнездах кассеты, изготовленной из материала с высоким значением тангенса угла диэлектрических потерь, при обеспечении контакта металлизируемых участков поверхности пьезокерамических элементов с внутренней поверхностью гнезд кассеты и последующее вжигание металлосодержащей пасты в поверхностные слои пьезокерамики путем нагрева размещенных в кассете пьезокерамических элементов в электромагнитном поле высокой частоты. При этом нагрев осуществляют, помещая кассету с пьезокерамическими элементами между пластинчатыми электродами рабочего конденсатора генератора диэлектрического нагрева.
В данном способе за счет высокочастотного нагрева металлизируемых пьезокерамических элементов резко снижается продолжительность процесса металлизации при обеспечении прочного сцепления металлического покрытия с поверхностью пьезокерамических элементов. Высокочастотный нагрев осуществляют при размещении пьезокерамических элементов в гнездах кассеты, изготовленной из материала с высоким значением тангенса угла диэлектрических потерь, при этом для достижения требуемой для вжигания металлосодержащей пасты температуры нагрева пьезокерамических элементов необходимо обеспечить контакт металлизируемых участков поверхности пьезокерамических элементов с диэлектрическим материалом кассеты.
Однако рассматриваемому способу присущи следующие недостатки.
В процессе нагрева пьезокерамических элементов в рабочем конденсаторе высокочастотного генератора диэлектрического нагрева велика вероятность электрического пробоя между тонким слоем металла, образующегося на поверхности пьезокерамических элементов, и пластинчатыми электродами рабочего конденсатора.
Кроме того, поскольку в условиях высокочастотного нагрева требуемая для вжигания металлосодержащей пасты в пьезокерамику температура достигается только при контакте металлизируемых участков поверхности пьезокерамических элементов с диэлектрическим материалом кассеты, возможно загрязнение металлизируемых участков поверхности пьезокерамических элементов материалом кассеты. При этом из-за того, что поверхность металлизируемых участков прилегает к внутренней поверхности гнезд кассеты, затрудняется доступ к указанным участкам воздуха, который необходим для осуществления процесса вжигания металлосодержащей пасты в пьезокерамику.
Задачей заявляемого изобретения является повышение качества металлического покрытия пьезокерамических элементов.
Сущность изобретения заключается в том, что в способе металлизации пьезокерамических элементов, включающем нанесение на металлизируемые участки поверхности пьезокерамических элементов металлосодержащей пасты и последующее ее вжигание путем нагрева пьезокерамических элементов в электромагнитном поле с размещением их в гнездах кассеты, изготовленной из материала с высоким значением тангенса угла диэлектрических потерь, при обеспечении контакта по меньшей мере части поверхности пьезокерамических элементов с внутренней поверхностью гнезд кассеты, согласно изобретению нагрев размещенных в гнездах кассеты пьезокерамических элементов осуществляют в электромагнитном поле сверхвысокой частоты, обеспечивают контакт с внутренней поверхностью гнезд кассеты тех участков поверхности пьезокерамических элементов, на которые не нанесена металлосодержащая паста, при этом в процессе нагрева обеспечивают доступ воздуха к металлизируемым участкам поверхности пьезокерамических элементов.
Целесообразно нагрев размещенных в кассете пьезокерамических элементов осуществлять в электромагнитном поле стоячей волны сверхвысокой частоты.
Целесообразно обеспечивать контакт с внутренней поверхностью гнезд кассеты тех участков поверхности пьезокерамических элементов, на которые не нанесена металлосодержащая паста, и обеспечивать доступ воздуха к металлизируемым участкам поверхности пьезокерамических элементов путем размещения пьезокерамических элементов в кассете, содержащей установленные с зазором друг относительно друга основание и крышку, образующие гнезда, форма и размеры которых таковы, что при установке в них пьезокерамических элементов металлизируемые участки их поверхности располагаются с зазором относительно внутренней поверхности гнезд кассеты, а участки поверхности, на которые не нанесена металлосодержащая паста, располагаются без зазора.
Авторами заявляемого изобретения экспериментально установлена возможность осуществления процесса металлизации пьезокерамических элементов (далее пьезоэлементов) с применением на стадии вжигания металлосодержащей пасты нагрева пьезоэлементов в электромагнитном поле сверхвысокой частоты (далее СВЧ) при условии помещения пьезоэлементов в кассету, изготовленную из материала с высоким значением тангенса угла диэлектрических потерь.
Как показали эксперименты, при нагреве металлизируемых пьезоэлементов в поле СВЧ по сравнению с их нагревом в поле высокой частоты значительно увеличивается эффективность нагрева, что выражается в возрастании активной мощности, выделяющейся в диэлектрическом материале пьезоэлементов. Применительно к процессу металлизации пьезокерамики это обстоятельство позволяет проводить процесс нагрева пьезоэлементов в поле СВЧ при меньшей величине напряженности электрической составляющей электромагнитного поля. Это является существенным, поскольку при снижении напряженности электрической составляющей поля снижается вероятность электрического пробоя между помещенными в поле СВЧ металлизируемыми пьезоэлементами.
Другим принципиально важным преимуществом нагрева металлизируемых пьезоэлементов в поле СВЧ является то, что их стартовый нагрев обеспечивается при контакте только части их поверхности с диэлектрическим материалом кассеты. Это позволяет исключить в процессе металлизации контакт металлизируемых участков поверхности пьезоэлементов с материалом кассеты, благодаря чему указанные участки поверхности пьезоэлементов не загрязняются.
Кроме того, отсутствие необходимости контакта металлизируемых участков поверхности пьезоэлементов с внутренней поверхностью гнезд кассеты обуславливает возможность проведения процесса нагрева в поле СВЧ при доступе воздуха в зоны, прилегающие к металлизируемым участкам поверхности пьезоэлементов. Осуществление нагрева пьезоэлементов при обеспечении доступа воздуха к металлизируемым участкам их поверхности позволяет поддерживать в процессе вжигания металлосодержащей пасты в поверхностные слои пьезоэлементов вблизи металлизируемой поверхности требуемую для устойчивого протекания указанного процесса концентрацию кислорода. Обеспечение доступа воздуха в зоны, прилегающие к металлизируемым участкам поверхности пьезоэлементов, может быть достигнуто, в частности, за счет формирования в теле кассеты, в гнездах которой размещены пьезоэлементы, специальных каналов и полостей, по которым к металлизируемым участкам поверхности поступает воздух из внешней среды.
Таким образом, за счет использования в предлагаемом способе совокупности признаков, выражающих сущность заявляемого изобретения, обеспечивается высокое качество металлического покрытия пьезоэлементов.
Как показали эксперименты, наиболее оптимальным с точки зрения равномерности нагрева металлизируемых пьезоэлементов является их нагрев в электромагнитном поле стоячей волны сверхвысокой частоты.
Одним из возможных путей обеспечения контакта с внутренней поверхностью гнезд кассеты тех участков поверхности пьезокерамических элементов, на которые не нанесена металлосодержащая паста, и одновременно обеспечения доступа воздуха к металлизируемым участкам поверхности пьезокерамических элементов является использование для размещения пьезокерамических элементов кассеты, конструктивные особенности которой описаны выше.
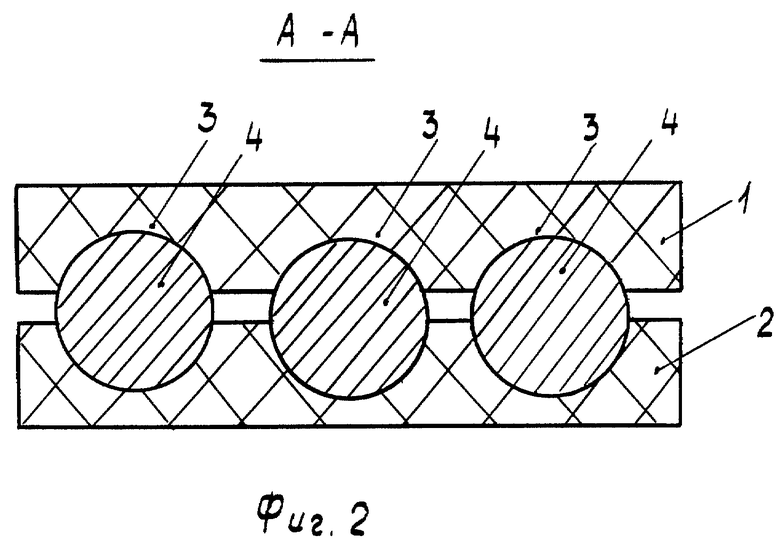
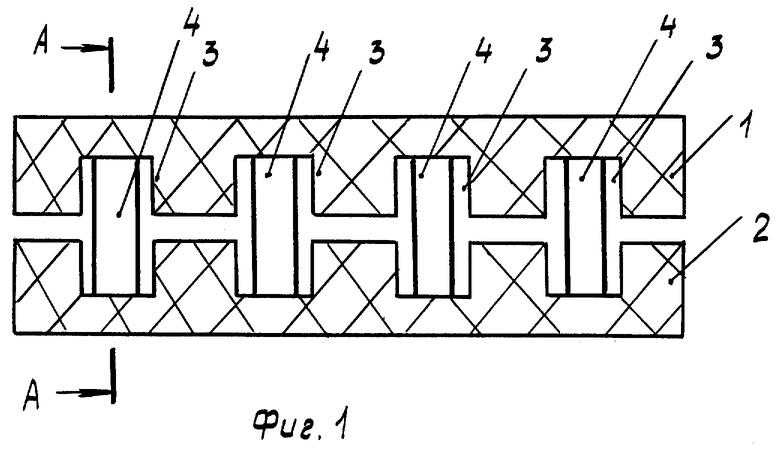
На фиг.1 и 2 представлен чертеж общего вида кассеты с размещенными в ее гнездах металлизируемыми пьезоэлементами.
Способ осуществляют следующим образом.
На металлизируемые участки поверхности пьезоэлементов наносят металлосодержащую пасту, в частности пасту, содержащую соединение серебра. Затем пьезоэлементы сушат и размещают в гнездах кассеты, изготовленной из материала с высоким значением тангенса угла диэлектрических потерь (не менее 0,2) и с высоким значением относительной диэлектрической проницаемости (5-20). Используемая кассета, в частности, содержит крышку 1 и основание 2 с выемками, которые при соединении крышки 1 и основания 2 образуют гнезда 3. В выемки основания 2 помещают пьезоэлементы 4, после чего закрывают крышку 1. Образующиеся гнезда 3 имеют такие форму и размеры, что при размещении в них пьезоэлементов 4 металлизируемые участки поверхности пьезоэлементов 4 оказываются расположенными с зазором относительно внутренней поверхности гнезд 3, а участки поверхности пьезоэлементов 4, на которые не нанесена металлосодержащая паста, оказываются прилегающими к внутренней поверхности гнезд 3. При этом крышка 1 оказывается размещенной с зазором относительно основания 2.
Кассету с установленными в ее гнездах пьезоэлементами помещают в установку, обеспечивающую создание электромагнитного поля СВЧ, и осуществляют вжигание металлосодержащей пасты в поверхностные слои пьезокерамики в поле СВЧ. При этом за счет зазоров, образованных между металлизируемыми участками поверхности пьезоэлементов и внутренней поверхностью гнезд кассеты, а также зазора между крышкой и основанием кассеты процесс нагрева осуществляется при обеспечении доступа воздуха в зоны, прилегающие к металлизируемым участкам поверхности пьезоэлементов, и при обеспечении отвода из указанных зон продуктов, образующихся при вжигании металлосодержащей пасты в пьезокерамику. Процесс ведут до образования сплошного металлического покрытия на металлизируемых участках поверхности пьезоэлементов. По окончании процесса металлизации кассеты с пьезоэлементами охлаждают, после чего извлекают пьезоэлементы из кассеты.
Возможность реализации изобретения показана в примерах конкретного выполнения.
Пример 1.
Осуществляли металлизацию пьезоэлементов в виде дисков диаметром 30 мм и толщиной 10 мм, изготовленных из пьезокерамики марки ЦТСНВ-1. На торцевые поверхности дисков наносили пасту, содержащую соединение серебра. Затем пьезоэлементы сушили и размещали в гнездах кассеты, изготовленной из вспученного вермикулита, имеющего тангенс угла диэлектрических потерь 0,36 и относительную диэлектрическую проницаемость 8,4. При этом при установке пьезоэлементов в гнездах кассеты торцевые поверхности пьезоэлементов располагались с зазором 2 мм относительно внутренней поверхности гнезд, а между крышкой и основанием кассеты был образован зазор 3 мм. Кассету с пьезоэлементами помещали в микроволновую печь типа СЕ 2727 N фирмы Самсунг, которая обеспечивала мощность СВЧ излучения 850 Вт и частоту излучения 2450 МГц. Нагрев осуществлялся в поле стоячей волны объемного резонатора микроволновой печи. Время нагрева составило 15 мин. Затем охлаждали помещенные в кассету пьезоэлементы в течение 15 минут. После охлаждения вынимали металлизированные пьезоэлементы из кассеты.
По окончании процесса металлизации на торцевых поверхностях пьезоэлементов было образовано сплошное ровное без посторонних включений покрытие из серебра.
Пример 2.
Осуществляли металлизацию пьезоэлементов в виде колец с наружным диаметром 10 мм, с внутренним диаметром 4 мм и с толщиной 5 мм, изготовленных из пьезокерамики марки ЦТСНВ-1. На торцевые поверхности колец наносили пасту, содержащую соединение серебра.
Осуществляли металлизацию пьезоэлементов аналогично тому, как описано в примере 1. При этом зазор между внутренней поверхностью гнезд кассеты и металлизируемыми торцами колец составлял 1 мм, а зазор между крышкой и основанием кассеты составлял 2 мм.
По окончании процесса металлизации на торцевых поверхностях пьезоэлементов было образовано сплошное ровное без посторонних включений покрытие из серебра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163584C1 |
| СПОСОБ НАГРЕВА ЗАГОТОВКИ ПЬЕЗОЭЛЕМЕНТА | 2013 |
|
RU2542055C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ЗАГОТОВОК ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 1991 |
|
RU2044719C1 |
| Паста для металлизации пьезокерамических изделий | 1978 |
|
SU719992A1 |
| Способ металлизации пьезоэлектрических изделий | 1976 |
|
SU631500A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472253C1 |
| Способ изготовления композитного чувствительного пьезоэлемента | 2018 |
|
RU2710103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2014 |
|
RU2552591C1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2014 |
|
RU2557278C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2010 |
|
RU2440954C2 |
Изобретение относится к технологии металлизации поверхности изделий из пьезокерамики и может найти применение в радиотехнике и приборостроении. Технический результат изобретения - повышение качества металлического покрытия пьезокерамических элементов. Способ металлизации пьезокерамических элементов включает нанесение на металлизируемые участки поверхности пьезокерамических элементов металлосодержащей пасты и последующее ее вжигание путем нагрева пьезокерамических элементов в электромагнитном поле стоячей волны сверхвысокой частоты. Пьезокерамические элементы размещают в гнездах кассеты, изготовленной из материала с высоким значением тангенса угла диэлектрических потерь. При установке пьезокерамических элементов в кассету металлизируемые участки их поверхности располагаются с зазором относительно внутренней поверхности гнёзд кассеты, чтобы обеспечить доступ воздуха к ним, а участки поверхности, на которые не нанесена паста, располагаются без зазора. 1 з.п. ф-лы, 2 ил.
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163584C1 |
| Резонаторная камера для СВЧ-нагрева диэлектриков | 1990 |
|
SU1748294A1 |
| RU 2055062 C1, 27.02.1996 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| DE 3018124 A1, 19.11.1981. | |||

