Предлагаемое изобретение относится к области металлургии, а именно к термической обработке деталей и сварных узлов газотурбинных авиационных двигателей, нефте- и газоперекачивающих и энергетических установок из жаропрочных дисперсионно твердеющих свариваемых сплавов на никелевой основе.
Известны режимы термической обработки жаропрочных деформируемых дисперсионно-твердеющих свариваемых сплавов на никелевой основе, которые, как правило, состоят из закалки, обеспечивающей полное растворение основной упрочняющей γ'-фазы и рекристаллизацию структуры, и одного или двух этапов старения, заключающихся в изотермической выдержки в области температур интенсивного образования γ'-фазы.
Например, известен способ термической обработки дисперсионно твердеющего свариваемого сплава на никелевой основе, заключающийся в закалке при температуре 970÷1010°С и охлаждении на воздухе и последующем старении при 621÷718°С (патент Японии №592/1560).
Известен также режим термической обработки этого класса сплавов, включающий закалку при 1065÷1165°С и старение при 700÷730°С (патент Японии №62297446).
Однако указанные режимы термической обработки не создают термически стабильную структуру сплавов, что является необходимым условием эффективной и надежной работы изготовляемых из них изделий.
Основная масса γ'-фазы выделяется в никелевых сплавах при температурах 650÷980°С и не может быть достаточно полно образована за счет изотермических выдержек в существенно более узком интервале температур.
Эксплуатация сварных узлов и деталей, подвергнутых старению в слишком узком интервале температур, может привести как к дополнительному достариванию в процессе эксплуатации, так и к частичному растворению мелкодисперсных частиц γ'-фазы, что меняет механические и физические свойства материала, образует диффузионные потоки и снижает работоспособность изделий.
Вместе с тем, исходная структура, образующаяся в результате применения известных режимов термической обработки, сообщает сплавам заниженные, против оптимально необходимых для эксплуатации, значения пластических характеристик (относительное удлинение и сужение, чувствительность к концентраторам напряжений и т.д.) и параметры длительной прочности.
Наиболее близким к предлагаемому изобретению, взятым в качестве прототипа, является способ термической обработки жаропрочных деформируемых дисперсионно-твердеющих сплавов на никелевой основе, включающий закалку, нагрев до 1000°С и после выдержки - ступенчатое старение с охлаждением в печи, далее на воздухе, причем ступенчатое старение осуществляют соответственно: при температурах 900±20°С с выдержкой 30÷50 мин, при 800±20°С с выдержкой 80÷100 мин, при 700±50°С с выдержкой 4÷6 час и при 600±50°С с выдержкой 6÷8 час (патент РФ №2105080).
В данном способе температура закалки до 1000°С не обеспечивает полного растворения γ'-фазы жаропрочных дисперсионно твердеющих свариваемых сплавов на никелевой основе для деталей и сварных узлов газотурбинных двигателей. Значительная ее часть остается в структуре в виде скоагулированных крупных частиц и практически не участвует в упрочнении сплава. При таких температурах закалки не происходит рекристаллизация структуры.
Поскольку старение в жаропрочных свариваемых сплавах протекает достаточно вяло, предлагаемого времени выдержки недостаточно для полного выделения γ'-фазы.
Охлаждение в печи с температуры выдержки при старении создает в структуре сплава непрерывный по величине ряд частиц γ'-фазы, что не позволяет образовать свободные от частиц γ'-фазы зоны для релаксации напряжений.
Предлагаемые в прототипе температуры выдержки при старении не создают оптимальные структуры деталей и сварных узлов газотурбинных двигателей из жаропрочных свариваемых сплавов на никелевой основе. Температура первой ступени старения не обеспечивает достаточной степени коагуляции выделяющихся в этом температурном диапазоне частиц γ'-фазы и, соответственно, оптимального размера зон релаксации напряжений. Температура второй ступени старения не охватывает диапазон температур максимального по объему выделения γ'-фазы для жаропрочных свариваемых сплавов. То же относится и к третьей ступени старения. При температурах выдержки четвертого этапа старения 550÷650°С в жаропрочных свариваемых материалах выделения γ'-фазы практически не происходит.
Таким образом, известный способ не обеспечивает высокий уровень кратковременных и длительных прочностных свойств, изделия обладают чувствительностью к концентраторам напряжений, низким уровнем свариваемости и ударной вязкости.
Технической задачей настоящего изобретения является разработка способа термической обработки изделий из жаропрочных деформируемых дисперсионно твердеющих сплавов на никелевой основе, обеспечивающего высокий уровень кратковременной и длительной прочности, пластичности, ударной вязкости, пониженную чувствительность к концентраторам напряжений, структурную стабильность в сварных узлах и улучшение свариваемости.
Для достижения поставленной задачи предлагается способ термической обработки изделий из жаропрочных деформируемых дисперсионно твердеющих сплавов на никелевой основе, включающий закалку и ступенчатое старение, отличающийся тем, что закалку проводят при температуре на 30÷100°С выше Тпр γ' с выдержкой при этой температуре не менее 5 минут и последующим охлаждением на воздухе, а старение осуществляют в 3 ступени, где первая ступень включает нагрев до температуры на 50÷100°С ниже Тпр γ' с выдержкой при этой температуре не менее 2 час с последующим охлаждением на воздухе, вторая ступень - нагрев до температуры 770÷860°С с выдержкой при этой температуре не менее 5 часов с последующим охлаждением на воздухе, а третья ступень - нагрев до температуры 660÷750°С с выдержкой при этой температуре не менее 10 часов и последующим охлаждением на воздухе, где Тпр γ' - температура полного растворения γ'-фазы.
Закалка с выдержкой при температуре на 30÷100°С выше Тпр γ' и с последующим охлаждением на воздухе обеспечивает рекристаллизацию структуры, образование оптимального для жаропрочных сплавов, работающих в районе температур 500÷950°С (корпуса, экраны, опоры, подшипников и т.д. в авиационных двигателях нефте- и газоперекачивающих и энергетических установках), размера микрозерна 5÷8 балл, полное растворение γ'-фазы в процессе выдержки и сохранение большей ее части в твердом растворе при охлаждении на воздухе.
На первой ступени старения за 2÷5 часов выдержки выделяются крупные (50000-100000  ) частицы γ'-фазы, вокруг которых образуются пластичные зоны γ-твердого раствора. В процессе эксплуатации изделий в этих зонах происходит релаксация напряжений, что обеспечивает их высокую работоспособность, надежность и не чувствительность материала к концентраторам напряжений. Охлаждение на воздухе позволяет избежать образование в этих зонах мелкодисперсных выделений, которые снижают их пластичность.
) частицы γ'-фазы, вокруг которых образуются пластичные зоны γ-твердого раствора. В процессе эксплуатации изделий в этих зонах происходит релаксация напряжений, что обеспечивает их высокую работоспособность, надежность и не чувствительность материала к концентраторам напряжений. Охлаждение на воздухе позволяет избежать образование в этих зонах мелкодисперсных выделений, которые снижают их пластичность.
На второй ступени старения температура 770÷860°С обеспечивает интенсивное протекание диффузионных процессов, а длительная выдержка не менее 5 часов способствует выделению основного количества γ'-фазы в виде частиц размером 500÷2000 , что и определяет высокий комплекс механических свойств материала. Охлаждение на воздухе позволяет сохранить в γ-твердом растворе достаточное для интенсивного протекания третьей ступени старения количество γ'-образующих элементов.
, что и определяет высокий комплекс механических свойств материала. Охлаждение на воздухе позволяет сохранить в γ-твердом растворе достаточное для интенсивного протекания третьей ступени старения количество γ'-образующих элементов.
Задачей выдержки на третьем этапе старения не менее 10 часов является довыделение в нижнем районе температур старения (660÷750°С) мелкодисперсных частиц, что способствует повышению прочностных характеристик сплава и его структурной стабильности.
Пример осуществления:
В лабораторных условиях в вакуумной индукционной печи УППФ выплавлена плавка серийного жаропрочного свариваемого дисперсионно-твердеющего сплава на никелевой основе ЭП708, разлитая в круглые металлические изложницы.
Слитки ковались на прессе “Блисс” на прутки  15 мм и сутунки 40×100×L мм. Последние прокатывались в горячую на стане “Шлитц” на листы толщиной 2 мм.
15 мм и сутунки 40×100×L мм. Последние прокатывались в горячую на стане “Шлитц” на листы толщиной 2 мм.
После отжига и щелочно-кислотного травления горячекатаные листы на стане “Крупп” в холодную прокатывались на холоднокатаный лист толщиной 1,2 мм.
На металле плавки определена температура полного растворения γ'-фазы - 1030°С.
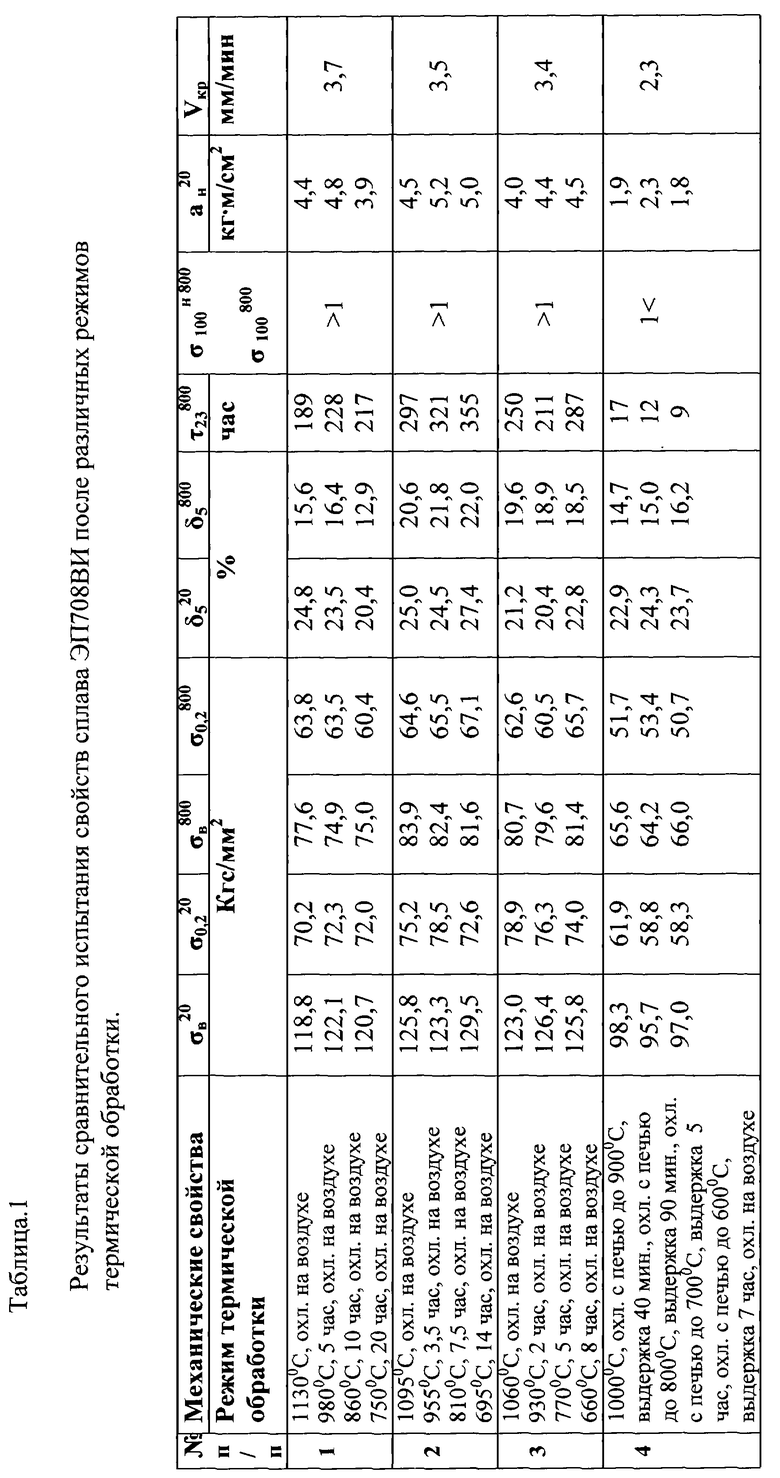
В таблице 1 представлены механические и технологические свойства, полученные в результате испытания образцов, изготовленных из холоднокатаного листа δ=1,2 мм и прутка  15 мм после термической обработки по предлагаемому способу (пример 1-3) и по способу-прототипу (пример 4).
15 мм после термической обработки по предлагаемому способу (пример 1-3) и по способу-прототипу (пример 4).
σв 20 - предел прочности при 20°С;
σ0,2 20 - предел текучести при 20°С;
σв800 - предел прочности при 800°С;
σ0,2 800 - предел текучести при 800°С;
δ5 20 - относительное удлинение 20°С;
δ5 800 - относительное удлинение 800°С;
τ23 800 - время до разрушения при испытании на длительную прочность при температуре 800°С и напряжении 23 кгс/мм2;
σ100 н800 - предел сточасовой длительной прочности образца с надрезом радиусом 0,15 мм при температуре 800°С;
σ100 800 - предел сточасовой длительной прочности гладкого образца при температуре 800°С;
ан 20 - ударная вязкость;
vкp - критическая скорость деформации в сварном шве.
Результаты испытания свидетельствуют, что предлагаемый способ термической обработки позволяет существенно повысить прочностные характеристики изделия и его ударную вязкость. При этом изделие, термобработанное по предлагаемому способу, не чувствительно к концентраторам напряжений (σ100 н 800/σ100 800>1) в отличие от изделия, обработанного по режиму прототипа (σ100 н800/σ100 800<1), а его свариваемость (Vкp) лучше. Аналогичные результаты были получены на образцах, выполненных из дисперсионно твердеющего жаропрочного свариваемого сплава на никелевый сплав ЭП 99.
Таким образом, предлагаемый способ позволит повысить ресурс и надежность корпусов, экранов, опор подшипников и других деталей, применяемых в авиационных двигателях нефте- и газоперекачивающих и энергетических установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ГРАНУЛ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2008 |
|
RU2388844C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361011C1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| Жаропрочный свариваемый сплав на основе никеля и изделие, выполненное из него | 2021 |
|
RU2777099C1 |
| Способ диффузионной сварки жаропрочного никелевого сплава | 2018 |
|
RU2689837C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344195C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2606144C2 |
Изобретение относится к области металлургии, а именно к термической обработке изделий из жаропрочных, деформируемых, дисперсионно-твердеющих сплавов на никелевой основе. Предложен способ термической обработки изделий из жаропрочных, деформируемых, дисперсионно-твердеющих сплавов на никелевой основе, включающий закалку и ступенчатое старение, при этом закалку проводят при температуре на 30-100°С выше Тпр γ' с выдержкой при этой температуре не менее 5 минут и последующим охлаждением на воздухе, а ступенчатое старение осуществляют в три ступени, где первая ступень включает нагрев до температуры на 50-100°С ниже Тпр γ' с выдержкой при этой температуре не менее 2 часов и последующее охлаждение на воздухе, вторая ступень - нагрев до температуры 770-860°С с выдержкой при этой температуре не менее 5 часов и последующее охлаждение на воздухе, а третья ступень - нагрев до температуры 660-750°С с выдержкой при этой температуре не менее десяти часов и последующее охлаждение на воздухе, где Тпр γ' - температура полного растворения γ'-фазы. Технический результат - высокий уровень кратковременной и длительной прочности, пластичности, ударной вязкости, снижение чувствительности к концентраторам напряжений и обеспечение структурной стабильности в сварных узлах и улучшенной свариваемости. 1 табл.
Способ термической обработки изделий из жаропрочных, деформируемых, дисперсионно-твердеющих сплавов на никелевой основе, включающий закалку и ступенчатое старение, отличающийся тем, что закалку проводят при температуре на 30÷100°С выше Тпр γ' с выдержкой при этой температуре не менее 5 мин и последующим охлаждением на воздухе, а ступенчатое старение осуществляют в три ступени, где первая ступень включает нагрев до температуры на 50÷100°С ниже Тпр γ' с выдержкой при этой температуре не менее 2 ч и последующее охлаждение на воздухе, вторая ступень - нагрев до температуры 770÷860°С с выдержкой при этой температуре не менее 5 ч и последующее охлаждение на воздухе, а третья ступень - нагрев до температуры 660÷750°С с выдержкой при этой температуре не менее 10 ч и последующее охлаждение на воздухе, где Тпр γ' - температура полного растворения γ' - фазы.
| СПОСОБ ТЕРМООБРАБОТКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ ПЕРЕД ПАЙКОЙ | 1995 |
|
RU2105080C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ИЗ ВЫСОКОПРОЧНЫХ СЛОЖНОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1993 |
|
RU2108406C1 |
| Способ термической обработки дисперсионнотвердеющих сплавов | 1976 |
|
SU616342A1 |
| US 4624716 А, 25.11.1986 | |||
| JP 62297446 А, 24.12.1987. | |||

