Изобретение относится к области металлургии, а именно к литейным сплавам на основе никеля и изделиям, выполняемым из этих сплавов для авиационной техники, машиностроения и других отраслей народного хозяйства, и может быть использовано, в частности, для изготовления рабочих лопаток газотурбинных двигателей, а также других узлов и деталей, работающих в диапазоне температур до 1000°С.
Известен способ обработки отливок из жаропрочных дисперсионно-твердеющих сплавов на основе никеля, заключающийся в том, что изделия нагревают до 1175°С±10°С, выдерживают при этой температуре 30-35 мин, подвергают последующей горячей прокатке с температурой конца не ниже 1050°С, выдерживают при указанной температуре 5 часов, охлаждают на воздухе и подвергают одинарному старению при 800°С в течение 16 часов (А.с. СССР №1744143, МПК5: C22F 1/10, БИ №24 за 1992 год) - аналог.
Недостатком известного решения является нестабильность механических свойств из-за склонности жаропрочных сплавов на никелевой основе вакуумно-дугового способа выплавки к росту зерна и укрупнению карбидных выделений по границам зерен при длительных выдержках в процессе высокотемпературных нагревов.
Известен способ обработки жаропрочного сплава на основе никеля со следующим химическим составом, мас.%: хром - 11,0-13,0, кобальт - 8,0-17,0, молибден - 6,0-8,0, титан - 4,0-5,0, алюминий - 4,0-5,0, ниобий - 1,5, гафний - 1,0, углерод, бор и церий - каждый - 5×10-4, никель - остальное до 100, заключающийся в том, что сплав подвергают горячей ковке при температуре между температурой точки солидуса минус 45°С при скорости деформации от 5×10-5 до 2×10-2 с-1 и при степени деформации выше 0,1, после которой следует охлаждение детали, последующая промежуточная термообработка в диапазоне температур от (Тсолидуса γ' - 95°)С до (Тсолидуса γ' - 30°)С в течение 1-24 ч и термообработка, осуществляемая при температуре между температурой точки солидуса γ'-фазы суперсплава плюс 5°С и температурой точки солидуса γ'-фазы суперсплава плюс 25°С в течение 1-4 часов (патент РФ №2133784, МПК6: C22F 1/10, С22С 19/05, публикация 1999.07.27) - аналог.
Недостатком известного решения является недостаточная жаропрочность сплава, так как в его составе отсутствует вольфрам, а как известно из уровня техники, вольфрам вводят в сплавы для повышения жаропрочности твердого раствора, он повышает температуру плавления сплавов, входит в твердый раствор в γ'-фазу и в карбиды.
Техническим результатом, на достижение которого направлено заявляемое изобретение по второму варианту, является повышение предела выносливости и прочностных характеристик изделий, изготовленных из заявляемого сплава заявляемым способом, например, таких как длительная прочность (сточасовая прочность), трещиностойкость и стабильность никелевого жаропрочного сплава при его работе при температурах до 1000°С.
Указанный технический результат достигается тем, что в способе обработки отливок из никелевого жаропрочного сплава, состав которого содержит (мас.%): - хром - 3,0-7,0, кобальт - 4,0-8,5, вольфрам - 11,5-15,0, углерод - 0,1-0,2, алюминий - 4,8-5,8, ниобий - 0,4-1,0, титан - 2,0-3,0, молибден - 0,5-1,0, бор - ≤0,025, лантан - ≤0,02, иттрий - ≤0,02, церий - ≤0,02, никель - остальное до 100%, отливки подвергают горячему изостатическому прессованию (ГИП) с последующей термообработкой по режиму - нагрев до температуры Тпр ±25°С, где Тпр - температура полного растворения γ'-фазы, выдержка и охлаждение.
В заявляемом способе после охлаждения отливок могут осуществлять их старение по режиму - нагрев до температуры (Тпр -50°С), выдержка и охлаждение.
В заявляемом способе нагрев могут осуществлять в соответствии с заявляемым способом, а охлаждение могут осуществлять со скоростью не ниже 50°С/мин.
В соответствии с заявляемым способом время выдержки могут выбирать из условия достижения, по меньшей мере, 85% отливки структуры гомогенного состояния.
В заявляемом способе газостатическое прессование возможно осуществлять за два этапа.
В заявляемом способе на первом этапе газостатического прессования возможно осуществление низкотемпературного газостатического прессования, а на втором - высокотемпературного.
В заявляемом способе низкотемпературное газостатическое прессование могут осуществлять при температуре 950°С≤Т≤1150°С и давлении 100-170 МПа.
В заявляемом способе высокотемпературное газостатическое прессование могут осуществлять при температуре Тпр ±25°С, где Тпр - температура полного растворения γ'-фазы, и давлении 100-170 МПа.
В заявляемом способе охлаждение отливки могут проводить на воздухе при температуре окружающей среды (комнатной температуре).
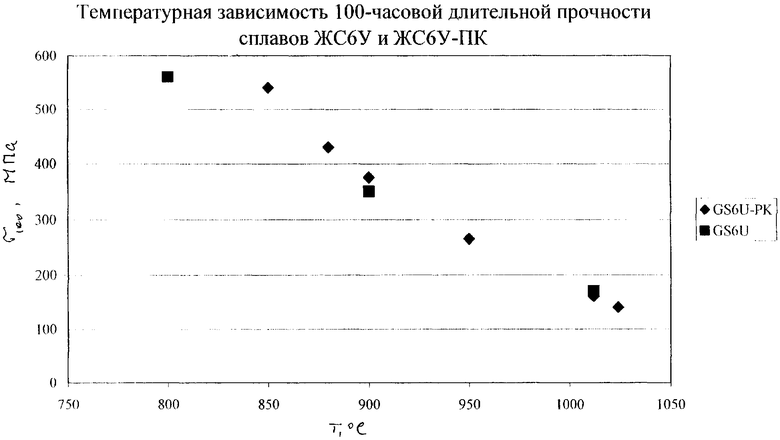
На чертеже приведен график зависимости предела сточасовой прочности в зависимости от температуры для отливки из заявляемого сплава (ЖС6У-ПК) и из известного сплава ЖС-6У, которые подвергнуты обработке в соответствии с заявляемым изобретением.
В заявляемом изобретении технический результат по обоим вариантам достигается путем использования в совокупности как заявляемого состава сплава на основе никеля, так и условий обработки отливок, изготовленных из данного сплава и предназначенных, например, для производства деталей газотурбинного двигателя, в частности рабочих лопаток турбин.
Из анализа результатов эксплуатации газотурбинной техники известна важная роль границ зерен в процессе разрушения образцов из поликристаллических сплавов при их испытаниях на долговечность и усталость при температурах не выше 1000°С. Установлено, что при всех исследованных температурах зарождение статических и усталостных трещин происходит на границах зерен, причем при температурах до 800°С трещины распространяются только вдоль границ зерен. При температурах 900°С трещины развиваются еще и по телу зерен, а при дальнейшем повышении температуры трещины зарождаются в основном на окисленных карбидах на поверхности образцов.
Для уменьшения возможности зарождения усталостных трещин важное значение имеет состав жаропрочного сплава, в частности его основа и система легирования, причем при выборе системы легирования поликристаллических жаропрочных никелевых сплавов особое внимание следует уделять состоянию границ зерен, а для этого целесообразно использовать никелевые жаропрочные сплавы и включать в систему легирования карбидообразующие и другие элементы, стабилизирующие границы зерен, кроме того, необходима система поверхностно-активных элементов - микролегирующих добавок, образующих равновесные сегрегации на структурных дефектах и тем самым снижающих энергию границ зерен при их сочетании с остальными элементами, входящими в состав сплава.
Количество и состав микролегирующих добавок влияет не только на границы зерен в сплаве, но оказывает благоприятное воздействие и на другие дефекты кристаллической структуры, например на антифазные границы в упорядоченной структуре γ'-фазы, возникающие при перерезании частиц упрочняющей γ'-фазы дислокациями в процессе ползучести, и, следовательно, сплав должен быть сбалансирован как по составу микролегирующих элементов, так и по характеру их взаимодействия с остальными компонентами сплава. Количество и состав микролегирующих добавок зависит от состава и количества других компонентов, входящих в состав сплава, и определяется, например, расчетным путем. Количество вводимых в сплав углерода и карбидообразующих компонентов также должно быть сбалансировано, так как углерод является обязательным карбидообразующим элементом, а на карбидах возможно зарождение трещин, приводящих к разрушению сплавов.
Карбидообразующими элементами в заявляемом составе жаропрочного никелевого сплава с поликристаллической структурой являются: углерод, хром, вольфрам, ниобий, титан и молибден.
Микролегирующие элементы: бор, лантан, иттрий и церий.
Жаропрочный никелевый сплав с поликристаллической структурой получают смешиванием компонентов состава сплава в указанных в формуле изобретения количествах в соответствии с известными методами изготовления никелевых жаропрочных сплавов. Состав заявляемого жаропрочного никелевого сплава с поликристаллической структурой, с заявляемым составом компонентов и в указанных количественных диапазонах их содержания сбалансирован в соответствии с изложенным выше.
Как известно, хром повышает жаростойкость и жаропрочность твердого раствора, снижает температуру плавления сплава. В эвтектической системе Ni-Cr образуются широкие области твердых растворов, так как растворимость хрома в никеле более 30%. Хром улучшает свариваемость сплавов и образует карбиды, упрочняющие границы зерен, однако высокое содержание хрома стабилизирует пластинчатые хрупкие σ и μ-фазы, которые охрупчивают сплавы. Введение в состав сплава хрома на нижнем пределе (3%) обеспечивает минимальный приемлемый уровень жаростойкости сплава, работающего в условиях температуры до 1000°С, а увеличение содержания хрома выше 7% приводит к неконтролируемому образованию σ-фазы, особенно при длительной наработке, что вызывает его преждевременное разрушение.
Вольфрам и молибден вводят в сплавы для повышения жаропрочности твердого раствора. Вольфрам повышает температуру плавления сплавов, оба элемента входят в твердый раствор, в γ'-фазу и в карбиды. Их введение повышает температуру полного растворения γ'-фазы при нагреве. Чрезмерное увеличение содержания вольфрама в современных жаропрочных сплавах приводит к интенсификации протекания карбидных реакций и образованию Ме6С. Содержание вольфрама до 11,5-15,0% приводит к повышению характеристик жаропрочности и структурной стабильности сплава. При уменьшении количества вольфрама менее 11,5% данный эффект заметно снижается, при содержании в сплаве вольфрама в количестве более 15% возможно образование фаз α-вольфрам и карбидов типа Ni3W3C, т.е. введение дополнительного к верхнему пределу количества вольфрама не только не упрочняет сплав, но и приводит к его разрушению.
Ниобий и молибден обеспечивают повышение долговечности материала в области температур до 1000°С. Углерод вводится в состав сплава для образования второй упрочняющей фазы жаропрочных сплавов - карбидов. Ниобий стабилизирует γ'-фазу, образует с никелем соединения типа Ni3Nb и увеличивает объемную долю упрочняющей γ'-фазы, входит в твердый раствор, повышая его жаропрочность, и в карбиды МеС. Пластинчатые выделения фаз типа Ni3Nb образуются при чрезмерно высоком содержании ниобия и охрупчивают сплавы.
Алюминий и титан - это основные γ'-образующие элементы, количество которых, с одной стороны, обеспечивает образование необходимого содержания упрочняющей γ' - фазы, а с другой стороны, ограничивает объем избыточной эвтектики (γ'+γ). Титан является одним из наиболее важных легирующих элементов в жаропрочных сплавах и входит в упрочняющую γ'-фазу Ni3AlTi. Увеличение содержания титана повышает количество и стабильность γ'-фазы, но снижает жаропрочность и стабильность сплава.
Введение в состав сплава кобальта в заявляемых количествах 4,0-8,5% улучшает пластичность, литейные свойства сплава, а также его стойкость в условиях воздействия солевого тумана. Если кобальта менее 4% - данный эффект практически отсутствует, если кобальта более 8,5% - улучшения свойств не происходит.
Микролегирующие элементы бор, церий, лантан и иттрий являются поверхностно-активными веществами, которые распределяются на дефектах структуры, в частности на границах зерен, снижают поверхностную энергию границ и тем самым повышают структурную стабильность сплавов. Одновременно они оказывают модифицирующее действие на сплавы - измельчают микрозерно, уменьшают размер дендритной ячейки, изменяют морфологию и распределение неметаллических включений. Они очень мало растворимы в никеле и весьма эффективно очищают границы зерен от серы, кислорода и других примесей, задерживают процессы разупрочнения литейных никелевых сплавов и тем самым повышают их структурную стабильность, кроме того, они повышают жаростойкость и улучшают защитные свойства оксидных пленок на сплавах.
Другим неотъемлемым условием достижения заявляемого технического результата по обоим вариантам являются условия обработки отливок из никелевого жаропрочного сплава заявляемого состава, для этого в заявляемом способе отливки подвергают либо только термообработке по режиму - нагрев, выдержка и охлаждение, либо газостатическому прессованию с последующей термообработкой по режиму - нагрев, выдержка и охлаждение, как и для процесса без газостатической обработки, параметры газостатического прессования и режим термообработки выбирают для каждого конкретного случая, и они зависят от целого ряда параметров, например содержания элементов в конкретном составе сплава, от размеров отливки и т.д.
Проведение операции газостатического прессования приводит к уплотнению отливок, в частности литых лопаток газотурбинного двигателя, в результате залечивания литейной пористости.
Для обоих заявляемых вариантов термообработка по режиму - нагрев Тпр ±25°С, выдержка и охлаждение - позволяет сформировать оптимальную микроструктуру сплава, состоящую из γ-матрицы (твердый раствор на основе никеля) и частиц упрочняющей γ'-фазы (обычно это кубоиды размером до 0,5 мкм).
Нагрев до температуры Тпр ±25°С необходим для того, чтобы обеспечить растворение в матрице частиц упрочняющей γ'-фазы, образовавшихся после охлаждения при литье. Такие частицы, как правило, не имеют оптимальных размера, формы и других параметров. Оптимальная микроструктура формируется при последующем регламентируемом охлаждении от Тпр ±25°С. После нагрева до Тпр ±25°С осуществляется выдержка, необходимая для диффузионного растворения части γ'-фазы, уменьшения ликвации легирующих элементов, связанной, например, с наличием дендритной структуры. Время выдержки зависит от размера обрабатываемой детали, характера микроструктуры и выбирается на основании металлографического изучения микроструктуры контрольных образцов.
Для получения заявляемого технического результата по второму варианту в случае обработки отливок рабочих лопаток газотурбинного двигателя из заявляемого жаропрочного сплава на основе никеля газостатическое прессование могут осуществлять за два этапа - сначала низкотемпературное газостатическое прессование при температуре 950°С≤Т≤1150°С и давлении 100-170 МПа, а потом высокотемпературное газостатическое прессование при режимах - Тпр ±25°С, где Тпр - температура полного растворения γ'-фазы, и давлении 100-170 МПа, а условия термообработки выбирают следующими - нагрев при температуре Тпр ±25°С, выдержка в течение времени, которое выбирают из условия достижения, по меньшей мере, 85% отливки структуры гомогенного состояния (определяется по результатам металлографического изучения микроструктуры контрольных образцов), а охлаждение - со скоростью не ниже 50°С/мин, где Тпр - температура полного растворения γ'-фазы.
Пример конкретного выполнения.
Для практического осуществления изобретения были выплавлены три сплава - два сплава (ЖС6У-ПК) заявляемого состава и один состава сплава ЖС-6У, который по свойствам наиболее близок к заявляемому (таблица 1).
Сплавы готовились в вакуумных индукционных печах с разрежением 10-2-10-3 мм рт.ст. и емкостью 160 кг (ИСВ-06). Порядок загрузки: смешивают никель, кобальт, хром, вольфрам, молибден, ниобий и углерод, осуществляют их плавление и раскисление углеродом, после чего осуществляют продувку ванны аргоном, вводят титан и алюминий, микролегирующие добавки - бор, иттрий, лантан, церий и осуществляют плавку при температуре 1000-1050°С, а расплав охлаждают со скоростью 750-800°С и получают отливки с поликристаллической структурой.
Согласно способу изготавливают (плавки №1 и №2) отливки из заявляемого сплава с Тпр=1240°С и из известного сплава ЖС-6У по форме рабочей лопатки газотурбинного двигателя, после чего очищают их от окалины. Размеры отливок - длина 160 мм, размер поперечного сечения 40 мм, вес 250 граммов. Затем отливки плавки №1 подвергают обработке газостатическим прессованием с последующей термообработкой. Отливку №1 помещают в газостат и подвергают газостатическому прессованию в две ступени: низкотемпературная - при температуре 1050°С и давлении 130 МПа в течение 2 часов, а потом высокотемпературная - при температуре Т=1230°С и давлении 140 МПа в течение 2 часов. После чего осуществляют термообработку - нагрев до температуры 1230°С, выдержку в течение 3 часов и последующее охлаждение со скоростью 70°С/мин. Другую отливку (плавка №2) подвергали только термообработке без предварительного газостатического прессования, причем отливку обрабатывали при следующих режимах - нагрев до температуры 1230°С, выдержку в течение 3 часов и охлаждение со скоростью 80°С/мин.
Результаты испытаний приведены в таблице 2, где сравниваются свойства заявляемого сплава ЖС6У-ПК (плавка №1 - ГИП + термообработка по заявляемому режиму; плавка №2 - термообработка по заявляемому режиму) и известного сплава ЖС-6У.
Приведенные на чертеже средние результаты испытаний для плавок №1 и №2 показывают, что по сравнению с известным сплавом ЖС-6У заявляемый способ обработки отливок (по обоим вариантам) обеспечивает достижение заявляемого технического результата, а именно - повышение прочностных характеристик никелевых жаропрочных поликристаллических сплавов на основе никеля, таких как предел сточасовой прочности при температурах не выше 1000°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361011C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344188C2 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2309191C1 |
| Литейный коррозионно-стойкий поликристаллический жаропрочный сплав на основе никеля | 2022 |
|
RU2803779C1 |
| СОСТАВ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2006 |
|
RU2344190C2 |
| Гранулируемый свариваемый жаропрочный никелевый сплав и изделие, выполненное из него | 2023 |
|
RU2824504C1 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ (ВАРИАНТЫ) | 2007 |
|
RU2348725C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2434069C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
Изобретение относится к металлургии и может быть использовано, в частности, для изготовления рабочих лопаток газотурбинных двигателей и других узлов и деталей, работающих в диапазоне температур до 1000°С. Техническим результатом изобретения является повышение предела выносливости и прочностных характеристик изделий. Отливки из сплава, содержащего, мас.%: хром 3,0-7,0, кобальт 4,0-8,5, вольфрам 11,5-15,0, углерод 0,1-0,2, алюминий 4,8-5,8, ниобий 0,4-1,0, титан 2,0-3,0, молибден 0,5-1,0, бор ≤0,025, лантан ≤0,02, иттрий ≤0,02, церий ≤0,02, никель - остальное, подвергают термообработке или термообработке после газостатического прессования. Термообработку осуществляют по режиму - нагрев до температуры полного растворения γ'-фазы ±25°С, выдержка и охлаждение. 8 з.п. ф-лы, 2 табл., 1 ил.
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1978 |
|
RU722330C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| US 5120373 А, 09.06.1992 | |||
| СПОСОБ ФАЗИРОВАНИЯ ИМПУЛЬСОВ | 0 |
|
SU248757A1 |

