Изобретение относится к металлургии сплавов, а именно к производству сплавов на основе никеля, используемых для изготовления деталей с монокристаллической структурой, например лопаток турбин, и установок, работающих при высоких температурах.
Известен никелевый жаропрочный сплав для монокристального литья, содержащий хром, кобальт, алюминий, вольфрам, ниобий, молибден, тантал, церий, иттрий, лантан и никель при соблюдении условия 10,5≈(1/2W+1/2Ta+Nb+Мо)≈11,5 (патент РФ №1776076, МКИ С22С 19/05, опубл. 1990 г.), - аналог.
Известен никелевый жаропрочный сплав для монокристального литья, содержащий кобальт, хром, молибден, вольфрам, алюминий, титан, гафний, рений при условии (рений + хром) не менее 4,0 мас.%, (рений + молибден + вольфрам + хром) не менее 18 мас.%, и способ его изготовления (заявка US 2002/0062886, опубл. 30.05.2002 г.) - аналог.
Известные сплавы обладают недостаточно высокой жаропрочностью, так как не оптимально сбалансированы по количественному составу компонентов.
Известен жаропрочный сплав CMSX-4, который также применяется в качестве материала для монокристальных лопаток и представляет собой безуглеродистый монокристальный ренийсодержащий сплав (патент США №4643782, МПК С22С 19/05, 1987.02.17) - аналог.
Известный сплав имеет следующий химический состав (мас.%): кобальт - 9,3-10,0, хром - 6,4-6,8, молибден - 0,5-0,7, вольфрам - 6,2-6,6, тантал - 6,3-6,7, алюминий - 5,45-5,75, титан - 0,8-1,2, гафний - 0,02-0,12, рений - 2,8-3,2, никель - остальное до 100%.
Известный сплав, принятый за прототип, также имеет недостаточно высокую жаропрочность (предел сточасовой прочности при температуре 1000°С равен 26 кгс/мм2) и, кроме того, у него проявляется фазовая нестабильность, связанная с выделением топологически плотноупакованных (ТПУ) фаз. Изделия, полученные из сплава CMSX-4, обладают недостаточным уровнем жаропрочности при длительной эксплуатации в температурном интервале 900-1100°С.
Известен способ термической обработки, применяющийся для монокристаллических отливок никелевых жаропрочных сплавов, включающий три этапа: на первом этапе детали нагревают до температуры полного растворения γ'-фазы (температура solvus для γ'-фазы в данном сплаве), выдерживают от нескольких минут до нескольких часов и охлаждают со скоростью более 100°С/мин; на втором этапе производят нагрев детали до температуры, близкой к рабочим температурам 1000-1050°С, выдерживают и охлаждают со скоростью более 100°С/мин; на третьем этапе детали нагревают до температуры 870-900°С, выдерживают и охлаждают (Каблов Е.Н. Литые лопатки газотурбинных двигателей (сплавы, технологии, покрытия). - М.: МИСИС, 2001 г., с.110-115) - аналог.
Недостатком этого способа является увеличение размера литейных микропор и суммарного количества микропор в результате термической обработки, что приводит к снижению прочностных и усталостных характеристик сплава, например, таких как длительная прочность.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение предела выносливости и прочностных характеристик изделий, изготовленных из никелевых сплавов заявляемым способом, например длительной прочности σ100 1000 не менее 300 МПа.
Указанный технический результат достигается тем, что в способе обработки отливок из жаропрочного никелевого сплава для монокристального литья, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, рений, иттрий, лантан и церий при выполнении условий 15,1≤(W+Ta+Re)≤31,0 мас.%, отливку подвергают термической обработке, в качестве термической обработки используют гомогенизацию и старение, причем гомогенизацию проводят путем ступенчатого нагрева до температуры (Тпр.-15°С)≤Тгом.≤(Тпр.+10°С), где Тпр. - температура полного растворения γ'-фазы в сплаве, выдержки при данной температуре и охлаждения со скоростью 50-100 град./мин.
Перед термической обработкой могут осуществлять высокотемпературное газостатическое прессование монокристальных отливок для удаления литейной микропористости.
Операцию старения проводят по меньшей мере за два этапа, отличающиеся температурами нагрева Т1>Т2. На первом этапе старения отливку нагревают до более высокой температуры Т1 в двухфазной γ-γ' области, выдержка при которой обеспечивает образование основного количества упрочняющей γ'-фазы и формирование регулярной γ/γ' структуры.
Второй этап старения проводят при более низкой температуре T2<Т1 в двухфазной γ-γ' области, что обеспечивает выделение из твердого раствора дополнительного количества упрочняющей γ'-фазы в сплаве.
Обрабатывают отливку, для которой выполняется условие (Cr+Co+W+Al+Ta)≤37,8 мас.%.
Заявляемый способ основывается на следующих предпосылках.
Успехи в разработке высокожаропрочных никелевых сплавов (ЖС) последних поколений в значительной мере связаны с легированием сплавов большим количеством рения (например, 9.3 мас.% Re в сплаве ЖС 47) и элемента платиновой группы рутения (например, 6 мас.% Ru в сплаве TMS-162) (Е.Н.Каблов, Н.В.Петрушин, И.Л.Светлов. Современные литые никелевые жаропрочные сплавы. В сб. трудов Международной научно-технической конференции. М.: ВИАМ, 2006, с.43). Поскольку Re и особенно Ru - очень дорогие и дефицитные металлы, возникают вопросы о том, является ли указанное направление легирования оптимальным и полностью ли исчерпаны возможности улучшения ЖС путем легирования традиционными легирующими элементами.
Авторами проведены теоретические и экспериментальные исследования возможности оптимизации традиционной системы легирования жаропрочных никелевых сплавов, предназначенных для монокристального литья, например, лопаток газотурбинных двигателей, с помощью анализа влияния легирующих элементов на когезивную прочность никелевых сплавов.
В качестве фундаментального параметра, определяющего характеристики жаропрочности конструкционных материалов, была выбрана энергия когезии сплавов:

где Eatom - энергия свободного атома
Ecryst - энергия вещества в кристаллическом состоянии.
Определенная таким образом энергия когезии представляет собой работу, необходимую для того, чтобы разрушить твердое тело до атомарного состояния. В качестве Ecryst использовали энергию основного состояния кристаллического вещества (сплава, металла). Для нахождения этой энергии был использован метод точных маффин-тин орбиталей (ТМТО). Данный метод в основном предназначен для расчета сплавов, поэтому энергии свободных атомов для чистых металлов рассчитывались как:

где Ecoh бралась из экспериментальных данных (Kittel С. Introduction to Solid State Physics, 7th ed. -Wiley, NewYork, 1996), a Ecryst рассчитывалась с помощью метода ТМТО.
В обобщенную систему легирования никелевых ЖС были включены следующие легирующие элементы:
Со, Cr, V, Ti, Al, Ru, Mo, Nb, Zr, Hf, Та, W, Re, Os, Ir.
На фиг.1 представлена зависимость рассчитанных значений энергии когезии никелевых сплавов от содержания легирующих элементов - Al, Со, Cr, Hf, Ir, Mo, Nb, Os, Pt, Re, Ru, Sc, Та, Ti, V, W, Zr. Из фиг.1 следует, что для большинства элементов зависимости Ecoh от концентрации являются линейными:

В качестве параметра, характеризующего эффективность влияния легирующих элементов на энергию когезии, естественно использовать χ=∂Ecoh/∂c. Положительные значения параметра χ свидетельствуют об увеличении энергии когезии при легировании данным элементом, отрицательные говорят о противоположном эффекте. Чем больше положительное значение параметра χ, тем сильнее данный элемент повышает когезивную прочность никелевых сплавов.
Распределение легирующих элементов по значениям параметра χ в никелевых сплавах показано на фиг.2.
Данные, приведенные на фиг.1, 2, позволяют выделить базовую группу элементов, которую следует использовать в первую очередь для легирования системы Ni-Al. К ним относятся легирующие элементы, которым соответствуют наибольшие положительные значения параметра χ. В первую пятерку базовых элементов входят W, Та и Re.
Результаты, представленные на диаграмме, показывают, что первым элементом, способствующим наибольшему повышению энергии когезии никеля, следует считать вольфрам. Поэтому базовая система легирования никелевых ЖС в первую очередь должна содержать вольфрам, причем количество W целесообразно держать на высоком уровне, ограниченном сверху только пределом растворимости вольфрама в никелевом сплаве.
Следующим кандидатом для легирования никелевых ЖС является тантал, который целесообразно вводить в ЖС на фоне высокого содержания вольфрама, контролируя возможность выделения в никелевом сплаве фаз на основе (W, Ta).
Вслед за танталом идет рений, энергия когезии которого также почти в два раза больше таковой для чистого никеля.
Таким образом, по влиянию на энергию когезии целесообразно соблюдать следующую количественную иерархию базовых легирующих элементов: мас.% W>мас.% Та>мас.% Re.
Определимся с содержанием в сплаве базовых легирующих элементов W, Та и Re.
Оценку суммарного количества базовых элементов в ЖС указанного типа с заявляемой обработкой начнем с W. Будем исходить из того, что максимальное количество W, вводимого в известные ЖС с многокомпонентной системой легирования (без выделения из твердого раствора в виде самостоятельной фазы с ОЦК решеткой на основе W), составляет 16-20 мас.% [Кишкин С.Т., Строганов Г.Б., Логунов А.В. Литейные жаропрочные сплавы на никелевой основе. М., Машиностроение, 1987. - 116 с], минимальное содержание W в сплаве установим на уровне W≥(10-12) мас.%, поскольку ниже этого значения не обеспечивается заявляемое повышение жаропрочности.
Содержание тантала может варьироваться в широких пределах, учитывая, что с увеличением тантала возрастает когезивная прочность сплава и, следовательно, жаропрочность.
Что касается содержания рения, то, с одной стороны, его энергия когезии довольно высокая, а с другой стороны - это дорогой и дефицитный металл.
Авторами установлено, что для достижения заявляемого нами технического результата при заявляемом способе обработки монокристальных отливок из никелевого жаропрочного сплава суммарное количество вольфрама, рения и тантала определяется для каждого случая отдельно, однако, как правило, минимальное их значение должно быть не меньше 15,0 мас.%, так как в противном случае не будет обеспечено планируемое повышение жаропропрочности. Максимальное значение суммарного количества вольфрама, рения и тантала для никелевых ЖС, обрабатываемых заявляемым способом, не должно превышать 31,0 мас.% и ограничено сверху пределом растворимости суммарного количества вольфрама, тантала и рения в никелевом ЖС.
За оптимальное принимается такое содержание рения, которое в сочетании с выбранным количеством тантала и вольфрама при выполнении заявляемого условия суммарного содержания этих элементов обеспечит длительную прочность при температуре 1000°С в течение 100 часов не менее 300 МПа.
Для достижения оптимальных параметров ЖС, т.е. для формирования оптимальных параметров сложной гетерофазной структуры сплава, должна быть предусмотрена возможность введения в сплав других указанных в формуле элементов, например молибдена, ниобия, титана и т.д.
Суммарное содержание трех основных компонентов никелевого ЖС является существенным, но не единственным условием, необходимым для достижения заявляемого технического результата. Другим условием является выполнение заявляемых условий обработки сплавов, например монокристальных отливок из никелевых ЖС, так как выбор условий термообработки является существенным для повышения жаропрочности сплава.
Шихтовые заготовки никелевого жаропрочного сплава (например, КС-2 или КС-3), содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, рений, иттрий, лантан и церий при выполнении условий 15,0≤(W+Ta+Re)≤31,0 мас.%, отливали вакуумно-индукционным методом; из шихтовых заготовок затем получали монокристаллические отливки методом направленной кристаллизации. Для формирования оптимальной γ-γ' микроструктуры монокристаллические отливки опытных сплавов подвергали термической обработке, заключавшейся в гомогенизации и двухступенчатом старении. Температуру гомогенизации выбирали из условия (Тпр.-15°С)≤Тгом.≤(Тпр.+10°С), где Тпр. - температура полного растворения γ'-фазы в сплаве. В случае если температура гомогенизации меньше (Тпр.-15°С), то в условиях недогрева происходит сильное огрубление не растворившейся γ'-фазы. Эффект огрубления не устраняется при последующем старении и приводит к снижению уровня жаропрочности. Если температура гомогенизации выше (Тпр.+10°С), то возрастает вероятность неконтролируемых процессов локального оплавления, которые отрицательно влияют на жаропрочность.
Время выдержки и параметры старения отливки зависят от ее размера, характера микроструктуры и выбираются на основании металлографического изучения микроструктуры контрольных образцов.
Охлаждение со скоростью от 50 до 100 град/мин обусловлено тем, что при такой регламентации скорости охлаждения, с одной стороны, удается зафиксировать при комнатной температуре микроструктуру сплава, сформировавшуюся при термической обработке (для этого необходимо быстрое охлаждение - закалка), а с другой стороны - минимизировать негативные эффекты быстрого охлаждения (например, образование микротрещин).
Для удаления литейной пористости монокристаллических отливок их могут подвергать высокотемпературной газостатической обработке (ГИП) по специально разработанным режимам, обеспечивающим уплотнение материала отливки без локальной рекристаллизации в объеме образцов (А.В.Логунов и др. Высокотемпературное газостатическое уплотнение монокристаллов жаропрочных никелевых сплавов. Технология легких сплавов, №1-4, 2005 г., с.71-77), с последующей термообработкой при заявленных условиях.
Примеры конкретного выполнения.
Пример 1.
Литые монокристаллические (ось роста [100]) заготовки из сплава КС-2 (12W, 8Та, 2Re, 5,6Al, 2,5Cr, 2Со, ост. Ni (мас.%) (суммарное содержание W+Ta+Re=22 мас.%) для удаления литейной пористости подвергали высокотемпературному газостатическому прессованию по режиму: ступенчатый нагрев до температуры 1250°С, давление Р=150 МПа, выдержка 2,5 часа, охлаждение в газостате.
После этого заготовки подвергали термической обработке по режиму:
- гомогенизация, которую проводили путем ступенчатого нагрева до температуры 1365°С, выдержки в течение 3 часов с последующим охлаждением со скоростью 60 °С/мин;
- старение при температуре 1055°С в течение 5,5 часов, охлаждение на воздухе;
- старение при температуре 875°С в течение 9 часов, охлаждение на воздухе.
В таблице 1 приведены значения ключевых параметров для сплава КС-2, химический состав которого близок к базовой системе легирования (Ni-Al)-W, Та, Re.

Из таблицы 1 следует, что предложенный сплав КС-2 имеет лучшие расчетные характеристики жаропрочности по сравнению со сплавом-аналогом. Небольшое отрицательное значение параметра δ в сплаве КС-2 можно изменить на аналогичную положительную величину путем легирования сплава КС-2 небольшим количеством дополнительных элементов в соответствии с формулой настоящего изобретения.
Пример 2.
Литые монокристаллические (ось роста [100]) заготовки из сплава КС-3, номинальный химический состав которого 10W, 8Та, 6Re, 5,5Al, 1,5Cr, 2Со, ост. Ni (мас.%), суммарное количество (W+Ta+Re)=24 мас.%, близок к оптимальной базовой системе легирования (Ni-Al)-W, Та, Re.
Заготовки подвергали термической обработке по режиму:
- гомогенизация, которую проводили путем ступенчатого нагрева до температуры 1360°С, выдержки в течение 3 часов с последующим охлаждением со скоростью 70 °С/мин;
- старение при температуре 1045°С в течение 6 часов, охлаждение на воздухе;
- старение при температуре 865°С в течение 11 часов, охлаждение на воздухе.
В таблице 2 приведены значения ключевых параметров для сплава КС-3, включая экспериментальные значения Тγ, solvus и жаропрочности σ100 1000.

Из таблицы 2 следует, что предложенный сплав КС-3 имеет лучшие характеристики жаропрочности по сравнению со сплавом-аналогом. Небольшое отрицательное значение параметра δ в сплаве КС-3 можно изменить на аналогичную положительную величину путем легирования сплава КС-3 небольшим количеством дополнительных элементов в соответствии с формулой настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ (ВАРИАНТЫ) | 2007 |
|
RU2348724C2 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ (ВАРИАНТЫ) | 2007 |
|
RU2348725C2 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА (ВАРИАНТЫ) | 2007 |
|
RU2353691C2 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2186144C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344195C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2008 |
|
RU2369652C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2006 |
|
RU2318030C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 1999 |
|
RU2153021C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1999 |
|
RU2148099C1 |
Изобретение относится к металлургии сплавов, а именно к производству сплавов на основе никеля, используемых для деталей с монокристаллической структурой, например лопаток турбин, работающих при высоких температурах. Для повышения предела выносливости и прочностных характеристик изделий обрабатывают отливки из сплава, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, рений, иттрий, лантан и церий. Количественное содержание компонентов сплава, мас.%, выбирают из следующих условий: W>Та>Re и 15,1≤(W+Ta+Re)≤31,0. Отливку подвергают гомогенизации путем ступенчатого нагрева до температуры (Тпр.-15°С)≤Тгом.≤(Тпр.+10°С), где Тпр. - температура полного растворения γ'-фазы в сплаве, выдержки при данной температуре и охлаждения со скоростью 50-100°С/мин. Затем осуществляют старение за два этапа. Перед термической обработкой отливки могут быть подвергнуты высокотемпературному газостатическому прессованию для удаления литейной микропористости. 4 з.п. ф-лы, 2 табл., 2 ил.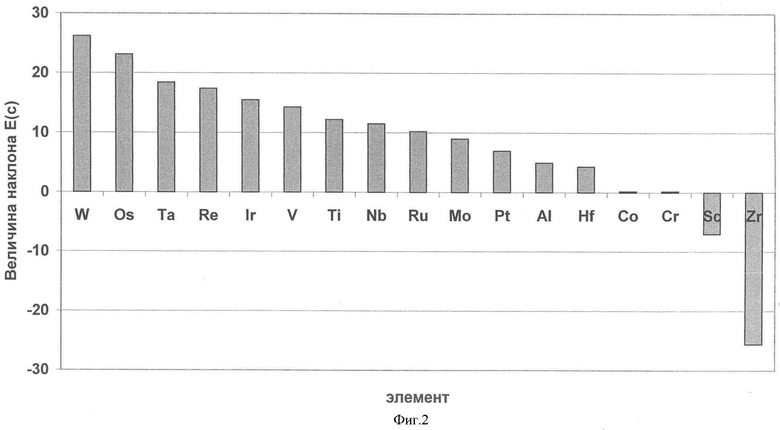
1. Способ обработки отливок из жаропрочного никелевого сплава для монокристального литья, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, рений, иттрий, лантан и церий при выполнении условий, мас.% W > мас.% Та > мас.% Re и 15,1≤(W+Ta+Re)≤31,0 мас.%, заключающийся в том, что отливку подвергают термической обработке, в качестве термической обработки используют гомогенизацию и старение, причем гомогенизацию приводят путем нагрева до температуры (Тпр-15°С)≤Тгом≤(Тпр+10°С), где Тпр - температура полного растворения γ'-фазы в сплаве, выдержки при данной температуре и охлаждения со скоростью 50-100 °С/мин.
2. Способ по п.1, отличающийся тем, что перед термической обработкой осуществляют газостатическое прессование отливки.
3. Способ по п.1, отличающийся тем, что нагрев осуществляют ступенчато.
4. Способ по п.1, отличающийся тем, что старение проводят ступенчато, по меньшей мере, за два этапа.
5. Способ по п.1, отличающийся тем, что обрабатывают отливку, для которой выполняется условие (Cr+Co+W+Al+Ta)≤37,8 мас.%.
| МОНОКРИСТАЛЬНЫЙ НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ | 2004 |
|
RU2297466C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ЖАРОПРОЧНОГО МОНОКРИСТАЛЛИЧЕСКОГО НИКЕЛЕВОГО СПЛАВА | 2003 |
|
RU2230821C1 |
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2293782C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ СЫПУЧЕГОМАТЕРИАЛА | 1972 |
|
SU434996A1 |

