Область техники, к которой относится изобретение
Настоящее изобретение относится к получению защитных покрытий для углеродсодержащих компонентов электролитических (электролизных) ячеек, применяющихся при производстве алюминия. Более конкретно изобретение относится к кроющим составам, обеспечивающим во время электролиза защиту указанных компонентов от разрушения или повреждения, и к компонентам, содержащим такие составы.
Уровень техники
Изготовление алюминия обычно осуществляют посредством электролитического восстановительного процесса Холла-Эру, в ходе которого глинозем растворяют в расплавленном криолите и подвергают электролизу при температурах около 900-1000° С. Этот процесс проводят в восстановительной ячейке, содержащей, как правило, стальную оболочку, снабженную изолирующей облицовкой из подходящего тугоплавкого материала. В свою очередь, указанная облицовка снабжена облицовкой из углерода, контактирующей с расплавленными компонентами. К положительному полюсу источника постоянного тока присоединены один или несколько анодов, изготовленных, как правило, из обожженных углеродных блоков. Аноды расположены внутри ячейки в подвешенном состоянии. В углеродную катодную подложку, образующую дно ячейки, вмонтированы один или несколько проводящих стержней, присоединенных к отрицательному полюсу источника постоянного тока. В результате катодная подложка при приложении тока становится катодом.
Обожженные аноды, применяющиеся при производстве алюминия, содержат агрегаты нефтяного кокса со смолой в качестве связующего. Углеродную облицовку, как правило, конструируют из системы обожженных катодных блоков, соединенных друг с другом в одно целое посредством смеси, которая обычно содержит антрацит, гудрон и угольную гудронную смолу.
Алюминий в виде расплава производят в электролизной ячейке в результате следующей реакции:
2Аl2O3+3С→ 4Аl+3СO2.
В случае обычного устройства ячейки Холла-Эру расплавленный алюминий скапливается у основания ячейки. При этом кислород высвобождается и реагирует с имеющимся в наличии углеродом на поверхности анодов, образуя газообразную двуокись углерода. Теоретически на один килограмм алюминия, произведенного согласно приведенной выше реакции, расходуют 0,334 кг анодного углерода. Однако реальный расход анода на 25-35% больше.
Избыточный расход обожженных анодов является результатом серии вторичных реакций, которые можно суммировать следующим образом:
I) окисление воздухом: окислительные реакции протекают под воздействием кислорода в воздухе, контактирующего с верхней частью анода, и, если оставить анод незащищенным, вступающего в реакцию с образованием двуокиси углерода;
II) реакция Будуара (Boudouard): реакции окисления углерода протекают под воздействием СO2 у поверхности анода, погруженной в электролит и производящей моноокись углерода (процесс, известный как равновесие Будуара), и
III) пылеобразование: окисление пекового кокса, селективное по отношению к нефтяному коксу, приводит в результате к высвобождению углеродных частиц, генерирующих пыль, которая оказывает негативные воздействия на процесс.
Потери из-за таких вторичных реакций в электролитической ячейке доходят приблизительно до 10% от стоимости производства алюминия.
Далее, экономическая неэффективность производства алюминия может быть связана с ухудшением качества (повреждением или разрушением) углеродной облицовки или материала катода электролитической ячейки в результате эрозии и проникновения электролита и жидкого алюминия, а также образования прослоек металлического натрия.
Хотя в настоящее время для производства алюминия процесс Холла-Эру является наиболее надежным, имеет место необходимость его постоянного совершенствования. В связи с экономическими последствиями неэффективности этого процесса значительные усилия были направлены на развитие улучшенных компонентов электролитической ячейки, способных выдерживать критические условия, свойственные электролизу алюминия.
Например, в патенте США №3852107 рассматривается непроницаемое защитное покрытие для электродов, которое содержит матрицу с точкой плавления выше 1000° С и тугоплавкий наполнитель, растворенные или суспендированные в жидком носителе, таком как вода. В качестве примера компонента матрицы этого покрытия указан материал, способный к смачиванию графита, такой как борная кислота, и/или материал, формирующий глазурь, такой как алюмонатриевый фторид. Перечень предлагаемых тугоплавких наполнителей включает в себя оксиды, карбиды, нитриды или бориды. Для определенных ситуаций с целью улучшения смачивания графита предлагалось применение модифицирующего агента, такого как хромосодержащая руда, с подходящим значением поверхностного натяжения.
В патенте США №4624766 описывается предназначенный для применения в электролизных ячейках отвержденный карбидированный материал катода, способный к смачиванию алюминием. Материал содержит твердый тугоплавкий материал в углеродсодержащей матрице, которая включает в себя углеродсодержащий наполнитель и углеродное волокно, связанные неграфитизированным аморфным углеродом. При этом указанная матрица имеет скорость эрозии, по существу эквивалентную скорости износа и растворения тугоплавкого твердого материала в оперативной окружающей среде ячейки.
В международной заявке WO 98/17842, опубликованной 30.04.1998, описывается способ нанесения тугоплавкого борида на компоненты алюминиевой электролизной ячейки посредством формирования суспензии тугоплавкого борида, предварительно сформированного в порошкообразном виде, в коллоидных носителях, по меньшей мере, двух уровней с последующей сушкой. Указанные носители выбирают из группы, состоящей из коллоидных оксида алюминия (глинозема), иттрия, церия, тория, циркония, магния, лития, моноалюминиевого фосфата, ацетата церия и их смесей. При этом предпочтительно, чтобы оба коллоидных носителя представляли собой один и тот же коллоид. Два уровня коллоидных носителей имеют средние размеры частиц, различающиеся друг от друга приблизительно на 10-50 нм.
Патент США №5486278 с целью улучшения сопротивляемости разрушению во время работы ячейки предлагает способ пропитывания углеродсодержащего компонента ячейки раствором, содержащим бор. В том случае, когда в качестве растворителя для указанного раствора применяли воду, для достижения приемлемого времени обработки требовалось поверхностно-активное вещество. В порядке альтернативы растворитель можно было выбрать из метанола, этиленгликоля, глицерина и их смесей. Указанный способ требовал введения раствора, содержащего бор, в подлежащий защите компонент на глубину 1-10 см. Кроме того, в этом патенте указывается, что для углеродсодержащих компонентов, обработанных таким образом, окисление воздухом было сопоставимо с суммарным расходом подобных компонентов, обработанных традиционными покрытиями, защищающими алюминий.
Несмотря на указанные выше попытки, наиболее часто все еще используют обычные технологические приемы проведения электролиза алюминия. Из этого следует, что более совершенный с технической точки зрения или экономически выгодный способ борьбы с разрушением углеродсодержащих компонентов ячейки не известен.
В качестве связующих во многих промышленных отраслях, но не в алюминиевых электролизных ячейках, долгое время применяли лигносульфонаты, такие как лигносульфонат аммония.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в разработке эффективного и экономичного способа обработки компонентов электролитической ячейки для производства алюминия с целью защиты их от повреждения или разрушения во время работы ячейки.
В своем самом широком аспекте изобретение относится к способу обработки углеродсодержащего компонента электролитической ячейки, предназначенной для производства алюминия, с целью улучшить сопротивляемость компонента повреждению или разрушению во время работы ячейки. Способ включает в себя приготовление жидкой суспензии тугоплавкого материала, диспергированного в растворе лигносульфонатного связующего, и нанесение суспензии в качестве защитного покрытия на углеродсодержащий компонент ячейки с последующей сушкой покрытия. Тугоплавкий материал можно выбрать из широкого набора тугоплавких соединений, таких как соединения бора, циркония, ванадия, гафния, ниобия, тантала, хрома и молибдена.
Являясь побочным продуктом производства пульпы и бумаги, лигносульфонат одновременно недефицитен и относительно дешев. Было показано, что в жестких внешних условиях алюминиевой электролизной ячейки он чрезвычайно эффективен в качестве связующего.
Согласно одному из вариантов осуществления изобретения лигносульфонатное связующее применяют в составе покрытия углеродных обожженных анодов. Для этого приготавливают жидкую суспензию фторида алюминия, лигносульфонатного связующего, например аммониевого или кальциевого лигносульфоната, и соединения бора, например борной кислоты, оксида бора, гидратированного оксида бора или буры. Указанную суспензию наносят на анод в качестве защитного покрытия, причем, как правило, на те участки анода, которые во время работы ячейки подвергаются воздействию атмосферы. После нанесения покрытие высушивают, например, посредством сушки воздухом при комнатной температуре. Для увеличения прочности покрытия в суспензию можно включить также связующее в виде фенольного полимера.
Согласно следующему варианту осуществления изобретения лигносульфонатное связующее применяют для покрытия структур углеродных катодов алюминиевой электролизной ячейки. С этой целью приготавливают жидкую суспензию тугоплавкого борида, например диборида титана, лигносульфонатного связующего и связующего в виде фенольного полимера (фенольной смолы). Затем эту жидкую суспензию наносят в качестве защитного покрытия на структуру катода с последующей сушкой.
Являясь основой состава жидких суспензий по настоящему изобретению, лигносульфонат функционирует как диспергатор для диспергирования в объеме жидкой фазы, смачивающий агент для равномерного нанесения покрытия и связующее при создании непрерывного слоя суспендированных твердых фаз, эффективно прилипающих к углеродсодержащей поверхности.
Одной из главных причин излишнего суммарного расхода углерода является окисление верхнего участка обожженных анодов во время работы ячейки. В общем случае указанные аноды для защиты их от окисления воздухом покрывают глиноземом, размолотым материалом ванны или их смесью. Практику нанесения глиноземного покрытия на компоненты анода в ячейке Холла-Эру для уменьшения скорости окисления воздухом широко применяют при производстве алюминия. Однако при суммарном расходе углерода приблизительно 410-460 кг/т Al такая практика не является оптимальной, не говоря уже о чрезмерных затратах, связанных с этими покрытиями.
Один из предпочтительных вариантов осуществления настоящего изобретения использует смесь фторида алюминия и соединения бора, например борной кислоты, оксида бора, гидратированного оксида бора или буры. Смесь диспергирована в лигносульфонатном связующем и имеет вид вязкой жидкости. В этой форме жидкость можно нанести на поверхность анода посредством пульверизации (распыления). После сушки образуется защитное покрытие, способное противостоять разрушению анода при его окислении. Эту вязкую жидкость можно нанести на верхний участок обожженного анода, имеющий размер от половины до трети анода, при температуре окружающей среды посредством воздушного инжектора, при давлении 8,2× 105 Па и предоставить ей возможность сохнуть при комнатной температуре в течение около 3 час. Покрытие предпочтительно наносят до общей толщины, лежащей в интервале 0,5-2 мм. Наиболее предпочтительно нанесение покрытия толщиной около 1 мм.
Вязкая кроющая жидкость обычно содержит около 20-60 масс.% лигносульфоната (50% раствор), 25-60 масс.% борной кислоты и 0-25 масс.% фторида алюминия. Предпочтительный состав включает 20-40% лигносульфоната (50% раствор), 30-55% борной кислоты и 0-15% фторида алюминия. Особо предпочтительный интервал составляют 25-35% лигносульфоната (50% раствор), 35-55% борной кислоты и 0-10% фторида алюминия. Кроющая жидкость может содержать также до 20 масс.% фенольного полимера.
Во время процесса, протекающего в алюминиевой электролизной ячейке, температура верхней части анодов ячейки достигает приблизительно 550-650° С. Покрытые сверху вязкой кроющей жидкостью и высушенные аноды за счет формирования на них покрытия, содержащего бор и оксид алюминия, оказываются защищенными от окисления.
Для компонентов анода, имеющих защитное покрытие согласно настоящему изобретению, отмечается значительное уменьшение суммарного расхода углерода. Рассчитано, что кроющий состав по изобретению обеспечивает экономию, равную приблизительно 3 долларам на тонну произведенного металла для каждого процента уменьшения суммарного расхода углерода.
Другой предпочтительный вариант осуществления изобретения относится к способу защиты поверхности катодных блоков, подвергаемой воздействиям в алюминиевой электролизной ячейке, посредством нанесения покрытия, которое содержит диборид титана, диспергированный в смеси лигносульфоната и фенольного полимера (фенольной смолы). Такое покрытие обеспечивает смачивающие свойства и противостояние эрозии, а также значительно замедляет разрушение верхних слоев, имеющее место из-за проникновения натрия и наполнителя ванны. Такая кроющая смесь, как правило, содержит около 5-40 масс.% лигносульфоната (50% раствор), около 5-40 масс.% фенольного полимера, около 20-70 масс.% диборида титана и 0-5 масс.% антрацита (или графита). Предпочтительный состав содержит около 14-20 масс.% лигносульфоната (50% раствор), около 14-20 масс.% фенольного полимера, около 50-70 масс.% диборида титана и 2-5 масс.% антрацита (<74 мкм). Хотя предпочтительным материалом для этой цели является борид титана, можно применять широкий набор боридов, таких как борид циркония, ванадия, гафния, ниобия, тантала, хрома или молибдена.
Эту кроющую смесь предпочтительно наносят до толщины около 1-3 мм посредством воздушного инжектора при давлении 8,2× 105 Па, и в первую очередь подвергают покрытый катод сушке воздухом при комнатной температуре в течение около 10 час. Однако можно увеличить срок службы покрытия увеличением его толщины до 10-15 мм за счет нанесения большого количества кроющих слоев. После нанесения каждого такого слоя покрытие можно просушить нагревающей системой при около 100-150° С. Затем покрытый катод подвергают предварительному нагреву, являющемуся частью нормального запуска ячейки. При подготовке к предварительному нагреву катод покрывают слоем кокса (не являющегося наполнителем ванны) толщиной 10 см, а аноды опускают до тех пор, пока они не упрутся в слой кокса. Далее пропускают ток, и в таких условиях температура покрытия достигает приблизительно 1000° С за приблизительно 25 час.
Указанный выше состав обеспечивает получение поверхности, способной смачиваться металлом, и не только защищает подвергаемую воздействиям поверхность катода от разрушения, но и уменьшает поглощение натрия облицовкой катода в целом и окисление блоков боковых стенок при нанесении состава на эти зоны.
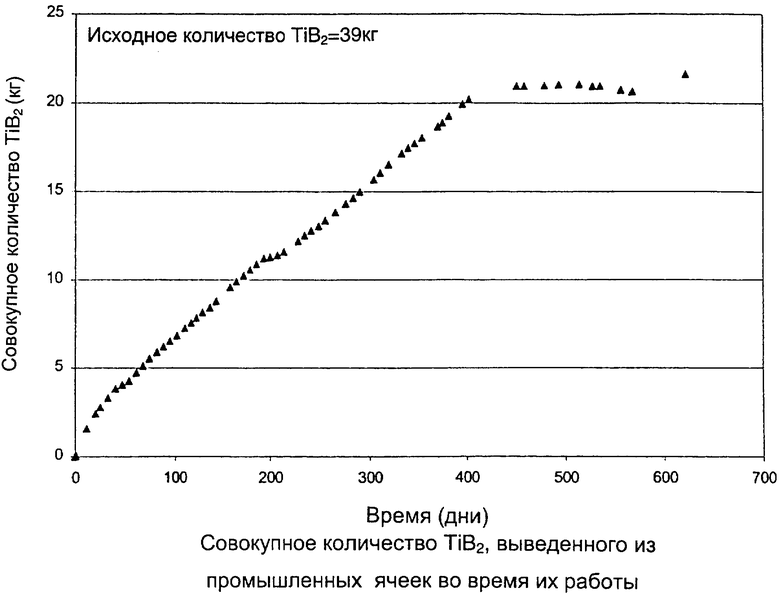
На чертеже представлен график, демонстрирующий временную зависимость количества TiB2, выводимого из процесса электролиза алюминия.
Сведения, подтверждающие возможность осуществления изобретения
ПРИМЕР 1
Жидкую суспензию приготовили смешиванием 30 масс.% Н3ВО3, 30 масс.% AlF3 и 40 масс.% лигносульфоната аммония. Лигносульфонат представлял собой 50% жидкий препарат (NORLIG TSFL™ ), полученный от фирмы Borregaard Lignotech, США. В жидком состоянии лигносульфонат имеет рН в интервале 4-5 и содержит 47,5-51,5% твердых фаз. Н3ВО3 и AlF3 имели форму порошков.
Используя струйный инжектор при давлении 8,2× 105 Па, распылили жидкую суспензию на верхнюю часть обожженных анодов на участке, составляющем приблизительно половину-треть высоты анодов.
ПРИМЕР 2
Провели серию испытаний на окисление, используя образцы материала анода, имеющие небольшой размер, предназначенные для лабораторных условий и покрытые различными кроющими составами, у которых главным связующим был лигносульфонат. Как и в примере 1, снова применяли NORLIG TSEL™ . Покрытие наносили до толщины около 2 мм, используя струйный инжектор при давлении 8,2× 105 Па с последующей сушкой при комнатной температуре в течение около 3 час.
Для испытания на окисление покрытые образцы подвергали воздействию высоких температур в печи размером 33 см × 18 см × 25 см. Печь нагревали от комнатной температуры до 600° С за период, равный 4 час, и выдерживали при 600° С в течение 12 час.
Каждый образец взвешивали до и после воздействия и рассчитывали процентную потерю массы. Составы покрытий и полученные результаты представлены в приведенной ниже Таблице 1.
Составы, прошедшие испытание на окисление, и полученные результаты
* * ЛСА - лигносульфонат аммония
ПРИМЕР 3
Процедуру примера 2 повторили, используя более разнообразный набор кроющих составов. Примененные составы покрытий и полученные результаты окисления представлены в приведенной ниже Таблице 2:
Составы, прошедшие испытание на окисление, и полученные результаты
* * ЛСА - лигносульфонат аммония
ПРИМЕР 4
Для данных испытаний покрытия приготовили и нанесли таким же образом, как и в примере 2. Некоторые покрытия содержали связующее в виде фенольного полимера (DURITE Phenolic Resin RL-2360B). Для проведения высокотемпературных испытаний на окисление образцы поместили на подложку из глиноземного порошка. Тем самым более близко воспроизводили реальные производственные условия, поскольку для прикрытия анодов во время работы ячейки применяют глиноземный порошок, который является сырьевым материалом, подаваемым в электролизную ячейку для производства металлического алюминия.
Кроющие составы и полученные результаты представлены в Таблице 3.
Составы, прошедшие испытание на окисление, и полученные результаты
В качестве контроля каждое испытание на окисление включало в себя образец анода без какого-либо защитного покрытия согласно настоящему изобретению. Эти незащищенные образцы показали потерю массы 60-90 масс.%.
ПРИМЕР 5
Следующие испытания провели, используя образцы материала анода, такие же как в примере 2, с применением лигносульфоната и фенольного полимера из примеров 2 и 4. В качестве источника AlF3 применяли тонко измельченный твердый материал ванны, извлеченный из ячеек. Указанный материал содержал около 50% AlF3 и 50% Al3О3.
Покрытые образцы подвергли высокотемпературному окислению в печи, как в примере 2. Полученные результаты представлены в Таблице 4. Для состава 0-175 провели также промышленное испытание.
Составы, прошедшие испытание на окисление, и полученные результаты
ПРИМЕР 6
Приготовили серию кроющих составов для нанесения на структуры катодов. Применяли те же лигносульфонат и фенольный полимер, что и в предыдущем примере. Составы содержали 60 масс.% диборида титана, 5 масс.% антрацита (<74 мкм), 17,5 масс.% фенольного полимера и 17,5 масс.% раствора (50 масс.%) лигносульфоната аммония. Некоторые составы содержали также антрацит с размером частиц <200 меш. Составы приготовили в виде вязких дисперсионных систем, достаточно текучих для нанесения распылением.
Используя струйный инжектор при давлении 8,2× 105 Па, распылили составы на поверхности катодов, подвергаемые воздействиям. Покрытия высушили, предварительно нагрели и подвергли электролизным испытаниям при 900° С в течение 100 час. После такого испытания вся поверхность покрытого образца катода была смочена алюминием и не обнаруживала следов эрозии.
ПРИМЕР 7
Провели промышленные испытания, используя 6 полномасштабных электролизных ячеек со следующим кроющим составом: 17,5% фенольного полимера, 17,5% раствора (50%) лигносульфоната аммония, 60% TiB2 и 5% антрацита (<74 мкм). Поверхность катода (донные блоки, монолитная уплотняющая паста и блок боковой стенки) покрыли покрытием, общий вес которого для всех испытуемых ячеек составил около 60-70 кг. Толщина этого покрытия была близкой 1 мм. Для определения срока службы покрытия во время работы ячейки концентрацию Ti и В в алюминии, произведенном шестью испытуемыми ячейками, сопоставили с соответствующими уровнями в шести контрольных ячейках. На основании этих результатов срок службы покрытия, имеющего толщину 1 мм, составляет приблизительно 350-400 дней. Известно, что во время работы ячейки скорость эрозии углеродного катода без покрытия равна приблизительно 15-30 мм в год. На фиг.1 представлено совокупное количество TiB2, выведенного из испытуемых ячеек, определенное на основе концентрации Ti и В в алюминии. Промышленное испытание показывает, что скорость эрозии покрытых катодных блоков ниже 1 мм/год, что значительно меньше скорости эрозии для непокрытых блоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИЗА КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ | 2019 |
|
RU2716569C1 |
| СУСПЕНЗИЯ, УГЛЕРОДСОДЕРЖАЩИЙ КОМПОНЕНТ ЯЧЕЙКИ, СПОСОБ НАНЕСЕНИЯ ОГНЕУПОРНОГО БОРИДА, СПОСОБ ЗАЩИТЫ УГЛЕРОДСОДЕРЖАЩЕГО КОМПОНЕНТА, МАССА УГЛЕРОДСОДЕРЖАЩЕГО КОМПОНЕНТА, КОМПОНЕНТ ЭЛЕКТРОХИМИЧЕСКОЙ ЯЧЕЙКИ, СПОСОБ ПОВЫШЕНИЯ УСТОЙЧИВОСТИ К ОКИСЛЕНИЮ, ЯЧЕЙКА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ И ИСПОЛЬЗОВАНИЕ ЯЧЕЙКИ | 1993 |
|
RU2135643C1 |
| СПОСОБНЫЕ К СМАЧИВАНИЮ И УСТОЙЧИВЫЕ К ЭРОЗИИ/ОКИСЛЕНИЮ УГЛЕРОДСОДЕРЖАЩИЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 1999 |
|
RU2232211C2 |
| СПОСОБ НАНЕСЕНИЯ СМАЧИВАЕМОГО ПОКРЫТИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2299278C2 |
| СПОСОБ ЗАЩИТЫ КАТОДНЫХ БЛОКОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЁРОВ С ОБОЖЖЕННЫМИ АНОДАМИ, ЗАЩИТНАЯ КОМПОЗИЦИЯ И ПОКРЫТИЕ | 2019 |
|
RU2724236C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДА | 2023 |
|
RU2814568C1 |
| ЭЛЕМЕНТ ЯЧЕЙКИ ЭЛЕКТРОЛИЗЕРА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА, ЭЛЕКТРОЛИЗЕР | 1993 |
|
RU2125123C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ СМАЧИВАЕМОГО КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2008 |
|
RU2371523C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА | 2022 |
|
RU2793027C1 |
| Способ производства алюминия электролизом расплавленных солей | 2018 |
|
RU2699604C1 |
Изобретение относится к получению защитных покрытий для углеродсодержащих компонентов электролитических ячеек при производстве алюминия. Предложенный способ обработки углеродсодержащего компонента предусматривает приготовление жидкой суспензии тугоплавкого материала, диспергированного в растворе лигносульфонатного связующего, и ее нанесение в качестве покрытия на поверхность углеродсодержащего компонента и последующую сушку покрытия. Обеспечивается улучшение сопротивляемости углеродсодержащего компонента к разрушению во время работы электролизной ячейки. 3 н. и 31 з.п. ф-лы, 1 ил., 4 табл.
| СПОСОБ ОБРАБОТКИ СОСТАВНОГО ЭЛЕМЕНТА НА ОСНОВЕ УГЛЕРОДА ЭЛЕКТРОЛИТИЧЕСКОЙ ЯЧЕЙКИ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ, ПРЕДВАРИТЕЛЬНО СПЕЧЕННЫЙ АНОД, ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА | 1994 |
|
RU2111287C1 |
| US 5364513 A1, 15.11.1994 | |||
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2137817C1 |
| Электролизер для электролитического восстановления алюминия из глинозема | 1984 |
|
SU1554769A3 |
| СПОСОБ ЗАЩИТЫ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2081208C1 |

