Изобретение относится к трубопроводному транспорту и может быть использовано при производстве труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ футерования металлических труб пластмассовой оболочкой, включающий футерование внутренней поверхности трубы пластмассовой оболочкой, закрепление выступающих концов оболочки от продольного перемещения втулками из коррозионно-стойкого металла, отбортовку выступающих концов оболочки на торцы трубы оплавлением и нарезание резьбы на наружных поверхностях отбортовок концов оболочки и концов трубы (пат. РФ №2141599, кл. F 16 L 9/02, В 29 С 49/26).
Недостатком этого способа является то, что он не может быть использован для труб, имеющих заводскую наружную резьбу, т.к. при закреплении концов оболочки радиальной раздачей втулок происходит также радиальная деформация резьбовых концов трубы, что недопустимо.
Наиболее близким по технической сущности к предлагаемому является способ футерования труб, имеющих наружную резьбу, термопластичной оболочкой, включающий введение внутрь трубы термопластичной оболочки, оставляя выступающими за торцы трубы концы оболочки, нагревание выступающих концов оболочки до температуры размягчения и формирование из них фланцев, нарезание резьбы на внутренней поверхности концов оболочки, закручивание по резьбе втулок с наружным фланцем диаметром, не превышающим внутренний диаметр резьбы трубы, до упора в торцы оболочки и доворачивание втулок после нагрева концов оболочки с формированием на концах оболочки фланцев с наружным диаметром, не превышающим внутренний диаметр резьбы трубы. Концы оболочки фиксируют от продольного перемещения раздаваемыми кольцами из коррозионно-стойкого металла. Втулки с наружными фланцами выполняют из коррозионно-стойкого материала (пат. РФ №2143977, кл. В 29 С 63/44, 57/06, F 16 L 9/02, опубл. 10.01.00).
В этом способе механическое закрепление концов оболочки от продольного перемещения производится путем радиальной раздачи колец из коррозионно-стойкой стали за пределами резьбовой части концов трубы, поэтому деформации резьбы трубы не происходит.
Недостатком этого способа является сложность его осуществления, а также низкая надежность резьбового соединения труб между собой из-за наслоения на торцах трубы фланцев оболочки и втулки, что уменьшает длину захода резьбовых концов трубы в соединяющую их наружную муфту. Кроме того, этот способ не применим в случае использования термореактивной оболочки.
Задачей изобретения является упрощение процесса футерования, повышение надежности муфтового соединения труб между собой и расширение ассортимента применяемых материалов для оболочки (обеспечение возможности использования оболочек из термореактивных пластмасс).
Поставленная задача решается тем, что в способе футерования металлических труб с наружной резьбой пластмассовой оболочкой, включающем введение внутрь трубы пластмассовой оболочки, нарезку резьбы на внутренней поверхности концов оболочки и ввинчивание в концы оболочки защитных втулок с наружным фланцем диаметром, не превышающим внутренний диаметр резьбы трубы, выполненных из коррозионно-стойкого материала, согласно изобретению концы оболочки обрезают вровень с концами трубы, наружную поверхность защитной втулки выполняют с конической резьбой, причем наружный диаметр резьбы на наружном конце втулки принимают равным

где Dн - наружный диаметр резьбы на наружном конце втулки;
d - внутренний диаметр трубы;
δн - толщина стенки оболочки в плоскости торца;
hн - высота профиля резьбы оболочки в плоскости торца;
ε - герметизирующий натяг в резьбовом соединении.
Резьба на внутренней поверхности концов оболочки может быть выполнена конической по наружному диаметру, при этом наружный диаметр резьбы на внутреннем конце защитной втулки принимают равным

где Dв - наружный диаметр резьбы на внутреннем конце втулки;
δ - толщина стенки оболочки;
hв - высота профиля резьбы оболочки напротив внутреннего конца втулки.
Закрепление концов пластмассовой оболочки в предлагаемом способе осуществляется путем защемления концов оболочки защитной втулкой, имеющей коническую резьбу на наружной поверхности, которая при ввинчивании в конец оболочки раздает его и прижимает к поверхности трубы. Такой способ закрепления исключает необходимость нагрева концов оболочки после футерования и формирования фланцев из концов оболочки. Причем закрепление получается настолько эффективным, что отпадает необходимость дополнительной фиксации оболочки с помощью раздаваемых колец из коррозионно-стойкой стали. Все это упрощает способ.
Отсутствие фланцев, сформированных из концов оболочки, между торцами соединяемых труб увеличивает длину захода резьбовых концов трубы в наружную муфту, что приводит к повышению надежности соединения.
Поскольку пластмассовая оболочка не подвергается термической деформации, то при футеровании труб можно использовать также оболочки из термореактивной пластмассы, что расширяет ассортимент применяемых материалов.
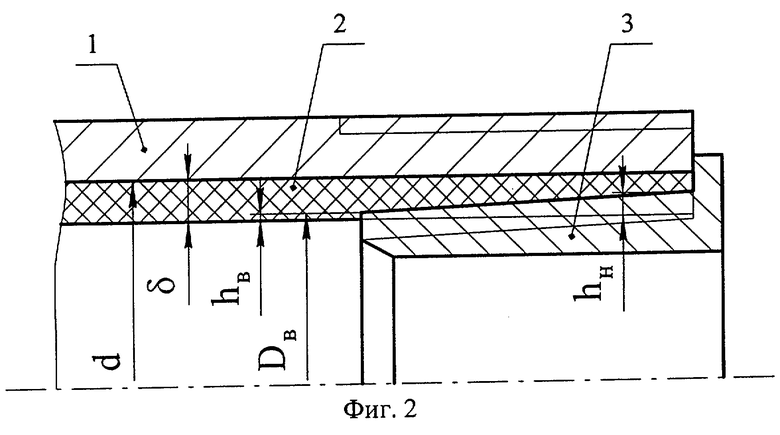
Способ поясняется чертежами, где показаны продольные разрезы (верхние половины) одного из концов трубы (фиг.1 и 2) и места соединения двух труб между собой (фиг.3).
Способ осуществляют следующим образом.
Внутрь металлической трубы 1 (см. фиг.1) затаскивают пластмассовую оболочку 2, концы которой обрезают вровень с концами трубы. На внутренней поверхности концов оболочки нарезают цилиндрическую резьбу. В концы оболочки ввинчивают защитные втулки 3 с наружным фланцем, выполненные из коррозионно-стойкого материала. Защитные втулки на наружной поверхности имеют коническую резьбу, причем наружный диаметр конической резьбы на наружном конце втулки Dн определяют по формуле (1).
Величину герметизирующего натяга в резьбовом соединении можно принять в пределах ε=0,1-1,0 мм в зависимости от диаметра трубы и эластичности (или пластичности) материала оболочки (с увеличением диаметра трубы и эластичности или пластичности материала оболочки величина ε увеличивается).
Для устранения вредных зазоров в резьбовом соединении оболочки с защитной втулкой в условиях определенного разброса фактических диаметров и толщин стенки металлической трубы и оболочки резьбу на внутренней поверхности концов оболочки целесообразно выполнять конической (см. фиг.2), при этом внутренний диаметр резьбы оболочки может быть как постоянным по длине (если форма внутренней поверхности концов оболочки не подвергается изменению, т.е. остается цилиндрической), так и переменным (если внутренняя поверхность концов оболочки сточена под конус для их калибровки). В последнем случае конусности наружной и внутренней поверхностей резьбы (воображаемых поверхностей, проходящих по вершинам и впадинам резьбы) могут и не совпадать. Наружный диаметр резьбы на внутреннем конце защитной втулки Dв определяют по формуле (2), а наружный диаметр резьбы на наружном конце втулки Dн, как и в предыдущем варианте исполнения, определяют по формуле (1). Нарезание конической по наружному диаметру резьбы на концах оболочки из относительно жестких пластмасс (например, из полиэтилена высокой плотности) может быть выполнено, например, с помощью метчика, имеющего аналогичную с защитной втулкой конфигурацию наружной (рабочей) поверхности с той лишь разницей, что наружные диаметры резьбы метчика меньше диаметров резьбы втулки в соответствующих сечениях на величину натяга ε.
В том случае, если коническая резьба нарезается на цилиндрической поверхности концов оболочки, то высота профиля такой резьбы будет непрерывно уменьшаться в направлении от торцов оболочки к ее центру.
Соединяют полученные трубы между собой с помощью наружной муфты 4 с резьбой (см. фиг.3), а для герметизации и защиты от коррозии места соединения в стыке между трубами размещают упругоэластичное кольцо 5, способное деформироваться в достаточных для компенсации разброса фактической ширины стыка пределах.
Описанный способ футерования труб пластмассовой оболочкой с использованием защитной втулки, имеющей коническую резьбу, позволяет, наряду с герметизацией зазора между трубой и оболочкой, предотвратить продольное перемещение оболочки за счет защемления концов оболочки между внутренней поверхностью трубы и наружной резьбовой поверхностью защитной втулки. Фланец защитной втулки служит не только в качестве упора для предотвращения ухода втулки внутрь трубы при появлении растягивающих напряжений в оболочке (при понижении температуры), но и для облегчения герметизации зоны стыка от проникновения агрессивной среды, перекачиваемой по трубе, с использованием упругоэластичного кольца 5. Для более надежного предотвращения выхода защитной втулки из трубы при появлении сжимающих напряжений в оболочке (при повышении температуры) достаточно приварить фланец втулки к торцу трубы дискретным швом (сплошной шов не допускается во избежание прожога пластмассы).
Пример конкретного выполнения.
В стальную обсадную трубу наружным диаметром 146,1 мм и внутренним диаметром 130,7 мм по ГОСТ 632-80 ввели полиэтиленовую (высокой плотности) оболочку в виде трубы наружным диаметром 132 мм и толщиной стенки 4 мм путем предварительного волочения через обжимающий фильер диаметром 128 мм. После введения наружный диаметр оболочки восстановится до внутреннего диаметра стальной трубы (т.к. деформация полиэтилена частично обратима). Концы оболочки отрезали на уровне концов трубы. После восстановления внутренний диаметр оболочки составил do=122,7 мм. С помощью конического метчика на внутренней поверхности концов оболочки на глубину 100 мм нарезали резьбу с высотой профиля в плоскости торца оболочки hн=1,8 мм и на глубине 100 мм hв=0,5 мм (см. фиг.2), наружный диаметр которой на глубине 100 мм составил dв=do+2hв=122,7+2·0,5=123,7 мм, а в плоскости торца оболочки dн=do+2hн=122,7+2·1,8=126,3 мм. В концы оболочки по полученной резьбе ввинчивали защитные втулки из нержавеющей стали марки 08Х18Н10Т длиной 104 мм (с фланцем шириной 4 мм и диаметром 134 мм). На наружной поверхности втулок была выполнена коническая резьба с тем же шагом, что и у оболочки, причем наружный диаметр резьбы на внутреннем конце составлял Dв=d-2(δ-hв)+ε=130,7-2(4-0,5)+0,2=123,9 мм (натяг ε принят равным 0,2 мм), а на наружном конце - Dн=d-2(δн-hн)+ε=130,7-2(4-1,8)+0,2=126,3 мм.
Ввинчивание втулок было выполнено до упора их фланцев в торцы трубы, после чего произвели точечную сварку (в 4 точках) фланцев с торцами трубы.
Полученная труба была подвергнута испытаниям на надежность фиксации концов оболочки втулками при перепадах температур до 40°С. Уход концов оболочки из зоны защемления не происходил. Произвели также гидравлические испытания места соединения двух труб (см. фиг.2) при давлении 32,5 МПа (в соответствии с ГОСТ 632-80) - утечек воды не было.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2007 |
|
RU2347970C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2004 |
|
RU2261394C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2003 |
|
RU2238470C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141599C1 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ, ИМЕЮЩИХ НАРУЖНУЮ РЕЗЬБУ, ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2143977C1 |

Изобретение относится к строительству трубопроводного транспорта и используется при производстве труб с внутренним противокоррозионным покрытием. Внутрь трубы с наружной резьбой вводят пластмассовую оболочку, нарезают резьбу на внутренней поверхности концов оболочки и ввинчивают в концы оболочки, выполненные из коррозионно-стойкого материала защитные втулки с фланцами, наружный диаметр которых не превышает внутренний диаметр резьбы трубы. Предварительно концы оболочки обрезают вровень с концами трубы. Наружную поверхность защитной втулки выполняют с конической резьбой. Даны математические зависимости, учитывающие наружный диаметр резьбы втулки, внутренний диаметр трубы, толщину стенки оболочки, высоту профиля резьбы оболочки в плоскости торца, а также герметизирующий натяг в резьбовом соединении. Повышает надежность муфтового соединения труб. 1 з.п. ф-лы, 3 ил.

Dн=d-2(δн-hн)+ε,
где Dн - наружный диаметр резьбы на наружном конце втулки;
d - внутренний диаметр трубы;
δн - толщина стенки оболочки в плоскости торца;
hн - высота профиля резьбы оболочки в плоскости торца;
ε - герметизирующий натяг в резьбовом соединении.
Db=d-2(δ-hb)+ε,
где DB - наружный диаметр резьбы на внутреннем конце втулки;
δ - толщина стенки оболочки;
hb - высота профиля резьбы оболочки напротив внутреннего конца втулки.
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ, ИМЕЮЩИХ НАРУЖНУЮ РЕЗЬБУ, ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2143977C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141599C1 |
| DE 4408444 C1, 06.04.1995 | |||
| US 4122870 А, 31.10.1978. | |||

