Изобретение относится к трубопроводному транспорту и может быть использовано при производстве труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ соединения труб с внутренним термопластичным покрытием, включающий размещение внутри концов труб втулки с внутренним покрытием, имеющей кольцевые канавки, расположенные по краям втулки, с уплотнительными кольцами в них, и кольцевую проточку в средней части втулки, в которой размещен термопластичный материал, установку поверх термопластичного материала в промежутке между концами покрытия теплоизоляционного кольца и соединение труб сваркой встык. При сварке труб за счет выделяемого тепла происходит оплавление и сварка концов термопластичного покрытия с аналогичным материалом в центральной проточке втулки, что должно обеспечить дополнительную герметизацию стыка (пат. РФ №2157479, кл. F 16 L 13/02, опубл. 10.10.00 г., Бюл. №28).
Недостатком этого способа является низкая надежность соединения, связанная с тем, что процесс оплавления и сварки концов покрытия трубы с кольцом из термопластичного материала втулки происходит вслепую и без контроля качества. А уплотнительные кольца, размещенные на цилиндрическом участке втулки, не могут противостоять против внутреннего давления транспортируемой агрессивной жидкости. В результате этого существует вероятность проникновения агрессивной среды к стыкам труб и их коррозионного разрушения. Кроме того, оплавление и сварка концов покрытия с термопластичным кольцом втулки возможны лишь в случае термопластичного покрытия труб, а при использовании термореактивного покрытия этот процесс исключается.
Наиболее близким по технической сущности к предлагаемому является способ неразъемного соединения труб с защищенной внутренней поверхностью, включающий формование концов труб в виде раструбов, нанесение внутреннего защитного покрытия, установку внутрь раструбов ответной цилиндрической втулки с внутренним защитным покрытием и сварку смежных раструбов между собой встык. Втулку снабжают уплотнительными элементами, размещенными на цилиндрическом участке втулки, и выполняют с кольцевой проточкой, размещенной напротив сварного шва, которую заполняют теплоизолирующим материалом (пат. РФ №2116549, кл. F 16 L 13/02, опубл. 27.07.98 г.).
Недостатком этого способа является возможность коррозионного разрушения стыков из-за недостаточно надежной герметизации от попадания агрессивной транспортируемой среды к стыкам. Последнее обусловлено тем, что уплотнительные элементы (кольца) расположены на цилиндрическом участке втулки и прижимаются к раструбам и втулке только за счет упругой деформации колец, возникающей при вводе втулки в трубу. Среда, находящаяся под высоким давлением, преодолевает упругую деформацию этих колец и проникает к зоне стыка.
Задачей изобретения является повышение надежности соединения труб с внутренним покрытием любого типа.
Поставленная задача решается тем, что в способе соединения труб с внутренним покрытием, включающем калибровку и расширение внутреннего диаметра концов труб до нанесения покрытия, размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, снабженной противокоррозионным покрытием и имеющей на наружной поверхности на концах уплотнительные элементы и в центре кольцо из теплоизоляционного материала, и соединение труб сваркой встык, согласно изобретению, уплотнительные элементы размещают в зонах изменения внутреннего диаметра концов труб, причем наружная поверхность уплотнительных элементов соответствует конфигурации внутренней поверхности трубы в указанных зонах, а продольный посадочный размер втулки берут больше соответствующего размера расширенных концов труб.
Уплотнительные элементы выполняют в виде радиальных кольцевых выступов втулки. На наружной поверхности участков, охватывающих цилиндрические и конические части кольцевых выступов, могут быть размещены кольца из упругоэластичного материала.
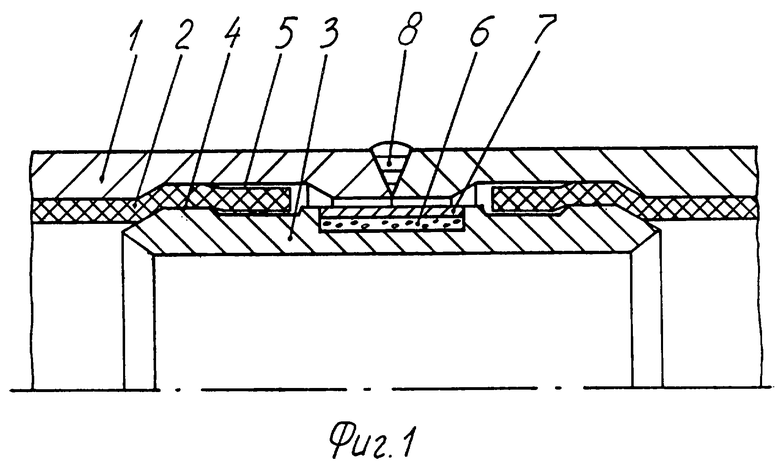
Способ поясняется чертежом, где показаны продольные разрезы верхних половинок концевых участков соединяемых труб (нижние половинки идентичны).
На фиг.1 показан вариант соединения труб 1 с внутренней пластмассовой облицовкой (например, футерованных полиэтиленовыми трубами) 2, в котором место соединения защищено от коррозии втулкой 3, имеющей на концах уплотнительные радиальные кольцевые выступы 4.
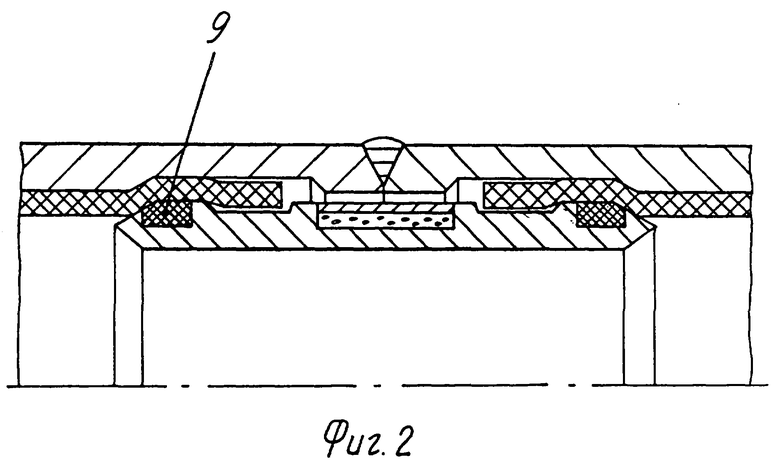
На фиг.2 показан вариант соединения таких же труб, в котором на наружной поверхности участков, охватывающих цилиндрические и конические части кольцевых выступов втулки, размещены кольца 9 из упругоэластичного материала.
Способ осуществляют следующим образом.
Концевые участки металлических труб 1 (см. фиг.1) предварительно калибруют до максимального внутреннего диаметра, допустимого для данного типоразмера труб, увеличивают внутренний диаметр труб в зоне герметизации места соединения 5 на 2-6 мм (в зависимости от диаметра и толщины стенки труб) путем внутренней обточки. Производят футерование труб пластмассовыми трубами 2, концы которых обрезают в пределах зон герметизации 5. В конец одной из труб вставляют стальную защитную втулку 3, все поверхности которой снабжены полимерным противокоррозионным покрытием, имеющую по концам кольцевые уплотнительные выступы 4, наружный диаметр которых превышает внутренний диаметр футеровки на величину увеличения внутреннего диаметра металлических труб в зонах герметизации 5. В центре втулка снабжена кольцевой проточкой, заполненной теплоизоляционным материалом 6, заключенным в стальной кожух 7. На выступающий конец втулки насаживают конец второй трубы, с помощью гидравлического пресса производят смыкание концов металлических труб до соприкосновения их кромок и производят сварку встык. При смыкании концов труб кольцевые выступы 4 втулки раздают концы пластмассовых труб до соприкосновения с обточенной поверхностью металлических труб и прижимают пластмассовые трубы к кольцевым выступам металлических труб, образованным в результате увеличения их внутреннего диаметра. Это прижатие обеспечивается тем, что длина цилиндрической части втулки (до наружных фасок) превышает расстояние между внутренними выступами соединяемых труб на 2-4 мм (в зависимости от толщины стенки футеровки). При этом обеспечивается не только надежная герметизация места соединения труб от перекачиваемой агрессивной среды, но и механическая фиксация концов футеровки.
Еще более надежная герметизация, компенсирующая неточности геометрических размеров мест соприкосновения втулки и труб, достигается в случае выполнения на контактной поверхности уплотнительных выступов втулки кольцевых проточек с размещенными в них кольцами 9 из упругоэластичного материала (см. фиг.2).
Теплоизоляционное кольцо 6 во всех вариантах служит для устранения термического воздействия сварки на внутреннее антикоррозионное покрытие защитной втулки.
Примеры конкретного выполнения.
Пример 1. Концы стальных труб по ГОСТ 8732 наружным диаметром 159 мм и толщиной стенки 9 мм калибровали по внутреннему диаметру до 145 мм на длину 200 мм, в интервале 50-150 мм от концов выполнили внутреннюю проточку до внутреннего диаметра 149 мм и произвели футерование полиэтиленовыми трубами диаметром 141 мм и толщиной стенки 4 мм с предварительным волочением через фильеру диаметром 138 мм. Концы полиэтиленовых труб отрезали на расстоянии 60 мм от концов стальных труб непосредственно перед их соединением. Защитную стальную втулку длиной цилиндрической части 302 мм (на 2 мм больше расстояния между крайними точками внутренней проточки соединяемых труб), имеющую по концам кольцевые уплотнительные выступы наружным диаметром 141,5 мм, в центральной части кольцевую проточку глубиной 4 мм, шириной 100 мм, заполненную асбестовой тканью и стальным кожухом, вставили в концы соединяемых труб, с помощью гидропресса произвели силовое смыкание кромок труб и осуществили сварку встык.
Гидравлические испытания показали, что стыки труб, соединенных по предложенному способу, остаются изнутри сухими при давлениях до 20 МПа. Это гарантирует отсутствие их коррозионного разрушения под действием перекачиваемой агрессивной среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| СПОСОБ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2002 |
|
RU2229653C2 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| Способ соединения труб с внутренним покрытием | 2018 |
|
RU2686374C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2016 |
|
RU2621451C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
Изобретение относится к области трубопроводного транспорта и найдет применение при строительстве трубопроводов с внутренним противокоррозионным покрытием. Технический результат: повышение надежности соединения труб. До нанесения покрытия производят калибровку и расширение внутреннего диаметра концов труб, в место их соединения размещают внутреннюю защитную втулку, снабженную противокоррозионным покрытием и имеющую на наружной поверхности по концам уплотнительные элементы и в центре кольцо из теплоизоляционного материала. Уплотнительные элементы размещают в зонах изменения внутреннего диаметра концов труб, причем наружная поверхность уплотнительных элементов соответствует конфигурации внутренней поверхности труб в указанных зонах, а продольный посадочный размер втулки берут больше соответствующего размера расширенных концов труб. Уплотнительные элементы выполняют в виде радиальных кольцевых выступов втулки, на наружной поверхности которых могут быть размещены кольца из упругоэластичного материала. 5 з.п. ф-лы, 2 ил.
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1994 |
|
RU2080509C1 |
| US 4611833 A, 16.09.1986 | |||
| US 5163715 A, 17.11.1992. | |||

