Изобретение относится к нефтедобывающей промышленности и может быть использовано при добыче высокосернистых нефтей и природных битумов, а также в жилищно-коммунальном хозяйстве.
В настоящее время в нефтедобыче существенно возрастает доля извлечения высокосерных нефтей, растет обводненность продукции скважины. Эти факторы значительно снижают срок службы металлических труб за счет прогрессирующей коррозии. Поэтому применение футерованных труб является одним из надежных способов защиты от коррозии.
В известном способе (Временная инструкция по технологии высокотемпературной индукционной пайки стыков труб диаметром до 159 мм в цеховых условиях. - Бугульма: ТатНИПИнефть, 1993. -11с.) футерования труб нефтяного сортамента резьбовая часть удаляется, что дает возможность стыковать футерованные трубы только неразъемным соединением.
Известна конструкция трубы, футерованной винипластом или полиэтиленом (ГОСТ 10762-64). Недостатками данной трубы являются: при колебаниях температуры внешней среды происходит перемещение термопластичной оболочки; большая металлоемкость и трудоемкость при монтаже.
Задачей изобретения является упрощение технологии футерования труб, имеющих наружную резьбу, термопластичной оболочкой и усиление антикоррозионной защиты.
Поставленная задача решается тем, что после введения термопластичной оболочки внутрь трубы концы ее оставляют выступающими за торцы трубы, далее нарезают резьбу на ее внутренней поверхности, закручивают втулки с наружным фланцем, диаметр которого не превышает внутренний диаметр резьбы трубы, до упора в торцы термопластичной оболочки, нагревают выступающие концы термопластичной оболочки до температуры размягчения и доворачиванием втулки с фланцем из них формируют фланцы с наружным диаметром, не превышающим внутренний диаметр резьбы трубы. Концы термопластичной оболочки фиксируют от продольного перемещения кольцами из коррозионно-стойкого металла, размещенными за пределами конца сбега резьбы трубы. Втулки с наружным фланцем выполняют из коррозионно-стойкого материала, например термореактивных пластмасс, металлокерамики и других композиционных материалов.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
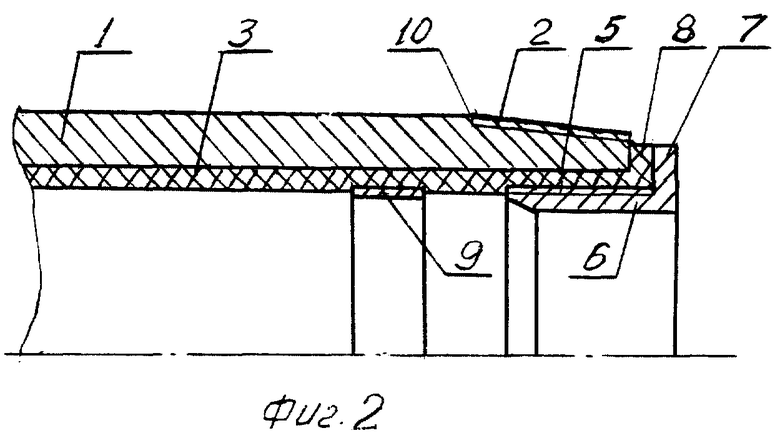
Способ футерования труб, имеющих наружную резьбу, термопластичной оболочкой осуществляют следующим образом. В металлическую трубу 1 (фиг. 1), имеющую наружную резьбу 2, втаскивают термопластичную оболочку 3. При этом концы 4 термопластичной оболочки оставляют выступающими за торцы трубы 1. На внутренней поверхности концов термопластичной оболочки 3 нарезают резьбу 5. Втулку 6 с наружным фланцем 7, диаметр которого не превышает внутренний диаметр резьбы трубы, закручивают до упора в торцы термопластичной оболочки 2. Далее выступающие концы 4 термопластичной оболочки 2 нагревают до температуры размягчения и доворачиванием втулки 6 с наружным фланцем 7 из них формируют фланцы 8 с наружным диаметром, не превышающим внутренний диаметр резьбы 2 трубы 1.
Для устранения продольного перемещения концов термопластичной оболочки 3 их фиксируют кольцами 9 из коррозионно-стойкого металла, размещенными за пределами конца сбега резьбы 10 трубы 1 (фиг.2). Такое расположение кольца 9 необходимо для того, чтобы сохранить резьбовую часть трубы при раздаче кольца 9. Для усиления антикоррозионной защиты трубы втулки 6 с наружным фланцем 7 выполняют из коррозионно-стойкого материала. Для этих целей применяют коррозионно-стойкие металлы, термореактивные пластмассы, металлокерамику или другие композиционные материалы. Футерованные по предлагаемому способу трубы, имеющие наружную резьбу, готовы для соединения их в трубопроводы. Аналогичным образом футеруют практически все модификации труб, имеющих наружную резьбу, например, трубы, применяемые в жилищно-коммунальном хозяйстве (фиг.3).
Футерование труб, имеющих наружную резьбу, термопластичной оболочкой по предлагаемому способу упрощает технологию их изготовления и усиливает защиту трубопроводов от коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141599C1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ НЕФТЯНОГО СОРТАМЕНТА ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2145546C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2007 |
|
RU2347970C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1999 |
|
RU2162413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ ДЛЯ СОЕДИНЕНИЯ СВАРКОЙ | 2013 |
|
RU2525032C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2140854C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| МЕТАЛЛИЧЕСКАЯ ОБЛИЦОВАННАЯ ТРУБА | 2002 |
|
RU2216671C2 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
В способе футерования труб, имеющих наружную резьбу, термопластичной оболочкой вводят внутрь трубы термопластическую оболочку, оставляя выступающими за торцы трубы концы термопластичной оболочки. Нагревают выступающие концы термопластичной оболочки до температуры размягчения и из них формируют фланцы. На выступающих концах термопластичной оболочки нарезают резьбу на ее внутренней поверхности и по резьбе закручивают втулки с наружным фланцем диаметром, не превышающим внутренний диаметр резьбы трубы, до упора в торцы термопластичной оболочки. После нагрева выступающих концов термопластичной оболочки доворачивают втулки с фланцем. Фланцы формируют с наружным диаметром, не превышающим внутренний диаметр резьбы трубы. Концы термопластичной оболочки фиксируют от продольного перемещения кольцами из коррозионно-стойкого металла, размещенными за пределами конца сбега резьбы трубы. Втулки с наружным фланцем выполняют из коррозионно-стойкого материала, например коррозионно-стойкого металла, термореактивных пластмасс, металлокерамики и других композиционных материалов. Способ позволяет упростить технологию изготовления футерованных труб, имеющих наружную резьбу, и усиливает защиту трубопроводов от коррозии. 2 з.п.ф-лы, 2 ил.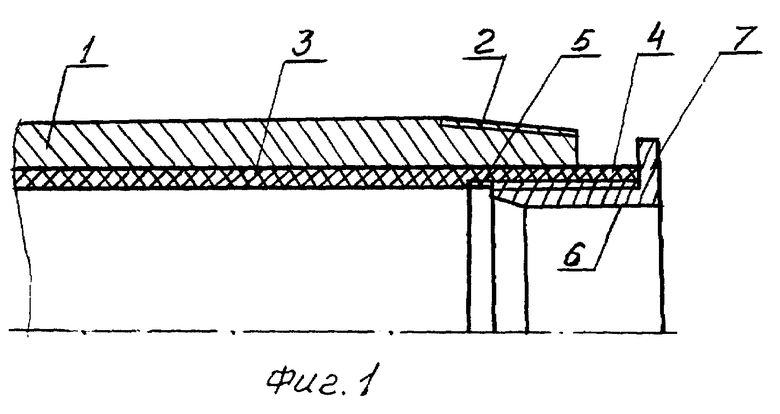
| Способ изготовления футерованных термопластом металлических труб | 1976 |
|
SU585997A1 |
| DE 4000799 A1, 18.07.1991 | |||
| Прибор для предотвращения пользования электрической энергией сверх определенной нормы | 1928 |
|
SU10762A1 |
| Катодное реле | 1918 |
|
SU159A1 |
| - Бугульма: ТатНИПИнефть, 1993. | |||

