Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве, реконструкции и ремонте трубопроводов в нефтедобывающей и нефтехимической промышленности, а также в системе жилищно-коммунального хозяйства.
Известна конструкция трубы с внутренней пластмассовой оболочкой (полезная модель РФ №38497, F16L 9/02, бюл. №17 от 20.06.04 г.), в которой концы пластмассовой оболочки крепятся к внутренней поверхности трубы при помощи защитных втулок с конической резьбой на их наружной поверхности, ввинчиваемых в концы труб.
Недостатками данного способа являются неудовлетворительная герметичность и низкая механическая прочность в осевом направлении резьбового соединения между защитной втулкой и пластмассовой оболочкой из-за больших допусков на внутренний диаметр и овальность труб, что снижает надежность крепления концов оболочки и защиты от коррозии зоны сварного соединения.
Известен способ футерования труб, имеющих наружную резьбу, термопластичной оболочкой (пат. РФ №2143977, В29С 63/44, 57/06; F16L 9/02, бюл. №1 от 10.01.2000 г.), согласно которому внутрь трубы вводят термопластичную оболочку, оставляя ее концы выступающими за торцы трубы, на внутренней поверхности выступающих концов оболочки нарезают резьбу, по резьбе ввинчивают втулки с наружным фланцем до упора в торцы оболочки, после нагрева выступающих концов оболочки доворачивают втулки, формируя фланцами втулок фланцы на концах оболочки. Концы оболочки фиксируют от продольного перемещения кольцами из коррозионно-стойкого металла, размещенными за пределами конца сбега резьбы трубы.
Недостатками данного способа являются:
- недостаточная герметичность резьбового соединения между втулками и оболочкой из-за больших допусков на внутренний диаметр футеруемой трубы;
- недостаточная механическая прочность в осевом направлении резьбового соединения между втулками и оболочкой из-за больших допусков на внутренний диаметр футеруемой трубы вследствие чего концы оболочки фиксируют от продольного перемещения кольцами путем их радиальной раздачи;
- возможность срыва резьбы на конце термопластичной оболочки при формировании на ней торцевых фланцев при доворачивании втулки из-за размягчения термопластичного материала после нагрева;
- трудоемкость и энергоемкость процесса, связанного с применением мощного прессового оборудования при фиксации термопластичной оболочки кольцами из коррозионно-стойкого металла, что затрудняет применение данного способа в полевых условиях при реконструкции или ремонте трубопровода из труб с внутренней термопластичной оболочкой.
Наиболее близким по технической сущности к предлагаемому является способ крепления и герметизации внутренней облицовки на концах металлической трубы (патент РФ №2216671, F16L 9/02, бюл. №32 от 20.11.03 г.), включающий удаление оболочки из концевых участков труб на глубину термического влияния, возникающего при сварке труб, установку в концы труб с перекрытием части оболочки защемляющих колец, закрепление и герметизацию концов оболочки путем раздачи колец с помощью дорнирующего устройства и гидропресса.
Недостатками данного способа являются его высокие трудоемкость и энергоемкость, связанные с необходимостью использования мощного прессового оборудования, что затрудняет применение данного способа в полевых условиях при реконструкции или ремонте трубопровода из облицованных труб.
Задачей предлагаемого изобретения является снижение трудоемкости и энергоемкости способа защиты от коррозии зоны сварного соединения металлических труб с внутренней полимерной оболочкой при реконструкции и ремонте трубопроводов.
Поставленная задача решается тем, что в способе защиты от коррозии зоны сварного соединения металлических труб с внутренней полимерной оболочкой, включающем удаление оболочки из концевых участков труб на глубину термического влияния, возникающего при сварке, установку в концы труб с перекрытием части оболочки защемляющих колец, закрепление и герметизацию концов оболочки путем механического воздействия на защемляющие кольца с последующим соединением концов труб сваркой встык, согласно изобретению перед удалением оболочки из концевого участка каждой из труб в зазор между трубой и оболочкой запрессовывают металлическую втулку, наружный диаметр которой меньше внутреннего диаметра трубы, длиной, превышающей зону термического влияния сварки, с двумя внутренними коническими поверхностями, расширяющимися к концам втулки, и раструбом на наружном конце, наружный диаметр которого равен или превышает внутренний диаметр трубы, при этом одновременно конец оболочки вытягивают, а закрепление и герметизацию конца оболочки производят путем запрессовки в конец оболочки в зону внутренней поверхности втулки, расширяющейся к наружному концу, защемляющего кольца, имеющего наружную коническую поверхность, соответствующую расширяющейся к наружному концу конической поверхности втулки.
При этом втулки и защемляющие кольца могут быть выполнены из коррозионно-стойкого металла.
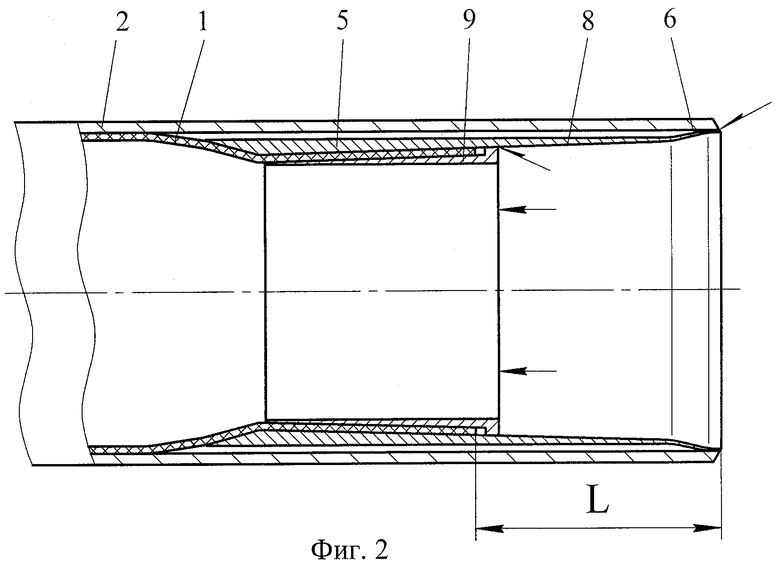
На фиг.1 изображено исходное положение соединяемого конца одной из труб в начальный момент ввода втулки в зазор между оболочкой и трубой.
На фиг.2 изображен конец трубы с оболочкой, прикрепленной к внутренней конической поверхности втулки защемляющим кольцом, готовый к соединению с аналогичным концом другой трубы сваркой встык.
Способ осуществляется следующим образом.
Конец полимерной оболочки 1 (см. фиг.1), установленной на внутреннюю поверхность металлической трубы 2, разрезают с образованием трапецеидальных лепестков, которые прижимают к конической оправке 3 наружным кольцом 4. На образованную при этом коническую часть полимерной оболочки 1 надевают втулку 5, наружный диаметр которой меньше внутреннего диаметра трубы 2, а длина превышает зону термического влияния сварки, с раструбом 6 на наружном конце и двумя внутренними коническими поверхностями 7 и 8, расширяющимися к концам втулки 5. Наружный диаметр раструба 6 больше или равен максимальному (с учетом допусков по ГОСТ) внутреннему диаметру трубы 2. Вытягивая одновременно полимерную оболочку 1 при помощи конической оправки 3 и наружного кольца 4 в осевом направлении, в зазор между трубой 2 и оболочкой 1 вводят втулку 5 до тех пор, пока торец раструба 6 (см. фиг.2) втулки 5, запрессовываясь в конец трубы 2, не сравняется с ее торцом. Раструб 6 втулки 5 фиксируется относительно торца трубы 2 прихватками электродуговой сварки. Затем конец полимерной оболочки 1 обрезается на глубину L от торца трубы 2, превышающую длину зоны термической деструкции оболочки 1 при сварке труб. После этого в конец полимерной оболочки 1 впрессовывают защемляющее кольцо 9 с наружной конической поверхностью, соответствующей внутренней конической поверхности 8 втулки 5, и фиксируют его относительно втулки 5 прихватками электродуговой сварки. Таким образом, конец полимерной оболочки 1 прочно и герметично зажимается между коническими поверхностями втулки 5 и защемляющего кольца 9, что исключает возможность осевого смещения оболочки 1 и проникновения перекачиваемой среды в зазор между оболочкой 1 и трубой 2. Во избежание коррозионного разрушения втулка 5 и защемляющее кольцо 9 изготавливаются из коррозионно-стойкого металла. Конец трубы 2 совместно с впрессованным в него раструбом 6 втулки 5 соединяется с аналогичным концом другой трубы по технологии сварки биметаллических труб.
Предлагаемый способ снижает трудоемкость и энергоемкость способа защиты от коррозии зоны сварного соединения металлических труб с внутренней полимерной оболочкой при реконструкции и ремонте трубопроводов и повышает его надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| Способ ремонта стеклопластиковых труб и ремонтный комплект для его осуществления | 2022 |
|
RU2781323C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2006 |
|
RU2326287C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
Изобретение относится к области трубопроводного транспорта и найдет применение при строительстве и ремонте трубопроводов с внутренним противокоррозионным покрытием. В конец каждой из соединяемых труб между трубой и оболочкой запрессовывают металлическую втулку длиной, превышающей зону термического влияния сварки, с двумя внутренними расширяющимися к концам втулки коническими поверхностями и раструбом на наружном конце, наружный диаметр которого равен или превышает внутренний диаметр трубы, а конец оболочки вытягивают. Закрепление и герметизацию конца оболочки производят путем запрессовки в конец оболочки в зону, расширяющейся к наружному концу внутренней поверхности втулки, защемляющего кольца, имеющего наружную коническую поверхность, соответствующую расширяющейся к наружному концу конической поверхности втулки. Расширяет арсенал технических средств. 1 з.п. ф-лы, 2 ил.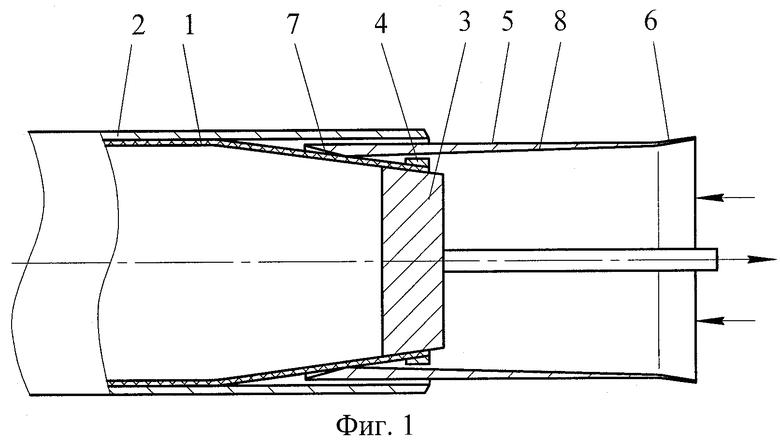
| МЕТАЛЛИЧЕСКАЯ ОБЛИЦОВАННАЯ ТРУБА | 2002 |
|
RU2216671C2 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ, ИМЕЮЩИХ НАРУЖНУЮ РЕЗЬБУ, ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2143977C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141598C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1239445A1 |
| US 3876136 A, 08.04.1975. | |||

