Изобретение относится к оборудованию для навивки спиралей и может быть использовано для изготовления спиралей для производства пружинных матрацев, мягкой мебели.
Известны устройства для навивки спиралей с использованием оправок (см. описания изобретений к патентам РФ №2166399, B 21 F 35/00. Устройство для навивки пружин, опубл. 10.05.2001, заявка 2000120235 [1], №2010652, B 21 F 3/04, Устройство для навивки пружин преимущественно с малым индексом, опубл. 15.04.94., заявка 4885544 [2]).
В [1] подачу проволоки на оправку, формирующую пружину, осуществляют за счет вращения оправки, навивающей пружину и тем самым подтягивающей проволоку к ней, через направляющую втулку, ориентированную поперек (под большим углом к) оси оправки. Указанная втулка расположена на значительном расстоянии от оправки. Такое расположение направляющей неприемлемо для устройств с формированием пружин иным способом, когда необходима подача проволоки вдоль оси оправки. Отдаленность расположения направляющей от оправки может привести к сбою устройства формирования пружины.
В [2] подача проволоки осуществляется через фильеру, представляющую собой канал с диаметром, равным диаметру проволоки, выполненный в направляющей; направляющая расположена в непосредственной близости от оси оправки с ориентацией канала направляющей поперек оси оправки, под углом, близким к 90°. Протяжка проволоки осуществляется в этом устройстве за счет вращения оправки, навивающей пружину и тем самым подтягивающей проволоку к себе. Это устройство является наиболее близким аналогом. Недостатком данного устройства является ориентация фильеры под большим углом к оси оправки, близким к 90°, что не всегда возможно применить к другим оправкам, которые требуют подачи проволоки вдоль оси оправки.
Задачей изобретения является создание конструкции устройства формирования спирали, в котором подача проволоки к оправке осуществляется вдоль ее оси, с исключением перегибов проволоки, надежное формирование спирали при простоте и надежности конструкции.
Задача решается конструкцией устройства формирования спирали, которое содержит устройство протяжки проволоки, цилиндрическую консольно закрепленную оправку, направляющую, расположенную непосредственно у оправки, в которой выполнен канал диаметром, равным диаметру используемой проволоки. Отличием изобретения от прототипа является выполнение устройства протяжки проволоки в виде двух протяжных роликов, касательные к которым в месте их контакта с проволокой ориентированы вдоль оси оправки, расположение устройства протяжки до оправки (по ходу подачи проволоки) в непосредственной близости с направляющей. Другим отличием является жесткое закрепление оправки (ее входной части) на корпусе устройства и форма выполнения оправки, которая выполнена с канавкой на ее внешней цилиндрической поверхности, состоящей из трех участков. Первый участок канавки выполнен на цилиндрической поверхности входной части оправки, по ходу движения проволоки, по ее цилиндрической образующей, снабженный конусным уширением (раструбом), обращенным широкой частью в сторону подачи проволоки. Второй участок канавки расположен на выходном, противоположном конце оправки и выполнен винтовой формы в виде 1/3-2 витков спирали с параметрами навиваемой спирали. Третий участок канавки выполнен по линии сопряжения первого участка канавки и второго участка канавки. Глубина канавки выполнена равной диаметру используемой для навивки проволоки или несколько большей в пределах технологического допуска для того, чтобы гарантировать расположение проволоки в канавке в "утопленном" виде, без ее выступа за пределы наружной поверхности оправки. Направляющая выполнена клиновидной формы, жестко закрепленная на корпусе устройства непосредственно у входной части оправки, клином обращенная к протяжным роликам, в положении, при котором канал для проволоки в теле направляющей установлен у раструба первой, входной части канавки по цилиндрической образующей и обеспечивает непосредственный контакт канала направляющей с раструбом канавки на входе оправки. Этот канал в направляющей выполнен по направлению ориентации подаваемой проволоки, преимущественно параллельно оси оправки, обеспечивая подачу проволоки непосредственно на оправку без перегибов. Клиновидная форма направляющей объясняется необходимостью расположения протяжных роликов непосредственно у направляющей, по возможности, ближе к оправке, для уменьшения усилий, которые необходимо приложить к проволоке в направлении ее подачи для обеспечения формирования спирали на оправке и устранения перегибов проволоки при ее подаче. Поэтому от близости расположения протяжных роликов к оправке зависит длина канала направляющей и величина угла клина. Чем короче канал направляющей при более близком расположении протяжных роликов к оправке, тем больше должен быть угол клина. Направляющая может быть выполнена в виде внешней втулки по отношению к оправке, ее охватывающей и установленной соосно оправке.
Выполнение оправки описанной формы обеспечивает навивку спирали требуемых параметров наиболее простым способом, без организации вращения оправки, обеспечивая ее навивку исключительно движением проволоки за счет эффекта подачи проволоки протяжными роликами. Наличие направляющей описанной конструкции служит элементом ориентации проволоки непосредственно у оправки, надежно обеспечивая бесперебойность работы и облегчая ее навивку. Выполнение направляющей клиновидной формы позволяет расположить протяжные ролики устройства протяжки проволоки в непосредственной близости к оправке, формирующей спираль, тем самым обеспечить подачу проволоки к оправке с меньшими усилиями и без перегибов проволоки. Наличие конусного раструба на поверхности оправки у ее входа также облегчает и упрощает подачу проволоки на навивку. Все это делает возможным создание простой, надежной конструкции устройства формирования спирали с обеспечением стабильности ее параметров, высокого качества.
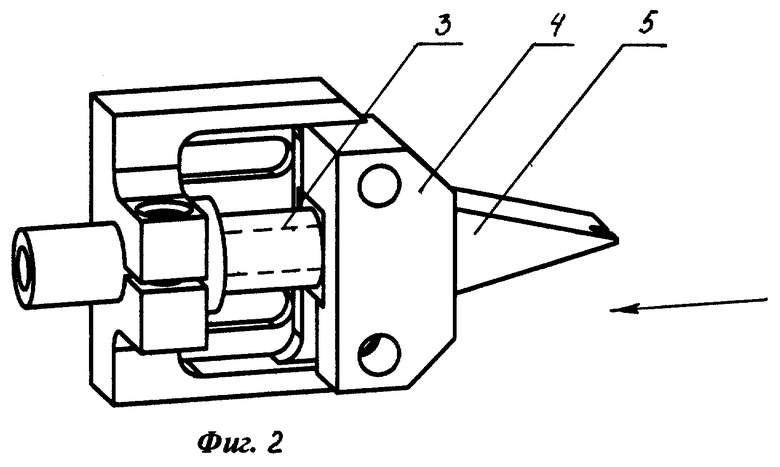
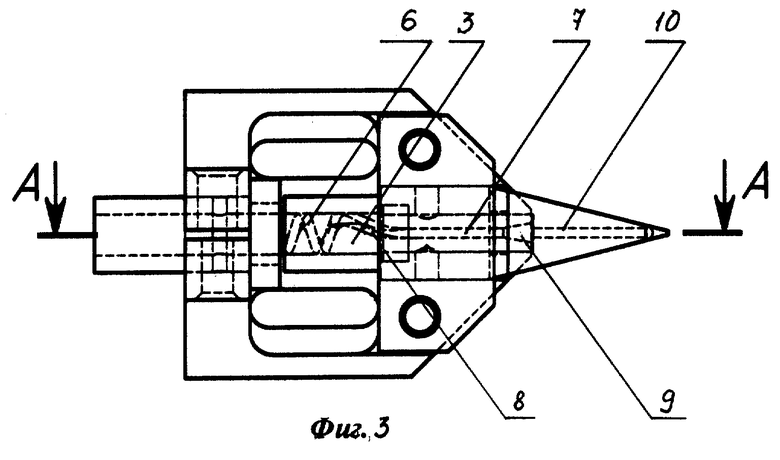
На фиг.1 показан общий вид устройства формирования спирали, на фиг.2 - узел формирования, где стрелкой показано направление подачи проволоки на навивку, на фиг.3 - его фронтальный вид, на фиг.4 - сечение А-А его фронтального вида.
Устройство формирования спирали содержит протяжные ролики 1, узел формирования 2, оправку 3 (на фиг.2 показана условно пунктиром), консольно жестко закрепленную со стороны подачи проволоки (со стороны своего входа) на корпусе 4 узла формирования 2, направляющую 5 для проволоки, установленную у входной части оправки 3. На цилиндрической поверхности оправки 3 выполнена канавка, состоящая из винтовой части 6 в виде 1/3-2 витков спирали с параметрами навиваемой спирали, с заданным шагом спирали, расположенной на выходной части оправки, части 7, выполненной по цилиндрической образующей и расположенной на входной части оправки, и части 8, выполненной по линии сопряжения частей 6 и 7. Количество витков части 6 канавки зависит от минимально необходимой формы витка канавки, достаточной для образования спирали необходимого качества и уменьшения сил трения, имеющих место между проволокой и канавкой оправки 3. Конечный участок 9 части 7 канавки, выполненной по цилиндрической образующей оправки 3, представляет собой конусное уширение канавки (раструб), обращенное более широкой частью к направляющей 5. Канавка выполнена глубиной, равной или чуть больше диаметра проволоки в пределах технологического допуска. Направляющая 5 выполнена с каналом-проточкой 10 для проволоки, с диаметром, равным диаметру проволоки в пределах технологического допуска. Направление канала 10 ориентировано по ходу подачи проволоки с целью уменьшения возможных деформационных усилий, воздействующих на проволоку при ее подаче из бухты (не показано). Для более надежной стыковки оправки 3 с направляющей 5 и точного совмещения канала 10 направляющей 5 с раструбом 9 оправки 3 оправка 3 и направляющая 5 могут быть жестко закреплены относительно друг друга, как это показано на фиг.4. В этом случае направляющая 5 выполнена в виде внешней втулки по отношению к оправке 3, ее охватывающей и установленной соосно оправке 3.
Устройство формирования спирали работает следующим образом.
Проволока из бухты (не показана) через протяжные ролики 1 своим концом вставляется в канал 10 направляющей 5 и далее в раструб 9 оправки 3 с частичным входом ее в часть 7 канавки, выполненной по цилиндрической образующей оправки 3. При этом направляющая 5 с каналом 10 обеспечивает подачу проволоки на формообразование без перегибов и в требуемой для оправки 3 ориентации. При включении электродвигателя (не показано) начинает работать устройство протяжки проволоки с протяжными роликами 1, подавая ее вдоль оси оправки 3 далее в часть 7 канавки оправки 3. За счет усилий подачи проволоки устройства протяжки с протяжными роликами 1 проволока, ориентированная в канавке оправки 3, повторяя ее форму, на участке сопряжения 8 и далее на винтовом участке 6 оправки 3 формируется в спираль с параметрами, определенными параметрами канавки оправки 3, а именно ее выходной винтовой части 6. Форма канавки с участками 9, 7, 8, 6 обеспечивает плавный переход проволоки из обычного состояния в спираль. Клиновидная форма направляющей позволяет максимально приблизить протяжные ролики 1 к оправке, обеспечивая подачу проволоки к оправке с меньшими усилиями при этом и без перегибов.
Источники информации
1. Описание изобретения к патенту РФ №2166399, В 21 F 35/00. Устройство для навивки пружин, опубл. 10.05.2001, заявка 2000120235;
2. Описание изобретения к патенту РФ №2010652, B 21 F 3/04. Устройство для навивки пружин преимущественно с малым индексом, опубл. 15.04.94, заявка 4885544 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Устройство для производства магнитопроволочных спиралей | 2021 |
|
RU2780324C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВЫХ СПИРАЛЕЙ БОЛЬШОЙ ДЛИНЫ | 2007 |
|
RU2338617C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВОЙ СПИРАЛИ | 2009 |
|
RU2422234C2 |
| Устройство для навивки цилиндрических спиралей из проволоки | 1973 |
|
SU466063A1 |
| Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения | 1989 |
|
SU1675015A1 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| Устройство для приварки спирали к трубе | 1989 |
|
SU1687324A1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |

Изобретение относится к оборудованию для навивки спиралей и может быть использовано при изготовлении спиралей, предназначенных для пружинных матрацев, мягкой мебели. Устройство содержит устройство протяжки проволоки в виде двух протяжных роликов, цилиндрическую консольно закрепленную оправку, направляющую, расположенную непосредственно у оправки и оснащенную каналом диаметром, равным диаметру используемой проволоки. Входная часть оправки жестко закреплена на корпусе устройства. Сама оправка выполнена с канавкой на ее внешней цилиндрической поверхности, состоящей из трех участков. Один участок выполнен на входной по ходу движения проволоки части оправки по ее образующей и снабжен конусным раструбом, обращенным широкой частью в сторону направляющей. Другой участок расположен на выходном конце оправки и имеет винтовую форму в виде 1/3-2 витков спирали с параметрами навиваемой спирали. Третий участок выполнен по линии сопряжения первых двух. Глубина канавки равна диаметру используемой для навивки проволоки. Направляющая выполнена клиновидной формы, жестко закреплена на корпусе устройства и клином обращена к протяжным роликам. Канал направляющей ориентирован по направлению подачи проволоки. В результате обеспечивается упрощение конструкции устройства и повышение его надежности. 1 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| SU 1180128 А, 23.09.1985 | |||
| SU 465255 A, 12.06.1975 | |||
| US 3736784 А, 05.06.1973 | |||
| DE 1902623 A, 20.01.1972. | |||

