Изобретение относится к сварке, а именно к изготовлению спирально сребренных труб, и может быть использовано при изготовлении вальцов (типа шнека со спиралью из прутка) сельскохозяйственных машин.
Цель изобретения - расширение технологических возможностей и упрощение конструкции.
На устройстве для вращения трубы размещена неприводная цилиндрическая оправка с винтовой канавкой и поддерживающий ролик, установленные параллельно трубе, при этом навиваемый материал, осуществляя кинематическую связь трубы и оправки, обеспечивает заданный шаг навивки.
Применение цилиндрической оправки с винтовой канавкой и поддерживающего ролика позволяет без предварительного изготовления спирали навивать и приваривать
пруток к гладкой трубе, а использование прутка в качестве элемента кинематической связи между трубой и цилиндрической оправкой с винтовой канавкой позволяет отказаться от дополнительных устройств для укладки прутка на трубе с необходимым шагом, что повышает производительность труда и значительно упрощает конструкцию.
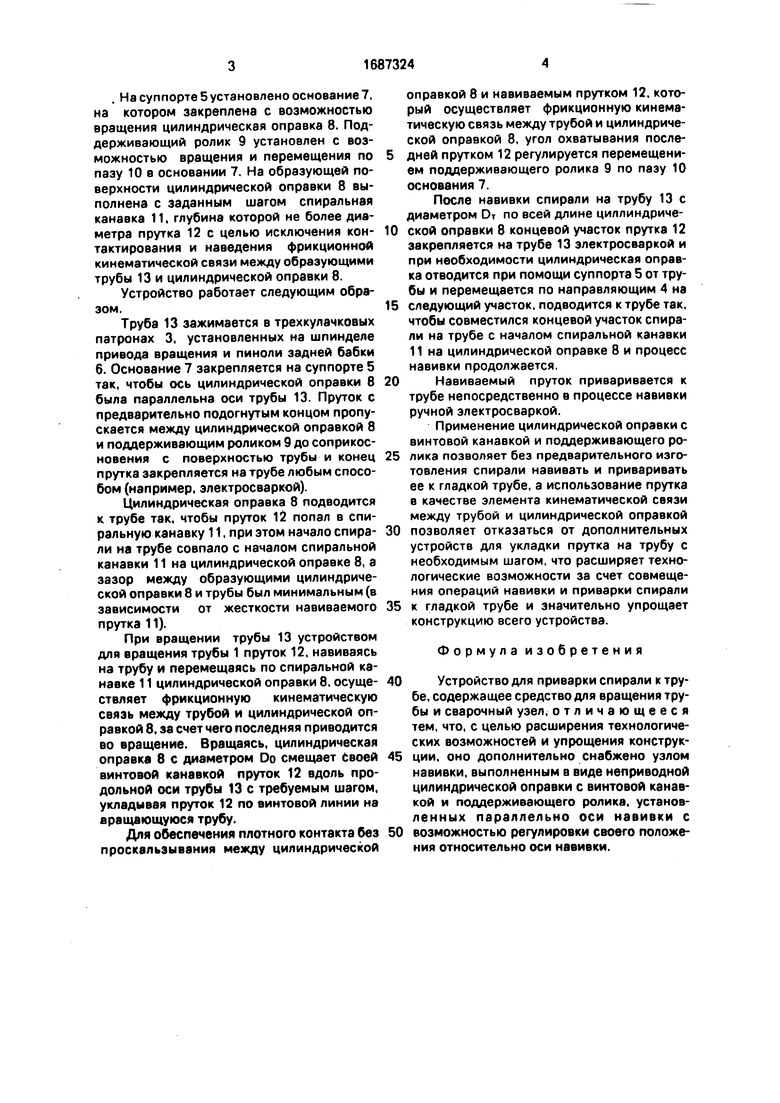
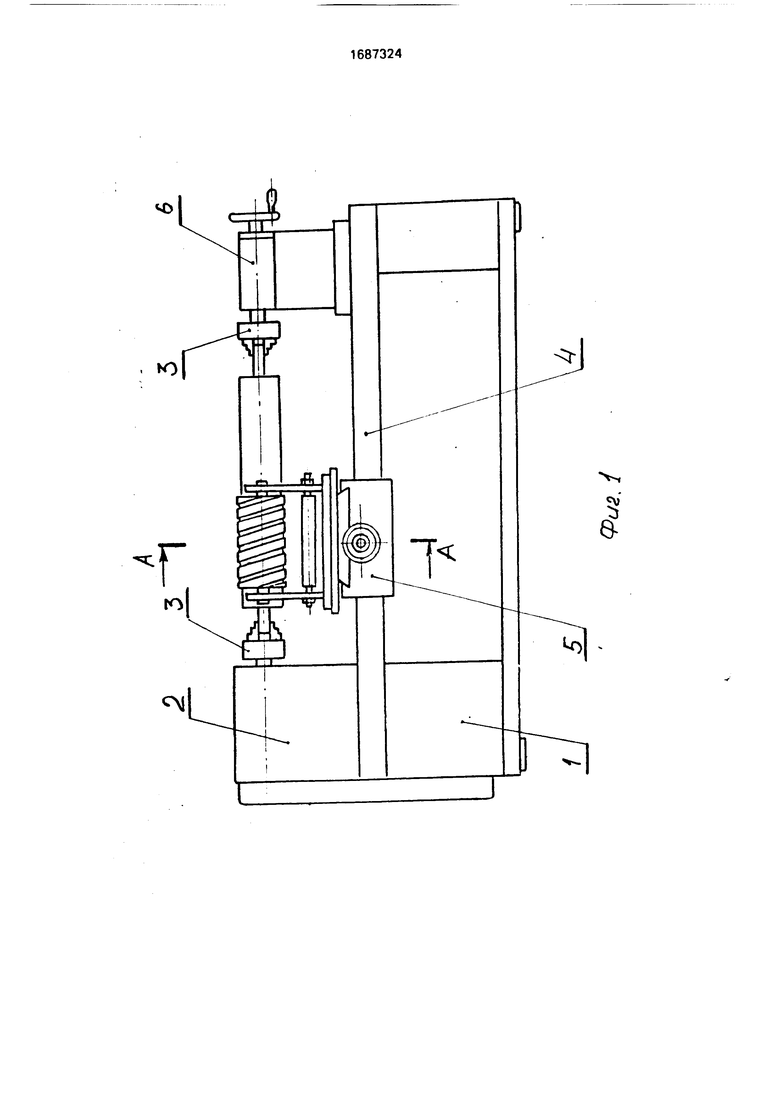
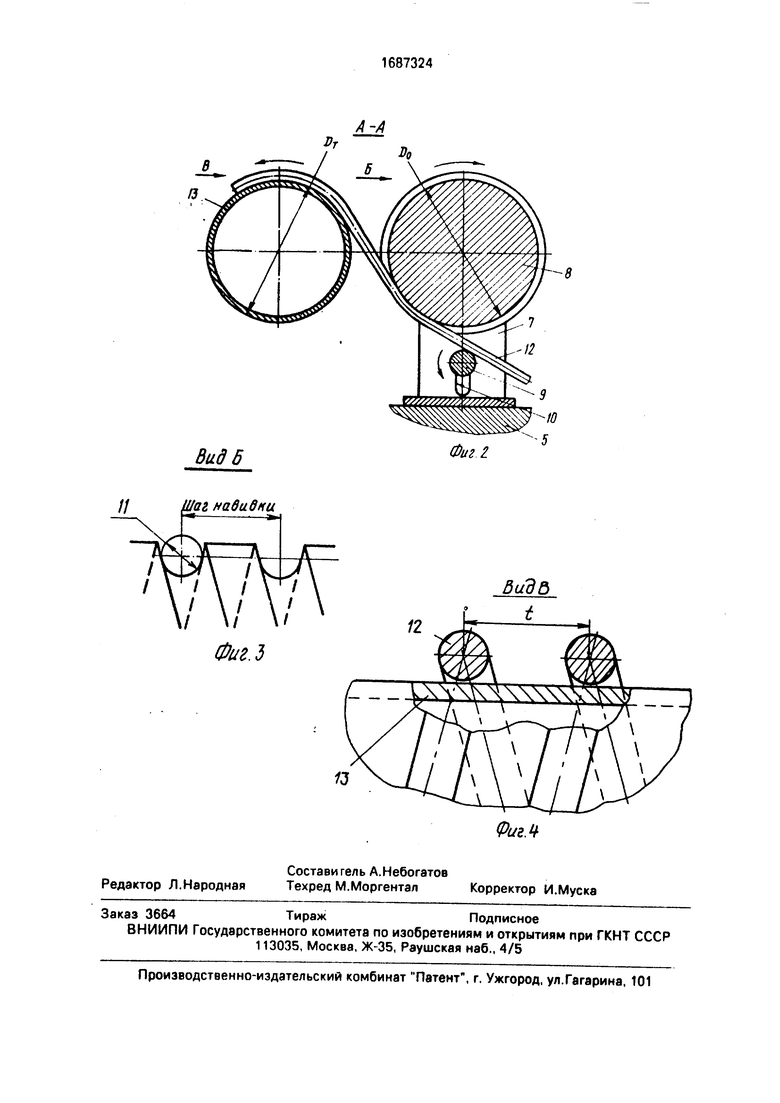
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид по стрелке Б на фиг.2; на фиг.4 - вид по стрелке В на фиг.2.
Устройство для навивки и приварки спирали к трубе содержит устройство для вращения трубы 1, состоящее из привода 2 вращения, на шпинделе которого установлен трехкулачковый патрон 3, направляющих А, суппорта 5 и задней бабки 6. на пиноли которой установлен трехкулачковый патрон 3,
О 00 VI СО
го
. На суппорте 5 установлено основание 7, на котором закреплена с возможностью вращения цилиндрическая оправка 8. Поддерживающий ролик 9 установлен с возможностью вращения и перемещения по пазу 10 в основании 7. На образующей поверхности цилиндрической оправки 8 выполнена с заданным шагом спиральная канавка 11. глубина которой не более диаметра прутка 12 с целью исключения контактирования и наведения фрикционной кинематической связи между образующими трубы 13 и цилиндрической оправки 8.
Устройство работает следующим образом.
Труба 13 зажимается в трехкулачковых патронах 3, установленных на шпинделе привода вращения и пиноли задней бабки 6. Основание 7 закрепляется на суппорте 5 так, чтобы ось цилиндрической оправки 8 была параллельна оси трубы 13. Пруток с предварительно подогнутым концом пропускается между цилиндрической оправкой 8 и поддерживающим роликом 9 до соприкосновения с поверхностью трубы и конец прутка закрепляется на трубе любым способом (например, электросваркой).
Цилиндрическая оправка 8 подводится к трубе так, чтобы пруток 12 попал в спиральную канавку 11, при этом начало спирали на трубе совпало с началом спиральной канавки 11 на цилиндрической оправке 8, а зазор между образующими цилиндрической оправки 8 и трубы был минимальным (в зависимости от жесткости навиваемого прутка 11).
При вращении трубы 13 устройством для вращения трубы 1 пруток 12, навиваясь на трубу и перемещаясь по спиральной канавке 11 цилиндрической оправки 8. осуществляет фрикционную кинематическую связь между трубой и цилиндрической оправкой 8, за счет чего последняя приводится во вращение. Вращаясь, цилиндрическая оправка 8 с диаметром Do смещает своей винтовой канавкой пруток 12 вдоль продольной оси трубы 13 с требуемым шагом, укладывая пруток 12 по винтовой линии на вращающуюся трубу.
Для обеспечения плотного контакта без проскальзывания между цилиндрической
оправкой 8 и навиваемым прутком 12. который осуществляет фрикционную кинематическую связь между трубой и цилиндрической оправкой 8, угол схватывания последней прутком 12 регулируется перемещением поддерживающего ролика 9 по пазу 10 основания 7.
После навивки спирали на трубу 13 с диаметром От по всей длине циллиндрической оправки 8 концевой участок прутка 12 закрепляется на трубе 13 электросваркой и при необходимости цилиндрическая оправка отводится при помощи суппорта 5 от трубы и перемещается по направляющим 4 на
следующий участок, подводится к трубе так, чтобы совместился концевой участок спирали на трубе с началом спиральной канавки 11 на цилиндрической оправке 8 и процесс навивки продолжается,
Навиваемый пруток приваривается к
трубе непосредственно в процессе навивки ручной электросваркой.
Применение цилиндрической оправки с винтовой канавкой и поддерживающего ролика позволяет без предварительного изготовления спирали навивать и приваривать ее к гладкой трубе, а использование прутка в качестве элемента кинематической связи между трубой и цилиндрической оправкой
позволяет отказаться от дополнительных устройств для укладки прутка на трубу с необходимым шагом, что расширяет технологические возможности за счет совмещения операций навивки и приварки спирали
к гладкой трубе и значительно упрощает конструкцию всего устройства.
Формула изобретения
Устройство для приварки спирали к трубе, содержащее средство для вращения трубы и сварочный узел, отличающееся тем, что, с целью расширения технологических возможностей и упрощения конструкции, оно дополнительно снабжено узлом навивки, выполненным в виде неприводной цилиндрической оправки с винтовой канавкой и поддерживающего ролика, установленных параллельно оси навивки с
возможностью регулировки своего положения относительно оси навивки.
I
В
Вид 5
Ю
Фиг 2.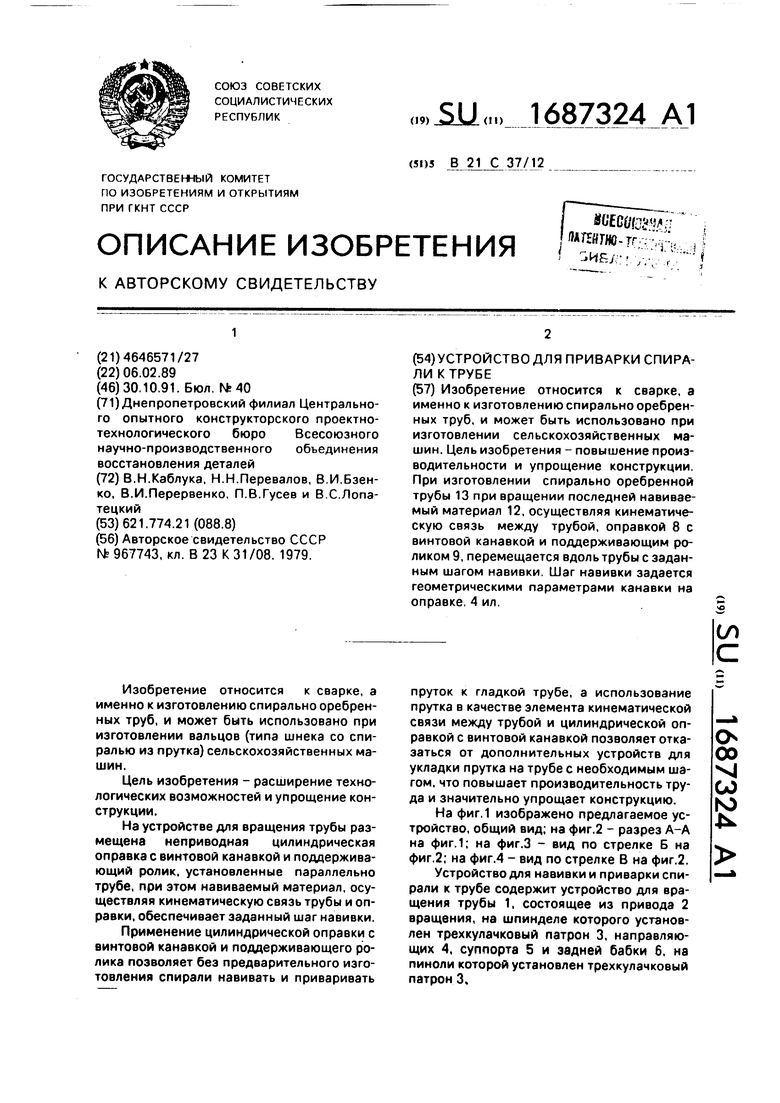
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных элементов из профилированного прутка быстрорежущей стали и устройство для его осуществления | 1983 |
|
SU1107928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2019 |
|
RU2705192C1 |
| Устройство для горячей навивки крупногабаритных пружин из прутка | 1988 |
|
SU1553230A1 |
| Устройство для горячей новивки пружин из прутка | 1990 |
|
SU1719138A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| Станок для навивки цилиндрических пружин | 1982 |
|
SU1142202A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Устройство для изготовления нескольких спиральных элементов из профилированного прутка быстрорежущей стали | 1990 |
|
SU1736659A1 |
| Устройство к токарному станку для навивки спирали шнека | 1979 |
|
SU863070A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
Изобретение относится к сварке, а именно к изготовлению спирально сребренных труб, и может быть использовано при изготовлении сельскохозяйственных машин. Цель изобретения - повышение производительности и упрощение конструкции. При изготовлении спирально оребренной трубы 13 при вращении последней навиваемый материал 12, осуществляя кинематическую связь между трубой, оправкой 8 с винтовой канавкой и поддерживающим роликом 9, перемещается вдоль трубы с заданным шагом навивки. Шаг навивки задается геометрическими параметрами канавки на оправке. 4 ил.
Ц/а г навив ни
.-,
К- Л
/w
/ /v
Фиг. 5
дидб
12
| Устройство для автоматической приварки спирального элемента к трубе | 1979 |
|
SU967743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
