Изобретение относится к области машиностроения и предназначено для изготовления винтовых спиралей большой длины, используемых в трубных конвейерах для транспортирования сыпучих материалов.
Известен механизм формообразования спирали (а.с. №475199, МПК В21F 3/02, опубл. 30.06.75, бюл. №24), содержащий установленные на станине и кинематически связанные между собой приводную вращающуюся коническую оправку, установленную с возможностью регулировочного осевого перемещения, и подпружиненный к ней прижимной конический ролик.
Недостатком известного устройства является его невысокая надежность из-за сложности обеспечение нужного усилия зажатия проволоки между оправкой и прижимным роликом.
Наиболее близким по совокупности признаков и достигаемому техническому результату является устройство для навивки винтовых спиралей большой длины (а.с. №2338617, МПК В21F 3/06, опубл. 20.11.08, бюл. №32), содержащее установленные на станине устройство протяжки проволоки с приводом и профилирующее устройство, которое выполнено с направляющей для проволоки и со съемными оправкой и роликом.
Недостатком известного устройства является его невысокая надежность вследствие возможного заклинивания проволоки в профилирующем устройстве между оправкой и роликом при несовпадении входной части профилирующей канавки ролика с отверстием в направляющей для проволоки, что, в свою очередь, приводит к дополнительным предварительным операциям по выставлению ролика в определенное положение и усложняет эксплуатацию устройства.
Техническим результатом предлагаемого устройства для навивки винтовой спирали является увеличение надежности работы вследствие исключения возможного заклинивания проволоки в профилирующем устройстве между роликом и оправкой, а также упрощение его эксплуатации ввиду исключения необходимости регулировки положения ролика.
Технический результат достигается тем, что в профилирующем устройстве на внутренней поверхности неподвижной оправки выполнена профилирующая канавка в виде одного полного витка навиваемой спирали, расстояние от поверхности которой до поверхности вращающегося ролика равно диаметру проволоки, что позволяет навивать проволоку без заклинивания между оправкой и вращающимся роликом и обеспечивает постоянное положение входной части профилирующей канавки и, соответственно, гарантирует попадание проволоки в канавку без каких-либо дополнительных регулировок и установок. Для уменьшения трения проволоки в профилирующее устройство подается жидкая смазка.
Заявляемые существенные признаки изобретения, обеспечивающие получение указанного технического результата, явным образом не следуют из уровня техники.
Положительный опыт изготовления качественной винтовой спирали с использованием предлагаемого изобретения позволяет сделать вывод о соответствии изобретения критерию «промышленно применимо».
Сущность изобретения поясняется чертежами:
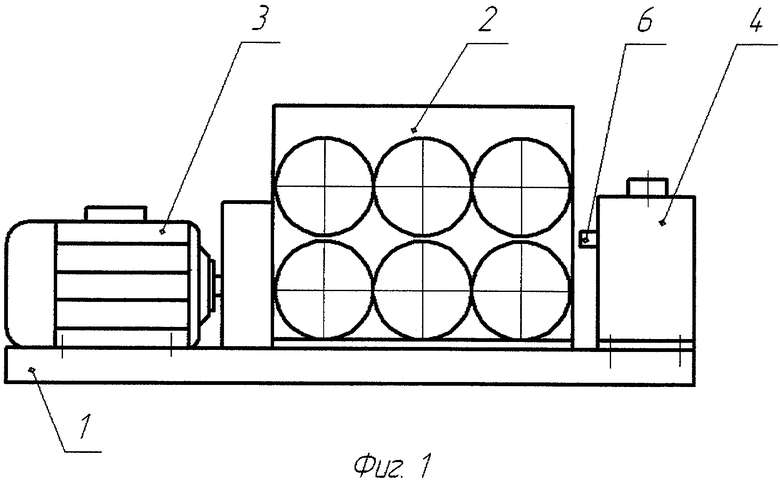
фиг.1 - устройство для навивки винтовой спирали, общий вид;
фиг.2 - профилирующее устройство, общий вид;
фиг.3 - неподвижная оправка.
Устройство для навивки винтовой спирали состоит из установленных на станине 1 устройства протяжки проволоки 2, привода 3 и профилирующего устройства 4 (фиг.1), содержащего корпус 5, направляющую 6, выполненную в виде втулки с коническим отверстием для подачи проволоки, неподвижную оправку 7, выполненную в виде съемной втулки, жестко закрепленную в корпусе 5, и ролик 8, установленный в подшипниках 9 с возможностью вращения для уменьшения трения проволоки при ее прохождении по канавке между роликом 8 и неподвижной оправкой 7 (фиг.2). На внутренней поверхности неподвижной оправки 7 (фиг.3) выполнена профилирующая канавка 10, имеющая параметры навиваемой винтовой спирали. Входная часть профилирующей канавки выполнена соосно с отверстием в направляющей 6. Расстояние между роликом 8 и поверхностью профилирующей канавки 10 выдержано равным диаметру проволоки в пределах технологического допуска. Количество витков канавки 10 зависит от минимально необходимой формы витка канавки, достаточной для образования спирали необходимого качества, что равно одному полному витку навиваемой винтовой спирали.
Навивка винтовой спирали возможна с другим шагом и диаметром витков. Изменение диаметра и шага витков навиваемой винтовой спирали достигается тем, что оправка и ролик выполнены съемными и могут заменяться оправкой и роликом с другими размерами диаметра и шага витка.
Предлагаемое устройство для навивки винтовой спирали работает следующим образом.
Проволока через направляющую 6 устройством протяжки проволоки 2 подается в профилирующую канавку 10 неподвижной оправки 7. Формирование витков спирали происходит при прохождении проволоки по канавке 10 между оправкой 7 и роликом 8, установленным в подшипниках 9 с возможностью вращения и уменьшения сил трения, имеющих место между проволокой, канавкой и роликом. При этом для уменьшения трения проволоки в профилирующее устройство подается жидкая смазка.
Предприятие имеет положительный опыт изготовления качественной винтовой спирали с использованием предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВЫХ СПИРАЛЕЙ БОЛЬШОЙ ДЛИНЫ | 2007 |
|
RU2338617C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257978C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Устройство для производства магнитопроволочных спиралей | 2021 |
|
RU2780324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Устройство для навивки проволочных спиралей | 1973 |
|
SU495128A1 |
| Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения | 1989 |
|
SU1675015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |

Изобретение относится к машиностроению и может быть использовано при изготовлении винтовых спиралей большой длины, в частности, для трубных конвейеров при транспортировке сыпучих материалов. Устройство состоит из установленных на станине устройства протяжки проволоки с приводом и профилирующего устройства, содержащего направляющую для проволоки и неподвижную оправку с роликом. На внутренней поверхности неподвижной оправки выполнена профилирующая канавка в виде одного полного витка навиваемой спирали, расстояние от поверхности которой до поверхности вращающегося ролика равно диаметру проволоки. Обеспечивается постоянное положение входной части профилирующей канавки и попадание проволоки в канавку без дополнительных регулировок и установок. Увеличивается надежность и упрощается эксплуатация. 1 з.п. ф-лы, 3 ил.
1. Устройство для навивки винтовой спирали, состоящее из установленных на станине устройства протяжки проволоки с приводом и профилирующего устройства, содержащего направляющую для проволоки и неподвижную оправку с роликом, отличающееся тем, что на внутренней поверхности неподвижной оправки выполнена профилирующая канавка в виде одного полного витка навиваемой спирали, расстояние от поверхности которой до поверхности вращающегося ролика равно диаметру проволоки.
2. Устройство по п.1, отличающееся тем, что входная часть профилирующей канавки выполнена соосно с отверстием в направляющей для подачи проволоки.
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВЫХ СПИРАЛЕЙ БОЛЬШОЙ ДЛИНЫ | 2007 |
|
RU2338617C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257978C1 |
| Спринклер | 1986 |
|
SU1440509A1 |
| DE 1902623 A, 20.01.1972. | |||

