Изобретение относится к технологии машиностроения, а именно к области обработки сопрягаемых деталей протягиванием, в частности к дорнам, и может использоваться для обработки свертных втулок с вогнутыми краями и для получения прессовых соединений типа "свертная втулка - корпус".
Известен дорн, содержащий направляющую, рабочую из деформирующих зубьев и калибрующую части (см. Прессовые соединения. Технология изготовления и ремонт. Барнаул, Алт. кн. изд-во, 1977 стр.83).
Недостатком описанного дорна является низкое качество прессового соединения, обусловленное возможностью получения неплотного стыка обрабатываемой охватываемой детали, в частности свертной втулки, с последующим раскрытием его в средней части.
Наиболее близким по технической сущности и достигаемому результату прототипом является дорн, содержащий направляющую, рабочую из деформирующих зубьев и калибрующую части, сужающийся паз, расположенный на направляющей и рабочей частях, расширенным концом совпадающий с началом направляющей части. При этом паз выполнен клиновидным с углом, соответствующим углу, образовываемому вогнутыми краями обрабатываемой втулки (см. авторское свидетельство СССР №429906, М. Кл. В 23 D 43/02, В 23 Р 3/08).
Недостатками описанного дорна являются низкое качество прессового соединения, обусловленное дорнованием отверстия охватываемой детали, в частности, свертной втулки, с малыми натягами на деформирующих зубьях рабочей части вследствие расположения клиновидного паза по всей длине рабочей части, и узкая область использования вследствие дорнования ограниченного количества свертных втулок, чей угол, образованный вогнутыми краями, соответствует углу клиновидного паза.
Предлагаемым изобретением решается задача повышения качества прессового соединения и расширения области использования.
Для достижения указанного технического результата дорн содержит направляющую, рабочую из деформирующих зубьев и калибрующую части и сужающийся паз, расположенный на направляющей и рабочей частях, расширенным концом совпадающий с началом направляющей части, при этом паз, оканчивающийся у последнего деформирующего зуба рабочей части, имеет в поперечном сечении радиусную форму.
Повышение качества прессового соединения обеспечивается дорнованием отверстия охватываемой детали, в частности свертной втулки, с большим натягом на последний деформирующий зуб рабочей части, выполненный без паза.
Расширение области использования обусловлено возможностью дорнования охватываемой детали, в частности свертной втулки, независимо от угла, образованного вогнутыми краями, за счет того, что паз имеет в поперечном сечении радиусную форму.
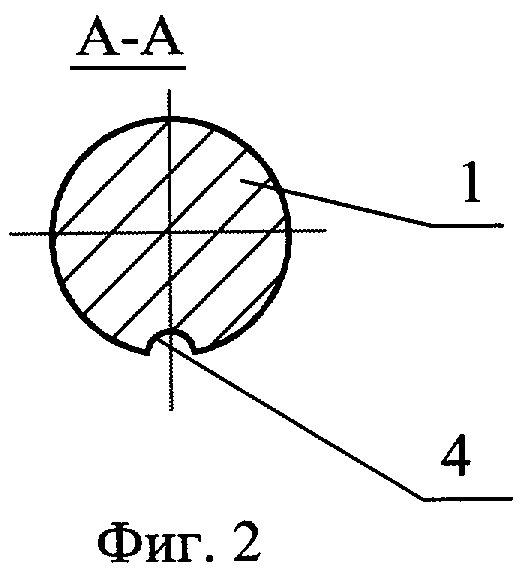
Предлагаемое изобретение поясняется чертежом, где на фиг.1 изображен дорн, общий вид; на фиг.2 - сечение А-А фиг.1.
Дорн содержит (фиг.1; фиг.2) направляющую 1, рабочую 2 из деформирующих зубьев и калибрующую 3 части. Сужающийся паз 4 расположен на направляющей 1 и рабочей 2 частях. Паз 4 расширенным концом совпадает с началом направляющей 1 части и оканчивается паз 4 у последнего 5 деформирующего зуба рабочей 2 части. Паз 4 имеет в поперечном сечении радиусную форму (фиг.2).
Предлагаемый дорн работает следующим образом.
Заготовка охватываемой детали, в частности свертной втулки, помещается в охватывающую деталь, например корпус подшипника скольжения. В отверстие свертной втулки устанавливается дорн таким образом, чтобы вогнутые края втулки вошли в сужающийся паз. При дорновании происходят деформационные изменения в свертной втулке. При этом одновременно с соединением стыка в пазу 4, образованного вогнутыми краями втулки, заполнением его частью смещаемого дорном металла осуществляется деформация стенок втулки с образованием цилиндрического отверстия в ее сечении. Причем дорн работает с большим натягом на последний 5 деформирующий зуб рабочей 2 части, создавая напряженно-деформированное состояние между сопрягаемыми деталями, которое необходимое для получения прессового соединения высокого качества.
Таким образом, использование предлагаемого изобретения обеспечивает высокое качество прессового соединения и расширение области использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| Способ соединения охватывающей и охватываемой деталей | 1989 |
|
SU1680482A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
Изобретение относится к технологии машиностроения и может быть использовано для получения прессовых соединений типа «свертная втулка - корпус». Дорн содержит направляющую, рабочую из деформирующих зубьев, калибрующую части и сужающийся паз, расположенный на направляющей и рабочей частях, расширенным концом совпадающий с началом направляющей части. Паз, оканчивающийся у последнего деформирующего зуба рабочей части, имеет в поперечном сечении радиусную форму. Повышается качество прессового соединения и расширяется область использования. 2 ил.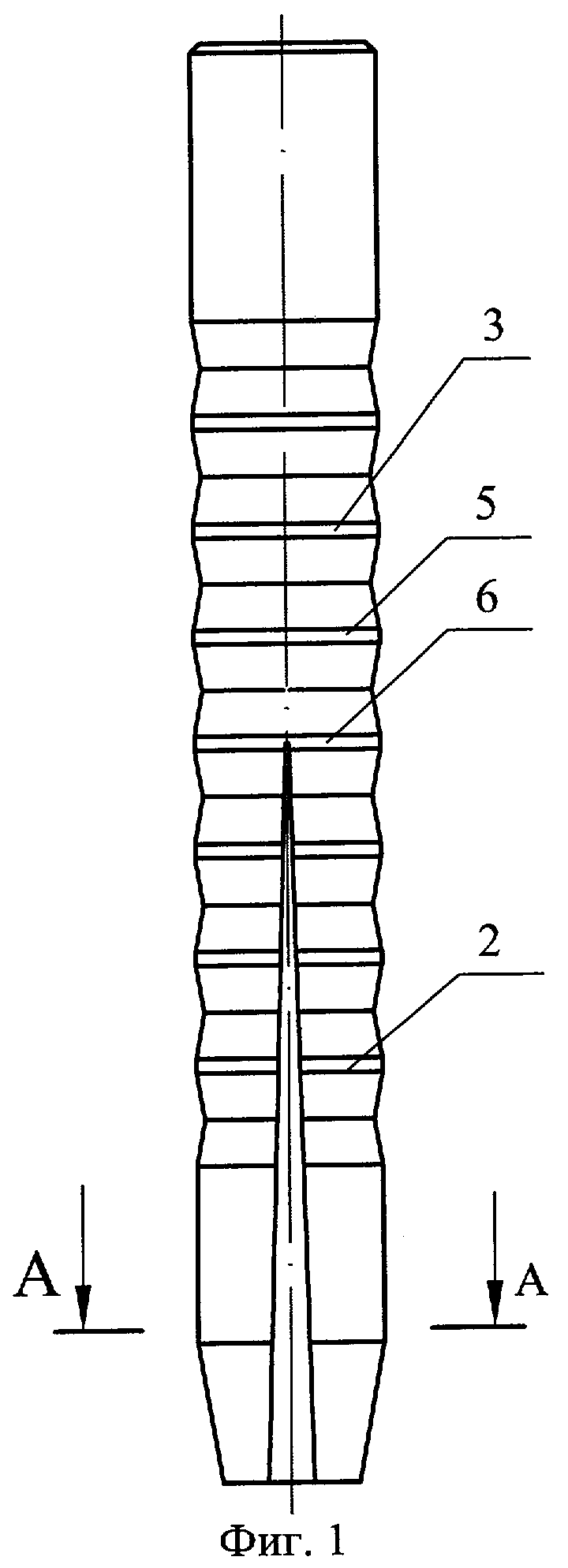
Дорн, содержащий направляющую, рабочую из деформирующих зубьев, калибрующую части и сужающийся паз, расположенный на направляющей и рабочей частях, расширенным концом совпадающий с началом направляющей части, отличающийся тем, что паз оканчивается у последнего деформирующего зуба рабочей части и имеет в поперечном сечении радиусную форму.
| 1972 |
|
SU429906A1 | |
| Устройство для сборки деталей запрессовкой и обработки отверстий | 1979 |
|
SU782982A2 |
| US 5184391 А, 09.02.1993. | |||

